
利用控制图技术实现测量标准的质量控制
2011-04-26 02:32侯兴勃闫道广李健一
中国测试 2011年2期
侯兴勃,闫道广,李健一
(解放军92493部队,辽宁 葫芦岛 125000)
0 引 言
对于一个相对固定的实验室来讲,测量人员、程序、方法等资源基本是稳定不变的,环境条件引起的影响量则可以在测量结果不确定度评定时予以考虑,而测量标准则每年都需要通过送检进行溯源,间或需要离开实验室进行现场测试,路途运输势必会对测量标准造成一定的影响。另外,由于检定周期是凭经验确定的,虽然大多数仪器能够保证其质量,但不可避免会发生偶然故障或由于预想不到的因素使准确度下降,实验室不能完全保证测量标准在2次检定(校准)的间隔期内的性能保持不变。所以实验室对于测量过程的控制可以直接通过保证测量标准的性能来加以体现。
针对测量标准的以上特点,通过经常核查,利用统计技术监视和分析核查数据,及时发现测量标准的变化并采取纠正措施,使测量标准处于长期、连续的质量控制之中,对于确保检测/校准数据的质量(可靠性、准确性)有着至关重要的作用。
1 控制图基础
控制图是实验室内部质量控制常用的统计方法。控制图法是将过程核查数据画到有预定控制极限的控制图上,若数据处于控制极限以内,表明测量过程处于统计控制状态;反之就是过程失控,应采取纠正措施直到再受控。
1.1 控制图的种类[1]
1.1.1 平均值控制图

图1 平均值控制图
1.1.2 极差控制图
每次核查时,一组观测值中的最大值和最小值之差称为极差,用R表示。将每次核查得到的极差值Rj画在控制图上,如图2所示。这种控制图可以控制测量过程因随机效应引起的变动。当每次核查观测次数较少时,用极差控制图比标准偏差控制图更为直观有效。
图2 极差控制图
1.1.3 标准偏差控制图
此控制图主要用于控制测量过程的重复性。由每次核查的有限次观测值,得到实验标准偏差称为组内标准偏差或测量结果的重复性,通常用s表示,该控制图又称为s图。当每次核查的观测次数超过12次以上时,标准偏差控制图是一种有效的方法。s控制图如图3所示。从图3可见,在时间tj前测量过程的重复性在控制极限以内,但从tj起测量过程的重复性明显变坏,说明引入了新的随机影响,应采取对测量设备重新校准(检定)等纠正措施。

图3 标准偏差控制图
在进行测量过程控制时,必须同时使用平均值控制图和极差控制图(或标准偏差控制图)。由平均值控制图检验系统效应对测量过程的影响是否增大,由极差控制图检验测量过程的随机影响是否增大,只有在2个控制图中的变量均在控制极限之内时,才表明测量过程受控制。
1.2 过程参数的建立[2]
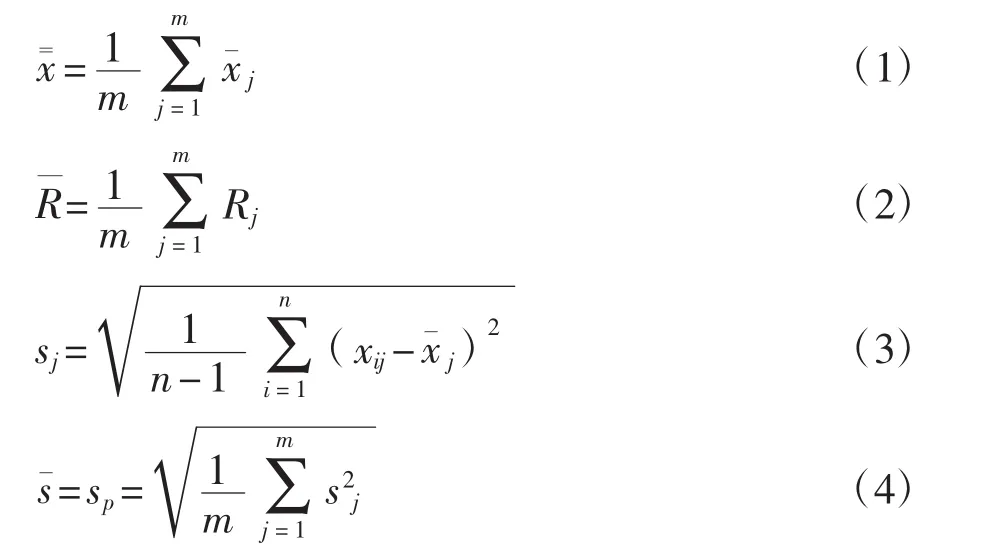
式中:xij——第j组测量的第i个测量值;
Rj——第j组测量值的极差;
sj——第j组测量值的实验标准偏差;
根据国际标准ISO8258“舒沃特控制图”,平均值控制图、极差控制图和标准偏差控制图的控制中心线及控制上限、控制下限的计算公式见表1,其中计算控制极限的系数A、B、D见表2[3]。

表1 控制图的极限

表2 控制图控制极限的系数(部分)
2 应用实例
根据实验室质量管理体系的要求,对于测量标准送检回来后和2次送检之间均要进行核查,以确认运输、时间因素造成的影响。为利用控制图技术实现对测量标准的连续质量控制,需要进行经常性的核查,这就意味着增加工作量、提高测量成本。因此,要根据实际情况决定是否需要采取测量过程的控制,对于最高测量标准采用核查和控制图的方法证实其质量和可靠性是非常必要的。当然,实验室亦可以利用历年核查数据对测量标准历年来的变化情况进行控制[4-7]。
以某计量站一等活塞式压力计历年核查数据为例,选用合适的核查标准,每年对测量标准进行4次核查,每次核查对同一个测试点连续测量5次,通过对历年来核查数据的统计分析,利用平均值控制图和极差值控制图,实现测量标准的质量控制。利用Excel电子表格软件强大的计算功能,可以方便地计算得出控制图的过程参数及控制极限

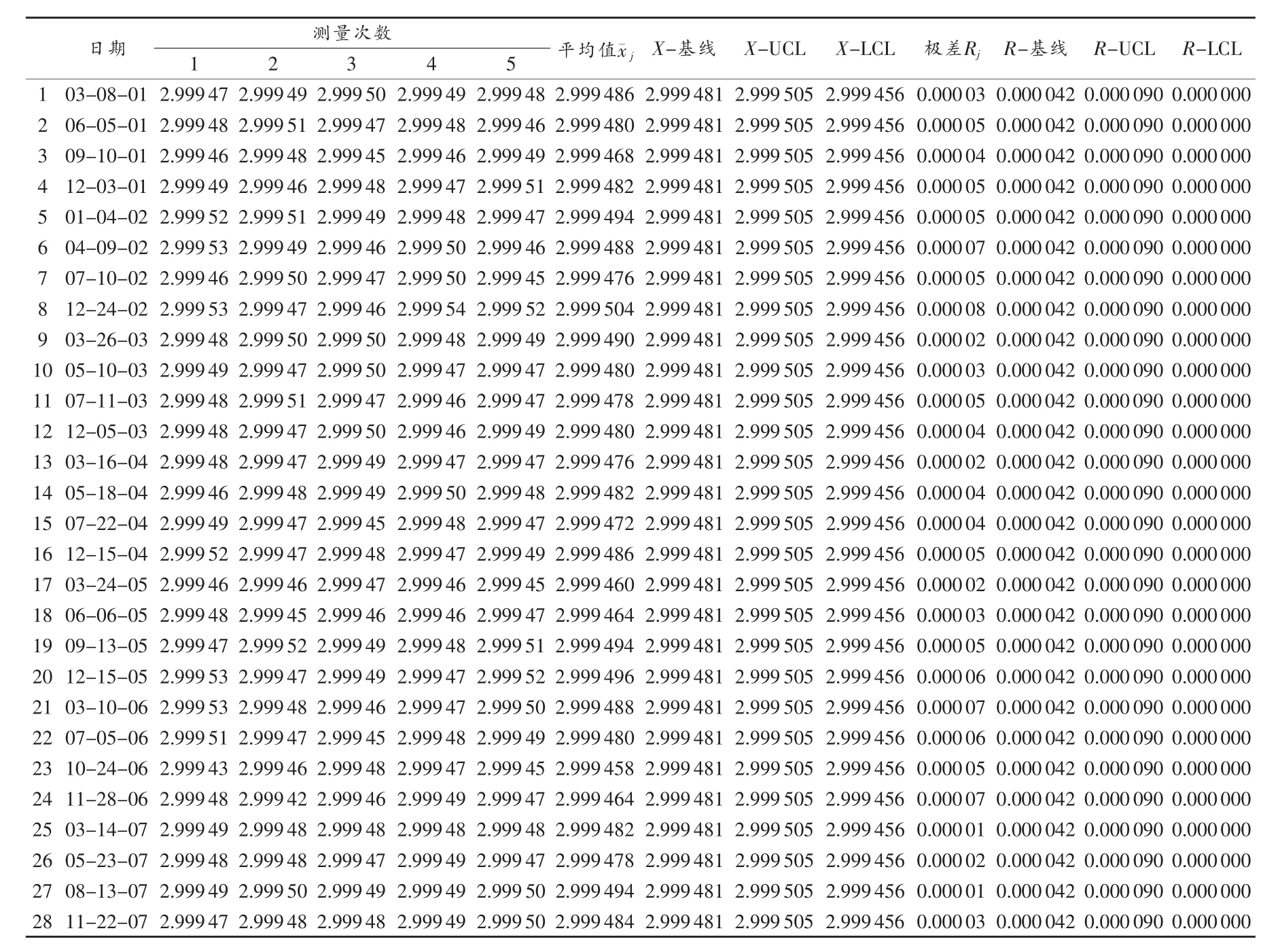
表3 核查数据(单位:MPa)

图4 平均值控制图
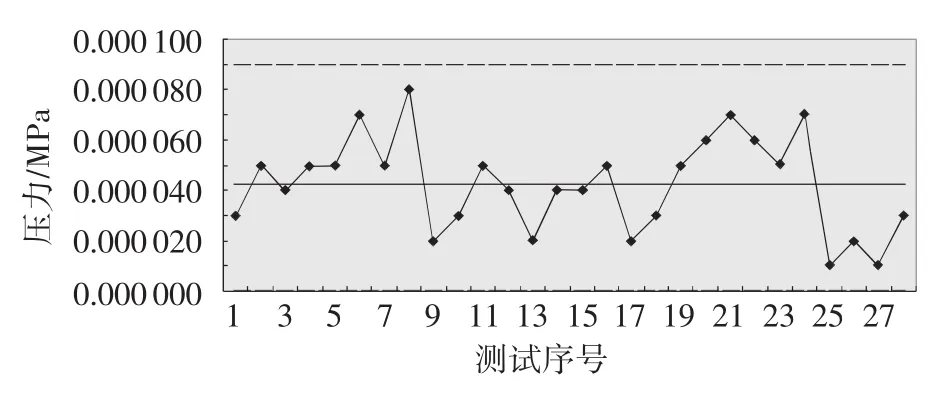
图5 极差控制图
(2)R 图:n=5,查表 2 得 D3=0.000,D4=2.114,则控制上限:D4=0.000090;控制下限:D3=0。具体如表3所示。
用Excel强大的图表功能,可以方便地得出如图4所示的平均值控制图及如图5所示的极差控制图[8]。
从图4和图5可以看出28组核查数据均在控制线内,证明一等标准活塞式压力计始终处于受控状态。当核查数据超出控制限时,适当增加核查后证明其不是偶然现象时,则表明测量过程失控。平均值控制图失控表明测量过程中有明显的系统误差的影响,标准偏差控制图失控表明测量过程的重复性已经明显变差。
3 实施要点
3.1 核查标准的选择
核查标准一般要求与测量标准设备性能相似、长期稳定性好、随机误差小的仪器、产品或其他物体。它的量限、准确度等级都应接近于被测对象,而它的稳定性要比实际的被测对象好。对于该地区或该部门的最高测量标准,一般情况下不容易在该单位找到具有更高计量学特性的测量设备作为核查标准,只能选择不确定度相同或者接近的测量设备作为核查标准。除了测量不确定度之外,核查标准的稳定性尤为重要。根据具体情况,可以选择以下测量设备作为核查标准使用:同准确度等级的同种类型的最高测量标准器,例如2支一等标准铂铑10-铂热电偶,可以互相作为核查标准;有足够稳定度的、不确定度与被核查对象相近的测量设备;具有足够稳定度的实物测量器具;标准物质。在条件允许的情况下,核查标准应当只作为核查使用,不作为一般测量设备使用,在规定的条件下保存,以保持其性能参数的稳定[9-10]。
3.2 初始过程参数的建立
绘制控制图最重要也是最基础的工作就是建立过程参数,在确定控制极限之前至少要对核查标准进行7~12组测量。每组重复测量的次数可根据实际情况确定,但每个测试点数据总量一般>100个。确定过程参数时对核查标准的测量可在任意时间进行,选择的时间跨度要尽可能长,核查的时机尽可能反映出各种因素,如温湿度变化、仪器稳定性、设备老化、人员变动等对测量过程的影响,以使确定的过程参数能反映真实情况。在核查进行一段时间后,应利用积累的核查数据重新修订过程参数,并根据修订的过程参数确定新的控制极限。
3.3 过程参数的调整
在核查实施一年或更长时间或核查数据积累到一定量后,应利用已获得的数据来修订过程参数和更新控制图的基线和上下限。
以下情况时,若怀疑过程参数不合适,则需要重新计算过程参数和控制极限:
(1)平均值控制图上核查数据超出或即将超出控制限;
(2)标准偏差控制图上核查的标准偏差数据超出或即将超出控制限。
修订过程参数的方法是:将核查标准建立的初始参数值与以后积累的大量数据进行比较,如果数据基本一致,则可根据核查的全部测量数据重新计算过程参数,得出经修订的过程参数,修订后的过程参数具有更高的置信度。如果发现初始数据与以后积累的大量数据不一致,则过去的历史数据作废,由核查标准重新测量获得的数据,计算出新的过程参数。
3.4 失控后的处置
核查应由指定人员负责对获得的数据进行检查,并给出测量过程控制的结论。如果发现核查数据单方向偏移或有趋势可能超差,应及时进行原因分析,采取预防措施。如果发现核查数据个别点超出控制极限,应增加核查次数,验证测量过程是否确实失控。确认测量过程失控后,实验室应按核查程序的规定进行处理。包括停止测试、检定或校准工作,对测量过程失控的原因进行分析,针对发现的问题根源应及时采取纠正措施。通常情况下,测量过程失控的原因可能有:
(1)测量系统的连接有问题,需重新正确连接;
(2)环境或其他测试条件发生变化,需要采取措施;
(3)人员对测量方法不熟悉或操作不当,需要进一步培训和教育;
(4)初始确定的控制限不完全代表实际情况,需要利用更多的数据重新修订过程参数;
(5)核查标准不稳定;
(6)测量设备发生变化,需要重新校准或检定;
(7)测量仪器老化或磨损使重复性变坏,需要更新;
(8)其他可能发生的原因。
在完成纠正措施后,应重新对核查标准进行测量,如果核查测量数据回到控制限之内,就验证了存在的问题已经克服。如果数据仍超出控制限,则可判断以前的纠正无效,应进一步查找原因并采取新的必要的纠正措施。如果发现控制限有误,应修订过程控制参数,如果怀疑核查标准有变,则需另选核查标准,重新建立测量过程参数,并建立新的测量过程控制等。
4 结束语
实验室在使用测量标准开展量值传递的工作过程中,根据各实验室的要求,要不同程度地对测量标准进行维护,但无论是定期送检、重复性测试、稳定性测试还是现有的标准核查测试都不是对测量标准的连续质量控制,利用控制图技术则可以随时监控测量标准的状态。随着自动化测试技术的广泛普及,不少测试工作都可实现计算机自动控制,所以实际增加的测试工作量并没有到不可接受的程度,只要肯踏实地做好经常性核查,控制图技术不难实现。
[1] 李志强,杨铁忠.军事装备技术保障中的计量确认和测量过程控制方法研究[J].电子测量与仪器学报,2004,18(3):1-7.
[2] 施昌彦,虞惠霞.实验室质量管理[M].北京:化学工业出版社,2006.
[3] 戚健民,管锡良.期间核查中“休哈特Shewhart控制图”的应用[J].中国计量,2006(7):39-41.
[4] 刘星.军事装备试验计量技术与管理[M].北京:国防工业出版社,2005.
[5]国防科工委科技与质量司.计量管理基础[M].原子能出版社,2002.
[6] 朱健.谈计量标准设备期间核查的实施[J].石油工业技术监督,2006(7):19-22.
[7] 吕书婷,姬文红,李海潮.基于核查标准的关键测量过程控制分析[J].中国计量,2008(5):27-28.
[8] 闫道广,白旭.利用Excel实现测试数据的分析及控制图的绘制[J].计量与测试技术,2009,36(4):29-31.
[9]刘彩云,崔祥柱,谢东.关于实验室仪器设备的期间核查[J].现代测量与实验室管理,2008(2):53-54.
[10]JJF1033-2008,计量标准考核规范[S].北京:中国计量出版社,2008.
猜你喜欢
初中生世界(2021年43期)2021-11-23
科学技术创新(2021年19期)2021-07-16
民用飞机设计与研究(2020年4期)2021-01-21
林业科技(2020年3期)2021-01-21
中学数学研究(江西)(2019年5期)2019-06-11
传媒评论(2018年5期)2018-07-09
科技创新与应用(2017年1期)2017-05-11
科技与创新(2016年10期)2016-05-28
声屏世界(2015年8期)2015-02-28
吉林农业·下半月(2014年12期)2014-12-25
