
3M4730A钢球精研机主轴及料盘电气系统改造
2012-06-11 01:55王新伟李淑镜
哈尔滨轴承 2012年4期
王新伟,陈 滔,李淑镜
(1.哈尔滨轴承配件有限公司,黑龙江 哈尔滨 150030;2.哈尔滨轴承集团公司 通用轴承公司,黑龙江 哈尔滨 150036)
1 前言
3M4730A钢球研磨机是钢球分厂用于钢球精研加工的设备。从上世纪八十年代初到现在已经使用了近三十年。由于钢球加工工艺的要求,该工序采用三班倒,停人不停机,造成料盘直流电机换向器 、碳刷磨损大,电机运行不稳定,且维修费用高,同时驱动直流电机的调速电路板由于受温度和环境的影响,电路板上的电子元件故障率较高,输出给直流电机的电枢电压不平稳,经常出现失速,机床偷停等现象, 直接影响到钢球的质量。
原机主轴传动由双速交流电机通过一对三角皮带轮传至变速箱内的双联齿轮实现变速,在经过两对齿轮减速后传至下主轴箱。通过搬动变速箱手柄和改变电机转速可得15,20,30,40转/分四种转速。因为设备调整及加工不同尺寸钢球的需要,所以要采取不同的主轴转速,而每次变速都需要手工的操作,很不方便。
2 利用变频器改造机床电气系统

图1 3M4730A机床主轴及料盘电气系统改造原理图
变频器调速技术具有运行平稳可靠,故障率低,控制简单,驱动力强,保护系统完善等特点。近年来,因技术日趋成熟,已经被广泛的应用于很多行业。因此,决定应用变频器技术对3M4730A钢球研磨机主轴电机及料盘电机的电气系统进行技术改造,电气改造原理图见图 1 所示。
2.1 主轴部分电气系统改造
(1)将主轴电机由原来的JDO2-51-8/6 、3.5/5KW双速电机更换为R77DV132S4 、 5.5KW交流电机。
(2)变频器U1选择:由于使用5.5KW电机作为主轴驱动电机,故变频采用台达VFD055E43A。
(3)利用原电机高速起动接触器作为变频器U1正转运行信号输入开关。
(4)利用原电机低速起动接触器作为变频器U1寸动运行信号输入开关。
(5)将转速表85C1—V接入变频器以观察电机运行状况。
(6)安装5W4.7KΩ电位器作为变频器U1频率指令来源。
(7)将变频器U1多功能指示输出接点RC,RB串入控制回路起保作用。
(8)同时将变频器U1初始运行控制参数做相应修改,如将第一频率指令来源设定为由数字操作器输入改为外部端子控制,增加了寸动功能等。U1运行参数详见表 1。

表1 变频器U1运行参数
2.2 料盘部分电气系统改造
(1)将料盘Z2-11 0.4KW的直流电机更换为Y802-6 、 0.55KW 交流电机。
(2)变频器U2采用台达VFD007EL21A。
(3)利用原来料盘电机调速电路板供电接触器作为变频器U2运行信号输入开关。
(4)将原监测直流电机转速的转速表85C1—V接入变频器U2监测新电机转速。
(5)利用原来直流电机调速电路板给定电位器作为变频器U2频率指令来源。
(6)将变频器U2多功能指示输出接点RC,RB串入控制回路,起保护作用。
(7)同时将变频器U2初始运行控制参数也做相应修改,以适应操作要求,U2运行参数详见表2。
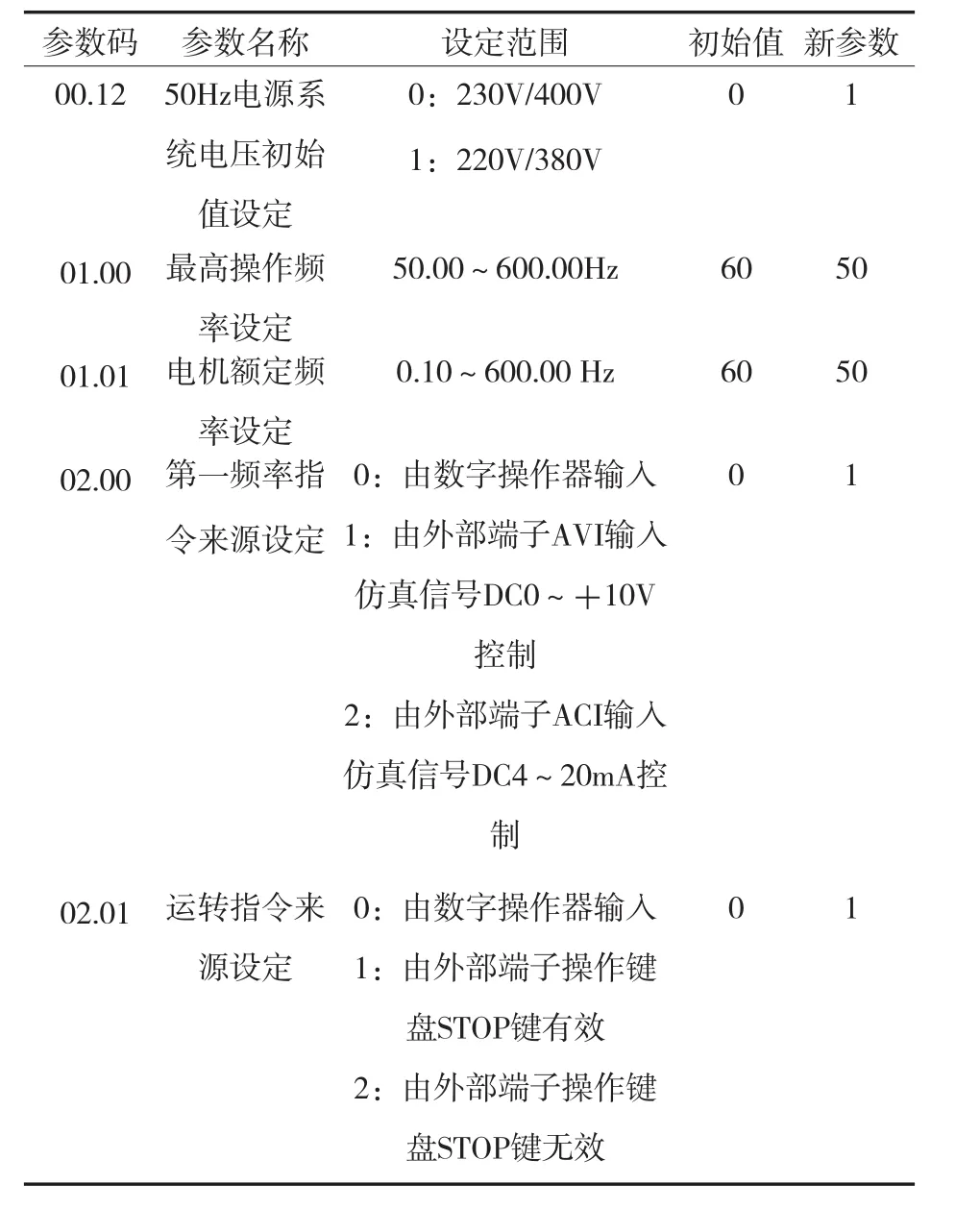
表2 变频器U2运行参数
3 结束语
该机床改造之后,经过一年多的使用验证,设备运行平稳,操作方便,主轴电机实现了0~30r/min平滑无极调速,料盘电机从稳定性和输出转矩上都有很大提高,故障率降低,节约了维修成本,并且其加工的钢球产品完全能达到各种工艺参数要求,精度得到提高,质量稳定性得到保障,达到预期效果。该项技术值得在同类设备中推广。
猜你喜欢
大电机技术(2022年5期)2022-11-17
昆钢科技(2021年2期)2021-07-22
哈尔滨轴承(2020年4期)2020-03-17
设备管理与维修(2018年2期)2018-02-09
资源再生(2017年4期)2017-06-15
电子制作(2017年1期)2017-05-17
中国资源综合利用(2016年10期)2016-01-22
四川职业技术学院学报(2015年5期)2015-12-01
化工进展(2015年3期)2015-11-11
淮南师范学院学报(2015年3期)2015-03-22
