
步进电机PLC控制系统在吊粒烫色技术中的应用
2012-07-03 02:12蔡寿将王培良
制造业自动化 2012年6期
蔡寿将,王培良,2
(1.杭州电子科技大学 电子信息学院,杭州 310018;2.湖州师范学院 信息与工程学院,湖州 313000)
0 引言
吊粒为服装辅料中不可或缺的组成部分,主要用于悬挂服装吊牌,它是服装与服装吊牌(服装品牌标识、水洗标识和价格标签等)之间的连接纽带。吊粒制作包括注塑、烫色、打线和后期加工等环节。以往由于各个环节的生产设备不同,这些环节都是分开进行。吊粒制作存在着作业时间长、生产成本高和工人的需求量大而工资低等问题。而近年来,全自动吊粒机的出现有望解决这些难题,该机器通过将具有注塑、烫色和打线等功能的生产模块有机整合到一台机器中,使其能一次性完成从原料到成品的全部作业,这使得吊粒生产时间大大缩短,且由于整个生产的自动化,可以将工人数量减少到一至两名。
目前,由于该机型的研制还处于起步阶段,其各个环节的生产模块表现仍然不如专用设备,特别是烫色模块存在着烫色纸浪费过大,烫色效果差、运行不稳定等缺陷。针对此类缺陷,本文提出一种新型的、可与自动吊粒机相配套的烫色控制系统,该系统利用PLC实现烫色模块各个工作部件的智能控制,采用步进电机实现对烫色纸行进速度和行进距离的精确控制,并借助清晰友好的人机界面实现参数的在线设置和显示。
1 系统构成与原理
系统的总体框图如图1所示,各个组成部分及其功能为:1)主控制器模块,主要包括PLC和人机界面,PLC作为系统的核心控制器件,该器件通过与其他控制模块的交互,达到对各个烫色模块的智能调度和精确控制。人机界面用于显示和设置烫色系统的各个参数。2)烫色纸传动控制模块,通过PLC输出控制脉冲给步进驱动器来精确调节步进电机的转动角度和速度,达到对烫色纸行进距离和速度的精确控制。3)烫色时间控制模块,PLC通过控制该模块位于气泵与烫板气动装置间的电磁阀,达到对烫板烫色时间的控制。4)温度控制模块,PLC可通过该模块对烫板温度进行较高精度的控制。

图1 系统总体框图
烫色系统执行机构的结构图如图2所示,由于该机构上下两部份分别与注塑模块的上下模架(上方为动模架)相固定,因此如图3所示,烫色执行机构上半部分亦会在注塑模块的开合模时随着模架上升和下降。系统利用光电开关将开合模状态信息转化为开关信号输入到PLC中,PLC控制该机构在开模期间进行烫色纸的传动和吊粒的更换,在合模期间对吊粒进行烫色。

图2 烫色机构结构图

图3 烫色机构的三种工作状态示意图
2 系统设计
2.1 主控制器模块
设计采用信捷一体机XP3-18T,该机型为信捷系列通用人机界面(OP320)与PLC(XC3)功能上的完美整合体,并且内置蜂鸣器和信号滤波器等必要功能单元。接线端子包括电源端、下载口、BD板扩展口、RS485通讯口以及18点I/O口,其中I/O口输入点数为10点:X0~X7以及X10~X11;输出点数为8点:Y0~Y7,其中Y0和Y1为高速脉冲输出端。该机系统参数本设计的要求相符合,且具有使用性价比高、寿命长、性能稳定和体积小巧等优点[1]。主控制器模块设计包括人机界面和PLC两部分设计。
2.1.1 人机界面设计
人机界面OP320由文本显示器、数字键盘和功能键组成,其中功能键包括设置键SET,退出键ESC,确定键ENT,上下翻页键等专用键以及8个自定义键F1~F8,本文将F1~F8定义为各个功能页面链接键。功能页面包括:1)主页面,该页面用于显示当前系统运行参数,当人机界面在一定时间内无操作时,当前页面会自动切换到主页面;2)烫色时间控制页面;3)上下烫板温度设置页面,该页面用于上下烫板正常烫色温度和报警温度设置;4)烫色纸传动模块参数设置页面;5)警告信息页面;6)系统说明页面,进入后可通过翻页键查看说明;7)扩展页面。
2.1.2 PLC设计
PLC的设计包括软件设计与外围硬件设计两部分。软件部分的设计的重点是手动和自动两种工作模式的设计,通过启动/暂停按钮可实现两种模式之间的切换。
自动运行模式程序的设计是软件设计的核心,程序用于实现系统的自动烫色作业,控制流程图如图4所示。此外,自动运行模式还具有自动故障预处理功能,当检测到设备工作状态出现异常时,如烫板温度异常,程序会控制输出口释放电机、烫板和暂停其他工作机构运行,自动切换到手动模式,并通过人机界面给出故障信息,直到故障排除,再由操作人员手动启动自动运行模式。

图4 自动运行控制流程图
手动模式主要用于系统的调试、故障排除以及部分功能的设置等,如在机器运行前,操作人员可通过手动模式记录和调节烫板的烫色时间、步进电机的行进速度和距离和可进行小移动的次数等,然后选择其中最优值作为系统运行的预设参数。PLC软件的编程方法采用模块化编程[2],并为将来可能用到的扩展功能预留空间,从而增强软件的可扩展性和健壮性以适应目前自动吊粒机日新月异的发展速度和对系统稳定性越来越高的要求。
硬件设计主要为I/O端口及外围电路的设计,系统的I/O分配和功能如图5所示。由于XP3-18T机型的Y0和Y1端口具有高速脉冲输出功能,其最大输出频率为200kHz,且脉冲频率可通过PLSF指令进行快速而灵活地调整,因此可作为步进电机的步进脉冲输出端。X0接光电开关侦测注塑部件的开闭模状态,X1~X6接手动调试按钮,BD扩展口接温度控制器,Y0~Y5输出步进电机控制信号,Y6为电池阀控制信号可完成对烫色时间的控制,Y7用于控制注塑、打线、剪线等工作单元的启停。

图5 PLC的I/O分配与功能
2.2 烫色纸传动控制模块
注塑机构一次可以生产多个吊粒,这些吊粒由塑料支架固定为等间距的吊粒阵列,由于烫色间距常常要大于烫色宽度。因此本文采取长短移动相互交替的烫法,如图6所示,该段烫色纸第一次烫色区域为实线包围区域,此后在进行若干次小移动烫色,直到填满未烫区域再进行一次长移动将该烫色纸段全部拉出,在新的烫色纸段重复上述烫色步骤,另外每次移动需要为烫色纸上的各烫色区域留出一定间隔以避免叠烫,该间隔称为移动裕量,于是烫色区域变为图中数字标注区域(数字代表烫色的先后次序),从而获得较高的烫色纸利用率。但是传统传动模块存在着以下两个方面的缺陷:
1)由于控制器精度低,电机转轴惯性大等原因,使其必须在各烫色区域间留出较大的、随机变化的移动裕量(一般在0.5cm!1cm范围内),这使得短移动烫色的次数减少甚至无法进行。
2)传统传动模块默认吊粒正反两面可烫区域宽度相等,上下电机皆由同一个控制端口控制。而实际上吊粒正反两面可烫区域宽度常常不同,如图6所示,长度相等的烫色纸对吊粒阵列正面可烫色2次,对其反面可烫色5次。
这两个缺陷导致烫色纸无法得到有效的利用,因此系统采用PLC控制两台步进电机带动上下烫色纸传统机构对吊粒正反两面的进行烫色,且两台电机的运行参数分别由两组不同的控制端口进行单独控制,从而使得烫色纸的利用效果达到最佳。

图6 吊粒阵列与烫色区域示意图
步进电机是一种可以将电脉冲信号转换成相应的角位移的电机,并且需要专门的驱动器以及具有脉冲输出功能的控制器[3]。系统采用具有高速脉冲输出口PLC作为步进电机的控制器,烫色纸的行进速度和行进距离通过人机界面进行设置,PLC利用计算公式(1)、(2)、(3),换算出对应的步进脉冲频率f和脉冲个数Nf。

其中,L为步进电机转动轴周长,δ为步距角,Ns为驱动器细分数,step为单位转动步长,v和s为分别烫色纸行进速度和距离。PLC将与f和Nf对应的步进脉冲信号传输给步进电机驱动器,从而控制步进电机以预想的方式动作。设计采用两相混合式步进电机57BYGH78及其驱动器为2M542。电机步距角为1.8°,而电机步距角精度为±%5,且采用步进驱动器对步距角进行细分,可进一步提高电机运转精度。虽然实际运行中传动模块还会受到机器振动、烫色纸变形和外界干扰等诸多因素的影响,但经多次测试发现,将电机转轴周长定为10cm,步进电机仍可将烫色纸移动裕量可控制在1mm以内。
步进电机控制电路如图7所示,PLC通过控制发送到PLS口的脉冲的频率和速度来调节步进电机转动轴的转动速度与转过角度,控制发送到DIR口的方向控制信号来控制电机的转动方向,控制发送到ENA端口的电机释放信号来释放或启动电机。在系统处于自动运行状态时,如果遇到突发性故障,控制器根据故障的不同会控制电机完成指定工作后再将其停止,从而当故障排除后,烫色纸传动模块无需调试即可开始工作,这是传统烫色纸传动模块难以做到的。
2.3 其他控制模块
本设计还对其它控制模块进行了优化和改造,以提高吊粒的烫色质量。由于吊粒烫色质量主要取决于烫色时间控制模块和温度控制模块,以往这两个模块都采用相应的控制器进行单独控制,在本设计中PLC通过电磁阀和温度控制扩展板XP3-2TC-P-BD 分别对烫色时间和温度进行直接地监测与控制。一方面减小了参数控制误差,如时间误差从0.5秒左右提高到0.1秒,温度误差从1~2℃提高到0.3℃,另一方面提高系统的稳定性,并且加强了系统故障实时检测与自动处理的能力。
3 结论
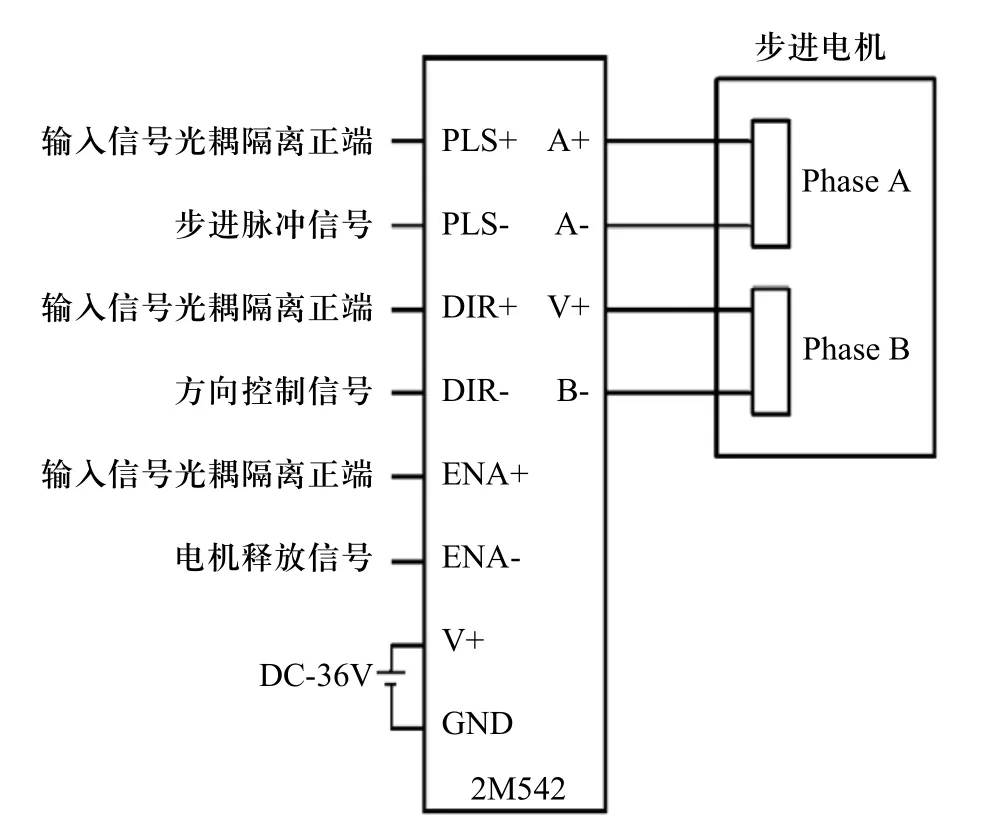
图7 步进电机控制电路
目前,该新型吊粒烫色控制系统已作为全自动烫色机的烫色模块投入到实际生产运用当中。
将其运行情况与旧式烫色模块进行比对发现,该烫色模块运行稳定性更高,故障发生率更低,吊粒的烫色质量有明显提高,且由于采用PLC控制步进电机对烫色纸传动模块进行精确带动,使得烫色纸利用率提高了1~3倍,从而有效地降低了系统的运行成本。
[1] 信捷科技电子有限公司.信捷XP/XMP-18系列一体机用户手册[M].信捷科技电子有限公司, 2010.
[2] 王培良, 许力.发电机自动检测的PLC控制系统[J].电气自动化, 2004, 26(1): 60-61+34.
[3] 王立红, 赵越岭, 杨忠文, 等.基于PLC的步进电机转速控制方法研究[J].辽宁工业大学学报(自然科学版),2010, 30(4): 215-217.
猜你喜欢
设备管理与维修(2022年17期)2022-09-27
保健医苑(2022年1期)2022-08-30
物流技术与应用(2022年8期)2022-08-26
动漫界·幼教365(中班)(2021年4期)2021-05-23
电子乐园·下旬刊(2021年3期)2021-02-08
电脑爱好者(2020年17期)2020-09-14
物流技术与应用(2020年4期)2020-05-06
汽车文摘(2019年3期)2019-03-04
中国自行车(2018年8期)2018-09-26
电子技术与软件工程(2017年19期)2017-11-09
