
基于嵌入式技术的零件尺寸检测系统研究
2011-04-26 02:32范敬武
中国测试 2011年2期
范敬武,王 见
(重庆大学测试中心,重庆 400044)
0 引 言
传统的尺寸检测工作主要依赖简单的测量仪器来实现,其测量精度容易受人为因素的影响(如经验、操作方法等),检测精度难以得到保证。20世纪80年代以来,以单片机为核心的嵌入式系统开始在市面上流行。它能实现数据采集、处理以及显示等功能,给检测技术带来了很大的方便。但是随着信息化、智能化、网络化的发展,其体积大、成本高、人机交互界面不够直观、信息量小,以及系统的精确度、运算能力、数据传输距离、数据存储容量和实时分析能力的局限性等弱点越来越突出,无法满足整个社会的发展[1]。于是16位和32位的嵌入式微处理器开始成为嵌入式系统开发的主流,它能很好的解决单片机嵌入式系统存在的很多不足[2]。因此,该项目的系统开发采用基于32位的ARM微处理器、嵌入式WinCE操作系统来实现,以传感技术和串口通信为基础,将尺寸检测技术与质量控制理论相结合来完成数据采集、存储、分析、处理。
1 系统的总体框图
基于嵌入式技术的零件尺寸检测系统的总体框架图如图1所示。它以三星公司生产的S3C2410作为嵌入式主控制器,其上可以直接运行嵌入式WinCE操作系统。系统通过传感器读取到信号后,经过数据转接器转换处理,然后连接串口通信将信号送入主控制器中,再利用尺寸检测技术与质量控制等理论,实现数据采集、处理、特征提取和识别以及数据分析与计算。在必要的情况下,可通过TCP/IP实现远程监控。
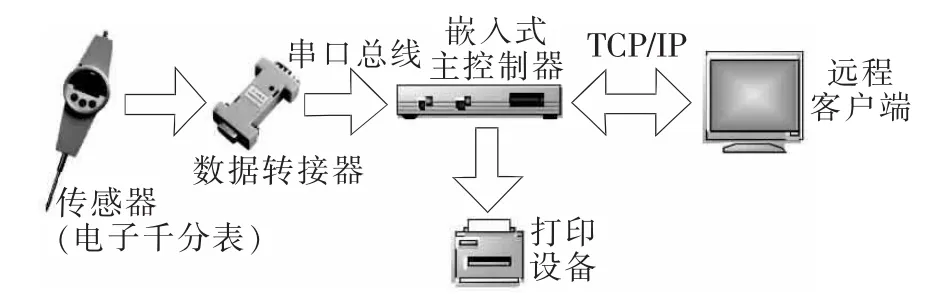
图1 系统总体框架图
2 系统的硬件构成
硬件的选择是系统开发中的重要任务之一。该系统中的硬件主要是由容栅式电子千分表、容栅数据转接器、S3C2410处理器等组成。
(1)容栅式电子千分表。系统开发中采用成都远恒精密测控技术有限公司生产的B531电子千分表。它是采用容栅传感器、大规模集成电路进行信号处理的测量器具,具有结构简单、精度高、功能全、使用方便、维修容易等优点。该表带有串行数据输出口,可通过容栅转接器与嵌入式系统连接进行信号处理,测量规格为0~50 mm,测量速度可达0.35 m/s,分辨率为0.001 mm,具有任意位置置零、公/英制转换、示值保持、快速显示等功能。
(2)容栅数据转接器。它是由成都远恒公司生产的,型号为JR-01AK。它是一种将容栅数显量具输出的数据信号转换成可与串行口直接通信的单通道或多通道数据信号转换装置。该装置抗干扰,耐油污,抗冲击,且无需外部供电,插入计算机串口启动软件即可使用,可方便地应用于工业自动检测系统现场环境。
(3)S3C2410处理器。S3C2410是三星公司生产的一款基于ARM920T内核的32位RISC微处理器,主频可达203 MHz,带有独立的8字长的16 KB命令存储器和数据存储器、2通道SPI、LCD控制器、3通道UART、4通道带PWM的定时器、一个内部定时器、4通道DMA、RTC、I/O 口、SD卡/MMC卡主机控制器、8通道10位ADC和带PLL的时钟发生器等。极高的集成度电路简化了应用系统的硬件设计,并提高系统的可靠性。此外,该处理器还配备了简单的键盘和LCD显示接口,实现良好的人机操作界面,是一款低价格、低功耗、高性能的ARM处理器芯片[3]。
3 系统的软件实现
系统是以微软提供的Windows CE作为软件的运行平台。Windows CE(简称WinCE)是一个紧凑、高效和可裁剪的操作系统,适用于各种嵌入式系统开发。它提供开发板级支持包(BSP),使得基本的WinCE操作系统的核心可以直接移植到专用嵌入式系统的硬件平台上,提供便捷的应用软件开发平台,以及多种Windows平台间的快速迁移能力。它拥有多线程、多任务、完全抢先式优先级的特点,是一种面向嵌入式环境的实时操作系统[4-5]。
3.1 系统的软件开发平台架构
在进行软件开发之前,必须先建立软件开发环境。简要介绍其软件开发环境的建立:在PC机上完全安装Platform Builder 5.0,然后定制、配置、编译一个WinCE操作系统内核,最终生成WinCE内核文件nk.bin和安装WinCE所需的Eboot程序;再通过JTAG板将bios烧写到Nandflash,然后用USB数据线将Eboot程序和WinCE内核nkb.in下载到开发板上;最后在开发板上电启动之后通过Eboot程序将WinCE自动安装到ARM开发板上。
3.2 系统的应用程序设计
Embedded Visual C++4.0(简称 EVC)是 Microsoft公司推出的一套基于WinCE平台的可视化开发工具。它支持MFC类库的子集,能够给开发者提供强大的支持,可以方便地创建、修改和调试应用程序。它类似于VC++6.0的应用软件,通过C++编程语言即可实现图像界面绘制以及系统的功能,最后通过USB接口建立ActiveSync连接,编译烧写到WinCE系统平台上,即可在LCD上显示。该系统的应用程序开发流程图如图2所示。

图2 应用程序开发流程图
根据尺寸检测系统的要求,该系统可分为数据采集、分析、存储和显示4大功能模块,如图3所示。依据这4大功能模块来对该系统进行阐述。
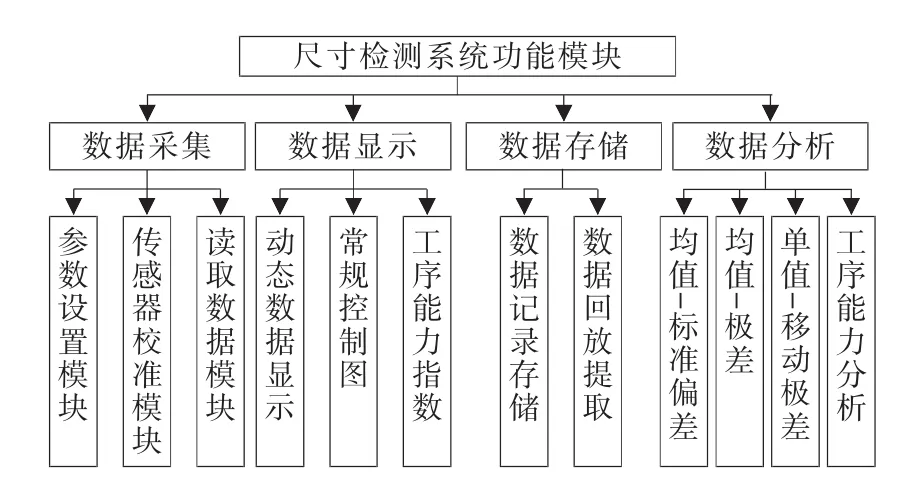
图3 尺寸检测系统的功能模块图
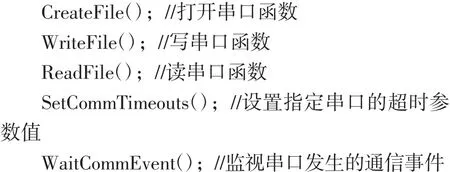
数据采集模块主要响应外部事件,负责对串口的读写操作,如发送指令和接收串口数据等。该系统通过RS232实现通信操作,在WinCE系统下,将直接按照API编程方式来实现串口操作,所涉及主要的函数如下:
数据显示模块主要负责将动态数据以常规控制图和工艺指数图来显示,用户根据图形显示状况来判断被测对象的工艺特性。该显示模块实现了数字化、图形化界面的功能,人机交互性良好,可以辅助用户对被测对象的尺寸变化进行实时观察、分析,最后给出结论。
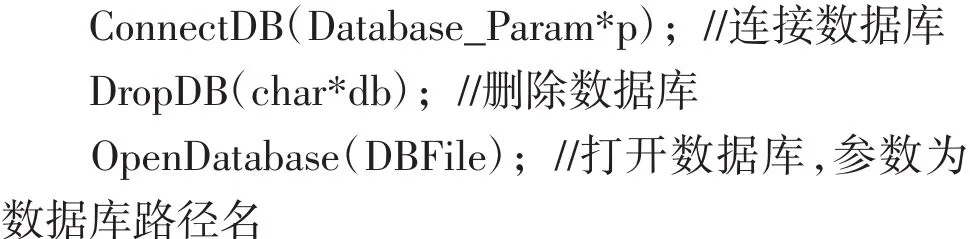
数据存储模块主要实现将有效的数据信息进行保存,为数据回放作准备,供用户日后重新调用、分析、查询等操作。在该模块中,系统选用了数据库SQL Server CE,它是SQL Server的精简版,是一个小型的数据库产品,具备强大的检索查询能力,支持结构化查询语言(SQL),提供了与SQL Server一致的开发模型和API,同时只需占用很少的内存体积和系统资源,能方便地对数据进行查询、增加、删除与存储等,具有传输速度快、部署方便等优点[5-7]。在EVC环境下,对数据的开发,其实就是通过ADOCE COM组件执行SQL语句的过程。为了使用户方便地使用ADOCE,通过DBManager类建立与数据库的连接、执行SQL语句等操作。以下将给出部分数据存储模块中的函数:

数据分析处理模块是系统的重要核心内容,主要是对采集处理后的数据做统计过程控制(SPC)的分析与处理来判断生产过程是否处于统计受控状态,具有对生产不合格产品进行“事前预防”的功能,按照数理统计的原理通过常规控制图来实现。系统中所涉及的尺寸检测的工艺参数属于计量值。因此,比较适合使用计量值控制图,其上有中心线CL、上控制限UCL、下控制限LCL,如图4所示[8-13]。系统采用了目前较为普遍的控制图分析:“均值-标准偏差”控制图S、“均值-极差”控制图R、“单值-移动极差”控制图x-RS。最后用工序能力来判断加工质量是否满足技术指标的能力,以达到满足产品技术标准的要求。
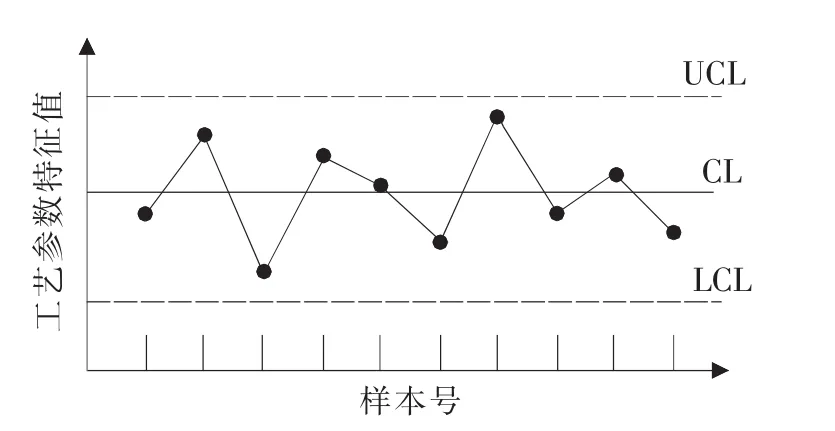
图4 控制图示例
4 实 验

表1 部分实验数据(单位:mm)
依据软件开发设计思想,设计出了一个嵌入式零件尺寸检测系统。通过实验来对该系统的各项功能进行检验,以保证系统的开发能够达到预期目标。该次实验对重庆大学机械学院加工车间的一批换挡器凸轮轴的直径进行了检验,其现场实验装置图如图5所示。实验器材有ARM开发板,其操作系统为Windows CE 5.0,装有虚拟式零件尺寸检测系统软件和数据库SQL Server CE;成都远恒公司的B531型电子千分表一只及JR-01AK型容栅数据转接器一个。部分实验数据如表1所示。

图5 实验现场

图6 工序能力指数分析
实验的零件规范值:
规范目标值:41.825
规范上限:41.850
规范下限:41.800
采集样本统计:
均值:41.823
标准差:0.009
极差:0.020
工序能力指数:Cpk=1.23
图6为对采集的数据所进行的工序能力指数分析图,由图可知,其工序能力较好,所测试的尺寸符合规范要求,与人工检测结果一致,证明该系统的开发已经达到预期结果。
5 结束语
基于嵌入式技术的零件尺寸检测系统体积小,成本低,携带方便,可靠性高。与一般的计算机开发系统相比,该系统集成度高,便于用户移动携带,有效地提高执行速度和系统可靠性,对于有严格功耗要求的系统更加适用。此外,嵌入式技术的迅猛发展,使硬件平台的性能不断增强,可靠性、可维护性进一步提高。因此采用嵌入式技术来进行系统开发将具有广阔的市场前景。实践表明,该文所开发的零件尺寸检测系统可以提高测量精度和工作效率,可靠性高,人机交互性良好,具有良好的实时性分析功能,操作便捷。
[1] 魏忠,蔡勇,雷红卫,等.嵌入式开发详解[M].北京:电子工业出版社,2003.
[2]洪源.嵌入式系统及其在ARM中的应用[J].微计算机信息,2007(11):27-29.
[3] 三星科技.ARM9原理与应用设计[M].北京:电子工业出版社,2008.
[4]周立功.ARM&WinCE实验与实践[M].北京:北京航空航天大学出版社,2007.
[5] 汪兵.WinCE高级编程及其应用开发[M].北京:中国水利水电出版社,2008.
[6] Vieira R.SQL Server 2008编程入门经典[M].马煜,孙皓,译.北京:清华大学出版社,2010.
[7] 崔群法,祝红涛,赵喜来,等.SQL Server 2008中文版从入门到精通[M].北京:电子工业出版社,2009.
[8] 孙静,张公绪.常规控制图标准及其应用[M].北京:中国标准出版社,2000.
[9] 贾新章,李京苑.统计过程控制与评价[M].北京:电子工业出版社,2004.
[10]王毓芳,肖诗唐.统计过程控制的策划与实施[M].北京:中国经济出版社,2005.
[11]滕丽,夏志勇,欧昌银.SPC技术在键合工艺中的应用[J].微电子学,2007(1):38-40.
[12]马敏莉.应用SPC技术对机械零件加工过程的管理和控制[J].机械设计与制造,2005(5):154-156.
[13]郭明青,秦树人,王见.虚拟式零件尺寸检测仪的研制[J].机械工程学报,2008(12):333-337.
猜你喜欢
China’s foreign Trade(2021年6期)2021-12-26
家庭影院技术(2021年7期)2021-08-14
装备制造技术(2020年11期)2021-01-26
电子制作(2019年7期)2019-04-25
铁道通信信号(2018年2期)2018-04-18
汽车与新动力(2017年3期)2017-06-29
通信电源技术(2016年4期)2016-04-04
通信电源技术(2016年5期)2016-03-22
职业技术(2015年8期)2016-01-05
中华奇石(2015年7期)2015-07-09
