酸性感应电炉炼钢技术
2011-09-27 09:59邹荣剑重庆大江信达车辆股份有限公司铸造公司重庆401321
中国铸造装备与技术 2011年1期
邹荣剑(重庆大江信达车辆股份有限公司 铸造公司,重庆 401321)
酸性感应电炉炼钢技术
邹荣剑(重庆大江信达车辆股份有限公司 铸造公司,重庆 401321)
利用感应电炉熔炼周期短、热效率高、操作简单且合金烧损较少的特点,通过控制废钢种类,在6t酸性感应电炉上冶炼ZG 270-500、ZG 310-570等多种牌号的铸钢产品,其力学性能均超过了其相应标准要求,取得了较好的效果。
感应电炉;酸性炉衬;炼钢;氧化沸腾
由于感应电炉炼钢具有熔炼周期短、热效率高、操作简单且合金烧损较少以及环保的特点,在铸造行业使用越来越普遍。但实际生产中感应电炉炼钢主要集中在冶炼吨位1.5t以下,吨位超过5t的感应电炉炼钢还较少,特别是大吨位的酸性感应电炉就更少了。我公司结合多年的酸性感应电炉经验,在6t酸性感应电炉上冶炼ZG270-500、ZG310-570等多种牌号的铸钢件,取得了较好的效果。
1 感应电炉炼钢的原理及特点
熔炼金属用的感应电炉一般有有芯感应电炉和无芯感应电炉两种:有芯感应电炉一般用于铸铁和非铁合金的熔炼,而无芯感应电炉主要用于铸铁、铸钢和高温合金的熔炼。依照坩埚材料的不同,可分为酸性感应电炉和碱性感应电炉:酸性感应电炉的坩埚是用硅砂筑成的,碱性感应电炉的坩埚是用镁砂筑成的。
感应电炉炼钢由于整个熔炼过程中金属液自始至终处于强烈的电磁搅拌中,因而终点成分均匀度高,宏观偏析小,而且易于各类夹杂物的上浮,可以得到基体比较纯净、成分比较均匀的钢液。另外,与电弧炉炼钢相比:感应电炉利用电磁感应原理使炉料本体发热,具有发热快、熔炼周期短、热效率高等特点;由于加热能源清洁,加热过程中没有大量的火焰和气体放出,污染小;由于没有电弧的超高温作用,使得钢中元素的烧损率较低。
2 感应电炉炼钢的工艺思路
2.1 具有稳定化学成分的炉料
由于酸性炉衬限制了渣的碱度,一般的酸性渣不能很好地完成脱硫和脱磷,因此感应电炉炼钢所用废钢和回炉料,其成分应接近钢液的终点成分,所用炉料必须是低碳低硫的,一般应低于合金的规定上限0.005%~0.01%。除了化学成分要符合要求外,还应具有适当的尺寸,使炉料能够有效加热。在实际操作中可用一些碎料充填空隙,以提高坩埚内炉料的致密度。酸性感应电炉炼钢虽然也可以通过用氧化法来消化价格更低的废钢,但实践证明并不经济,因为这样不仅大大缩短了炉龄,降低了工艺稳定性,还延长了熔炼周期,增加了生产成本和能源消耗。
2.2 氧化沸腾是必要的工艺手段
各种炉型的炼钢工艺都有各自不同形式的氧化期操作,或是吹氧或是加矿石,都是原始的氧化气氛不够而刻意营造以达到工艺的目的。而中频感应电炉本来就有氧化性气氛,为此很多工艺在熔炼各期都分别有造渣操作,其工艺意图也有隔绝大气气氛的因素。也有的工艺规定各类炉料必须经过表面处理,以去除氧化皮和油污,也有隔绝氧化气氛的目的。于是在感应电炉熔炼工艺制订中出现了这样一个现象,先是通过具体的工艺措施努力隔绝各类氧化介质,然后为了改善材质为了沸腾,再通过具体的工艺措施比如加矿石来营造氧化性气氛,而且加入的矿石的化学成分远比本来炉料的氧化皮有害,岂不多此一举。
2.3 感应电炉炼钢造渣工艺
我们知道炼钢就要炼渣,只要渣炼好了钢也就差不多了,这种说法对原始炉料与终点要求有很大距离的情况非常适宜。酸性感应电炉炼钢由于使用的炉料成分与钢液终点成分接近,在这种情况下,没有必要教条地强调炼渣。按酸性感应电炉炼钢的要求,熔化期不必造渣,以充分利用此时的氧化气氛,充分氧化,得到沸腾[2]。还原期的造渣操作应按还原期要完成的任务而操作。还原期的主要任务有四个方面:一是升温,二是脱氧,三是脱硫,四是调整成分。在炉前化验确认各项成分已经达到要求的情况下,造渣的唯一任务是扩散脱氧。
3 我公司6t酸性感应电炉炼钢实例
3.1 冶炼条件
我公司采用6t酸性感应电炉冶炼ZG270-500、ZG310-570等钢种,其材料性能超过了国家标准要求,完全能够满足铸件要求。
冶炼设备为6t变频感应电炉,炉衬为酸性炉衬材料,其最高耐火度为1650~1700℃。所用炉料必须是低碳低硫的废钢,其合金含量一般应低于钢液终成分合金含量上限0.005%~0.01%,而且块度的最大尺寸不得大于炉膛直径的三分之二。废钢种类主要为优质碳素钢,比如碳素钢锻边料、碳素钢料头、汽车覆盖件边料打成的压块、本钢种回炉料等,其化学成分见表1。

表1 废钢化学成分
3.2 冶炼过程
酸性感应电炉炼钢冶炼过程包括打结(或修补)坩埚、装料、熔化、脱氧和出钢等。现就本公司6t酸性变频感应电炉炼钢的实际操作介绍如下。
(1)炉衬材料的选择 酸性感应电炉的坩埚用材料为精制硅砂,其主要成分为SiO2,耐火度高达1720℃。为确保感应电炉炉衬材料的耐火度,我公司选用的炉衬材料为牌号为YSS-170F7的酸性筑炉材料,并按其工艺进行打结和烘烤。新筑炉的前三炉不炼钢。
(2)装料 装料时先在坩埚底装入占炉料重1%的熔剂。把大块炉料装在坩埚壁附近,小块料装在中间部分和炉底,在大块料的间隙中间必须用小块料充填。上部炉料不能超过感应器高度,长棒形炉料应竖直装入坩埚,力求做到下紧上松,避免炉料“架桥”而不能顺利下降。
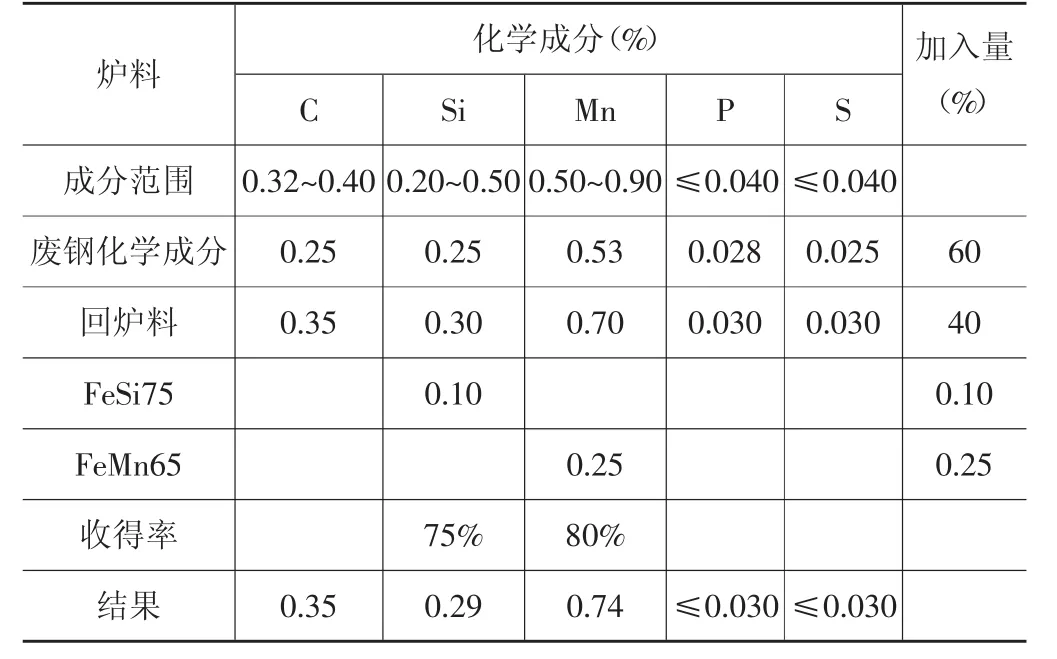
表2 炉料配比工艺要求

表3 各类废钢的比例
(3)熔化 炉料装好后即可送电熔化。开始送电几分钟用较低功率(40%~60%),当电流波动较小后,采用大功率,直至炉料全部熔清。在熔化过程中应经常用炉钎捅料,防止发生“架桥”。
(4)造渣 造渣应在炉料全部熔化前进行,以免钢液严重氧化。当大部分炉料熔化后,加入造渣材料。造渣材料的配比为:造型用新砂65%,碎石灰25%,萤石粉10%。渣料应预先烘干,以免钢液增氢。或者在炉料全部熔化完后,使用碎玻璃进行造渣。炉料熔清后,炉渣覆盖住钢液表面。当温度升到1500℃左右时,扒掉炉渣,取样进行化学成分检测;然后重新覆盖复合保湿覆盖剂。待化学成分分析结果出来后,对其合金含量进行调整,主要以补加合金为主。根据炉前钢样分析结果,加入合金对化学成分进行调整,同时用炼钢生铁或者石墨增碳剂对C成分进行调整。用石墨增碳剂调整时,增碳应不大于0.03%。成分均匀后,再次取样分析化学成分。
(5)脱氧 测量钢液温度,做收缩试样,检查钢液的脱氧情况。当钢液温度达到浇注温度+100℃时,加入硅铁、锰铁各0.10%,镇静1min,插铝0.8kg/t钢进行终脱氧,然后出钢进行浇注。
3.3 效果分析
我厂应用非氧化法炼钢工艺进行ZG270-500铸钢件的生产,通过试制和批量生产,其力学性能均能够满足要求,其相应炉次的分析结果见表4。通过实际的力学性能结果与标准相比(表5)表明,用非氧化法炼钢工艺熔炼的材料的力学性能较高,其平均值达到了ZG310-570的性能,其中有50%的炉次其力学性能都达到了ZG310-570的性能要求。采用酸性感应电炉非氧化法炼钢,工艺过程简单稳定,能有效提高材料性能,很适应中小规模铸造厂生产铸钢产品。我厂已将这种工艺方法应用于ZG230-450,ZG270-500,ZG310-570等多种材料的熔炼,得到了很好的效果。
4 结论
通过我公司6t酸性感应电炉冶炼ZG270-500铸钢产品的实例,说明了酸性感应电炉炼钢在大吨位感应电炉上是可行的,而且其力学性能较高,产品质量稳定。酸性感应电炉炼钢操作中应做好以下几个方面的工作:

表4 ZG270-500铸钢实际冶炼结果

表5 实际结果与相应标准对比
(1)选择合适的炉料,所用废钢的化学成分应接近所炼钢液的终点成分,其块度的最大尺寸不得超过感应电炉炉膛直径的三分之二。
(2)靠炉料自身特点形成氧化性气氛,不需要通过吹氧、加矿石的方法营造氧化性气氛。
(3)酸性感应电炉炼钢也需要有造渣过程,但这一过程有别于电弧炉炼钢,酸性感应电炉炼钢所造渣为酸性渣。
[1] 唐玉林.圣泉铸工手册[M].沈阳:东北大学出版社,1999,10:489~492.
[2] 中国机械工程学会铸造分会.铸造手册第二卷:铸钢[M].北京:机械工业出版社,2002,2.
Steel-Making Technology with Acid Induction Furnace
ZOU RongJian
(Casting Branch Dajiang Xinda Vehicle Co.Ltd.,Chongqing 401321,Chongqing China)
With short melting cycle,high thermal efficiency,simple operation and fewer alloy loss by burning,induction furnace has been used to produce cast steel as ZG270-500,ZG310-570 in acid with non-oxo-process steel-making,and with control of scrap steel type,products mechanics properties have surpassed corresponding standard requirements with good effect.
Induction furnace;Electric stove of acid reaction;Steel-making;Oxidize and seethe with excitement
TG 243;
B
1006-9658(2011)01-3
2010-08-31
2010-129
邹荣剑(1974-),男,工程师,主要从事铸铁熔炼技术工作和质量管理工作
猜你喜欢
昆钢科技(2022年1期)2022-04-19
中国金属通报(2021年19期)2021-12-24
宝钢技术(2021年1期)2021-12-03
Baosteel Technical Research(2021年1期)2021-11-29
科学与财富(2020年12期)2020-07-10
世界有色金属(2019年10期)2019-07-22
山东工业技术(2019年14期)2019-05-29
陶瓷学报(2018年1期)2018-03-22
成长·读写月刊(2016年8期)2016-10-21
中国资源综合利用(2016年10期)2016-01-22