消除离心铸造船用柴油机缸套白斑云斑缺陷的对策
2011-09-27 09:58王敏刚赵世雄
中国铸造装备与技术 2011年1期
王敏刚,赵世雄
(陕西柴油机重工有限公司 铸造事业部,陕西兴平 713105)
消除离心铸造船用柴油机缸套白斑云斑缺陷的对策
王敏刚1,赵世雄
(陕西柴油机重工有限公司 铸造事业部,陕西兴平 713105)
分析离心铸造某型船用柴油机缸套白斑云斑缺陷的形成机理后认为:白斑是由浇注过程中浇注槽底聚集的铁豆掉入型腔对周围铁液激冷析出奥氏体枝晶以及铁液过冷所析出的粗大奥氏体偏聚形成的;云斑是由析出石墨偏聚及不均匀分布导致出现异常组织而形成。采取降低易偏析的Mn、P、S等元素、提高Cu、Ni等无限固溶元素,并改底漏式离心浇注为侧浇式,以及浇注时加入0.2%75FeSi等措施,可明显减少白斑云斑的出现,同时缸套本体抗拉强度提高约20~30MPa,金相组织中粗大石墨和粗大磷共晶明显减少。
柴油机;缸套;离心铸造;铸造缺陷
2009年初我公司对船用某型柴油机缸套进行试生产。在试生产过程中发现:在化学成分大致相同的情况下,生产缸套的力学性能却波动较大,且金相组织中经常出现粗大石墨和粗大磷共晶,精加工后在缸套内孔尤其是端头部位经常出现白斑、云斑等宏观偏析现象,导致柴油机运转时发生拉缸问题。为此,我公司铸造技术部门进行了技术攻关。
1 生产条件
此型缸套毛坯尺寸如图1所示,大端外径ø550 mm,小端外径 ø480mm,内径 ø310mm,长 1100mm,铁液重约1000kg。要求:P含量为0.15%~0.35%,S含量不大于0.1%;抗拉强度≥275MPa,布氏硬度在180~250之间;金相组织中不允许出现粗大磷共晶组织。我厂采用3t无芯中频炉熔炼,炉衬为酸性。采用覆砂铁属型铸造:离心铸造机型号为ZJ11型,模套为球墨铸铁模套,砂衬厚度为5~6mm。炉料采用本溪Q10生铁和普通废钢。孕育采用0.6%的75SiFe,1400℃出炉,出炉时一次孕育,1320℃左右浇注。离心机转速为650~700r/min,浇注完毕后用冷却水冷却模套外表面,冷却至缸套内孔为暗红色后脱模空冷。

图1 缸套毛坯尺寸
2 白斑、云斑的形成机理
2.1 白斑、云斑组织分析
通过观察可见,白斑一般为月牙状或条虫状,色泽光亮,月牙状内侧或条虫周遍一般有小黑点,如图2所示。通常出现在缸套内孔,尤其两端最易出现。白斑区域一般硬度较高,加工过程中时有让刀现象发生,形成一道凸起的区域,有时也会出现白斑区域与正常区域有离层甚至剥落现象。从对白斑的金相分析发现,白斑区域为纯珠光体组织,无磷共晶和石墨及碳化物,可认为是由纯奥氏体组织最终转变为珠光体。图3、图4为白斑微观组织。

图2 白斑宏观形态
如图5所示,云斑的形态为水渍状,色泽为淡黑色深浅不一,一般出现在缸套内孔尤其在内孔两端。一般情况下云斑组织区域铁素体含量较正常组织多,所以其抗拉强度和布氏硬度都比正常组织低。

图3 正常组织与白斑过渡形态 100×

图4 白斑组织 500×

图5 离心缸套云斑宏观形态
2.2 形成机理
我公司采用底漏式离心浇注,此型缸套离心铸造机浇注槽底部有9个直径为20mm的浇孔,如图6所示。铁液通过此9个浇孔注入高速旋转的模套中,但在浇注过程中,铁液温度下降,会在浇孔底部周围凝结,当凝结的铁豆自重超过它与浇注槽底的黏结力时就会脱落掉入型腔,并对其周围的铁液产生激冷,被激冷的铁液会在铁块周围析出一层初析奥氏体枝晶,同时P、S、C会被排挤出初析奥氏体枝晶层,当温度继续下降至750℃左右时奥氏体枝晶层开始转变为珠光体。加工后宏观上就为一圈或弧线形亮白色斑,图7所示为一钢屑不慎掉入型腔内在其周围产生的一圈白斑。由于P、S、C等元素被排挤出,这类珠光体组织中很难析出磷共晶和石墨,而在白斑组织附近尤其月牙状白斑内侧易出现石墨小黑点和磷共晶。如图2右侧白斑区域无石墨和磷共晶而左侧石墨片生长的较长磷共晶较多。如果白斑周围析出的石墨较多较密集,会严重降低白斑周围组织的抗拉强度和硬度,甚至会造成白斑与缸套本体产生离层和脱落。一般而言当铁液孕育不良或孕育衰退加之冷却水流量不足,缸套厚大部位凝固时间较长,缸套厚大部位易出现云白斑组织;当孕育不良或孕育衰退的铁液注入到铁型薄砂衬的模套内时,铁液被严重过冷,过冷的铁液析出粗大奥氏体枝晶,这些粗大奥氏体枝晶在离心力的作用下会局部偏聚到一起,形成宏观纯奥氏体区,最终形成白斑组织。如果被奥氏体枝晶排除的碳和磷共晶较多扩散不充分,就会产生石墨的局部偏聚,可能会出现云斑。这就是有时在白斑组织区域周围出现云斑的原因。
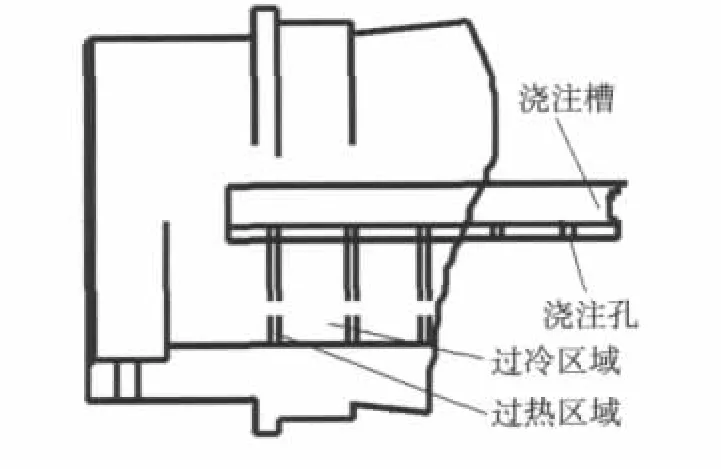
图6 底漏式离心浇注示意图

图7 钢屑周围产生的白斑
此外我厂出现云斑的主要原因还有:浇注时9个浇注孔对应的型腔内部均为高温区,孔与孔之间对应的区域为低温区(如图6所示),在宏观上看,会有一道亮一道暗交错分布现象,在明暗交界处会出现热紊乱,暗的区域析出奥氏体和石墨后会被混入的热铁液将奥氏体熔化,仅剩下石墨,铁液会按照“过共晶”形式结晶,而这些“初析粗大石墨”在离心力和铁液的冲击作用下会局部偏聚,偏聚区铁素体含量明显增多,这是形成云斑的主要原因。此外在缸套端头区域的铁液充型过程中冷却较快,层状热铁液又不断补充,热紊乱较为严重,所以缸套端头区域云斑出现的可能性更大。
3 解决措施
总体而言,形成白斑云斑主要是由于铁液过冷和外来铁豆引起的易偏析元素P、S,的存在和型腔内温度场紊乱所致。因此解决白斑云斑问题首先应控制易偏析元素,易偏析元素应越少越好;其次尽量减少型腔内温度场的不均匀和外来铁豆。
3.1 化学成分的确定
因为P、S都容易在晶界处产生偏析,为此将P、S控制在要求的下限,为了达到技术文件中要求的力学性能须添加合金元素 Mn、Cr、Cu 等;Mn、Cr也较易产生偏析,而Cu、Ni为无限固溶元素,不易产生偏析,为此我们确定化学成分如表1所示。

表1 铁液化学成(质量分数,%)
3.2 离心铸造工艺参数的确定
为了减少离心铸造缸套白斑云斑问题的发生,我们制定了以下工艺参数:
(1)将底漏式浇注系统改为侧浇式浇注系统,减少铁水飞溅和外来铁豆的带入。
(2)浇注时加入粒度为0.2~0.7的0.2%75SiFe,以减缓铁液过冷倾向抑制了白斑的出现,同时细化石墨和磷共晶。
(3)浇注温度确定为1300~1330℃;离心转速为650~700r/min;浇注完毕后在缸套模套两端挂上防止热辐射的挡板。将冷却水由4.5t/h增大到5.5~6t/h。
4 生产验证
经过为期一个月的生产,共生产此型缸套50件,经精加工后无一件出现白斑云斑缺陷,图8所示为精加工后的此型缸套内表面,新工艺生产的缸套抗拉强度比以前提高20~30MPa。

图8 精加工后表面状况
[1] 张伯明,张武城.离心铸造.北京:机械工业出版社,2006,1.
[2] 陆文华,李隆盛,黄良余.铸造合金及其熔炼.北京:机械工业出版社,2002,8.
The Countermeasures Against Defects as White Spot and Cloud on Centrifugal Casting Cylinder Sleeve of Ship Diesel Engine
WANG MinGang,ZHAO ShiXiong
(Foundry of Heavy Industrial Machinery Co.Ltd.Shanxi Diesel Engine Group,Xingping 713105,Shanxi China)
Analysis on forming mechanism of defects as white spot and cloud on centrifugal casting cylinder sleeve of ship diesel engine resulted in that white spot had been produced with austenite branch crystal separated out due to chilled iron melt around bean-shaped iron grains falling down from those collected on bottom of pouring spout and coarse austenite deflection gather from overcooled iron melt while cloud had formed from abnormal structure caused by deflection gather and asymmetry distribution of graphite separated out.Appearance of white spot and cloud could be obviously decreased with reducing content of elements as Mn,P,S apt to deflection while increasing elements as Cu,Ni etc without solid solubility limit as well as measures such as centrifugal casting changine from bottom pouring into side pouring and addition of 0.2%75FeSi with pouring hence 20~30MPa or so increased with tensile strength of cylinder sleeve while obvious decrease of both coarse graphite and coarse P eutectic in microstructure.
Diesel;Cylinder sleeve;Centrifugal casting;Foundry defect
TG 249.4;
B
1006-9658(2011)01-3
2010-08-19
2010-121
王敏刚(1981-),男,助理工程师,从事铸铁熔炼和铸造工艺
猜你喜欢
物理学报(2022年8期)2022-04-27
铸造设备与工艺(2021年4期)2021-10-17
鞍钢技术(2021年2期)2021-04-20
河南冶金(2020年3期)2020-09-10
TMR Modern Herbal Medicine(2020年2期)2020-05-07
铸造设备与工艺(2019年5期)2019-12-06
中国塑料(2019年9期)2019-09-25
数码设计(2017年4期)2017-11-01
中国铸造装备与技术(2017年2期)2017-06-01
中国塑料(2016年5期)2016-04-16