激光熔焊技术在海洋钻井平台齿轮修理上的应用研究
2012-08-21 13:28黎剑波
中国修船 2012年3期
黎剑波
(中海油田服务股份有限公司, 河北 廊坊 065201)
0 前言
第一代海洋钻井平台至今大多营运超过30年,在恶劣的海洋环境条件下,处于长期使用中的升降装置,其零部件存在不同程度的磨损。如齿轮箱中的齿轮磨损、爬升齿轮与桩腿齿轮的磨损等损伤。图1为典型的升降装置齿轮损伤示意图。

图1 典型的升降装置齿轮损伤示意图
平台升降传动装置是平台的核心装备[1],也是大型成套装备,1个平台少则安装36台套,多则48或54台套,造价昂贵,维修成本也高。传统的焊接修补齿轮、齿条、轴座等由于焊接温度的影响,使得被修理的部位出现各种性能退化,从而影响其使用功能。
激光再制造工程技术居当代高新技术的前沿领域,利用激光熔敷金属对钻井平台升降装置齿轮、轴与轴座进行修复是为突破传统修理工艺遇到的技术难题而进行的大胆尝试,在国内甚至国际上都是第一次。激光熔焊技术如果能解决当前齿轮裂纹修理、齿轮齿面修复、齿轮轴损伤修复等目前钻井平台结构和设备维护上的难点,将具有非常良好的经济效益。虽然激光熔焊技术在解决钻井平台结构和设备的维护难题上具有广阔的前景,但在实际工程应用上并无成熟经验,因此以科学的态度、谨慎的工作逐步开展激光熔焊技术在海上钻井平台的修理应用研究是十分必要的。
1 激光熔焊修理齿轮的理论基础及检测试验方法[2-3]
激光熔焊技术是利用大功率激光发生器发射高能量激光束,利用激光束聚焦能量极高的特点瞬间将被加工零件表面微熔,同时使零件表面预置或与激光束同步自动送置的合金粉末和合金丝及板材完全熔化。激光束扫过后快速凝固,获得与零件形成冶金结合的致密覆层,达到零件表面恢复几何尺寸和表面强化等特点。激光熔焊技术解决了电弧焊、振动焊、氩弧焊等焊接方式及喷涂、镀层等传统修理方法无法解决的材料和工艺方法选用的局限性,比如工艺过程热应力、热变形、热疲劳损伤,产生裂纹、夹杂、孔洞等缺陷,又如材料晶体组织粗大、覆层与基体材料结合强度难以保证的难点。但是激光熔焊技术本身也有明显的弱势,比如,每个焊层的厚度都有限,随着熔焊层厚度的增加,需要采取多层焊数量过大,这样熔焊部分的各种性能就越来越难以保证,会出现未融合、分层的明显缺陷。
由于海洋钻井平台齿轮的使用环境比较恶劣,其齿轮本身的力学性能和接触应力要求比较高,为保证修复后的齿轮具有不弱于原始齿轮的性能,需要对激光熔焊修理的部分进行全套性能测试,检验激光熔焊技术在修理过程中的可靠性。同时,由于需要修复的齿轮有些部位磨损得比较深,最大甚至超过十几毫米,已经远超当前成熟激光熔焊技术能达到的最大厚度 (约3~5 mm),因此也需要通过深入的技术研究才能解决。
通过对需求和当前技术现状的分析,定下理论工艺准备、原始性能测试、工厂试验、试验室性能检测、第三方认可、现场应用相结合的研究路线,以便能对焊接手段和焊接技术进行全面的试验和检测。
1.1 理论工艺准备
由于齿轮是传递动力的机械零件,影响齿轮强度和寿命的因素有载荷因素 (载荷大小及作用时间的长短)、转速、瞬时载荷和温度、腐蚀、润滑条件等。齿轮失效方式包括断裂、齿面磨损、齿面点蚀、剥落和齿面塑性变形等。已经损伤的升降齿轮样件的损伤形貌显示,齿面双侧均被损伤,磨损深度单侧齿面约3~5 mm,在被磨损的齿面上残留点蚀,齿根部残留塑变痕迹,未被磨损部位齿面有腐蚀痕迹。根据升降齿轮受力状态和失效形式,可以初步认为属于齿面疲劳损伤和齿面塑性变形损伤。产生的因素可分2种情况:①国外原件齿轮齿面硬度基本符合使用要求 (齿轮实物齿面硬度HRC38~41),经过长时间使用,受到海洋腐蚀影响,产生接触疲劳点蚀,继而在重载下不断被磨损。当表面硬化层被磨掉后,齿面产生压迫塑性变形。②国产齿轮由于齿面表面硬度偏低而且不均匀(齿轮实物齿面硬度HRC22~38),齿面耐磨性能不详。在受到环境腐蚀和因齿条形被磨损造成间隙增大,转动过程中受撞击等因素,致使齿面早期被磨损。
依据上述分析,提高升降齿轮齿面耐接触疲劳点蚀能力和耐磨损性能,是保障并提高齿轮使用寿命的关键因素。采用激光熔焊技术在失效齿轮齿面上增加一定厚度的耐磨损、耐腐蚀和优于齿轮基体材质强度的合金强化层,又在确保齿轮强度和齿面硬度的基础上,显著增强齿面抗接触疲劳点蚀和耐磨损,防塑性变形能力,有效地提高齿轮周期使用寿命指标。
1.2 测试方法和修理标准的确定
为了掌握原始齿轮的性能,从正在使用的升降装置上选择合适的齿轮,进行了理化性能测试,获得齿轮原始化学成分和机械性能,查阅国内类似标准,选择合适的性能要求作为修理检验的标准。针对升降齿轮失效的主要因素如断齿、塑性变形、裂纹、疲劳点蚀等,试验方案设计主要选择更加接近实况模拟试验的方法,加上常规拉伸、弯曲、冲击试验等方法,便能更准确的反映齿轮修复后的效果。因此设计了7个试验方案,包括:①圆柱形拉伸力学性能试验;②结合力性能试验;③硬度试验;④弯曲试验;⑤金相组织分析试验;⑥冲击试验;⑦疲劳试验。
1.3 试样选择
按照试验方案设计思路,选择原始齿轮材质和经激光熔焊修理后材质2种材料试样,进行全面性能对比试验。试样的选取按中国船级社 (CCS)的《材料与焊接规范》[4]要求执行。具体包括以下7个方面。
1)圆柱形拉伸力学性能试样。原材质和激光熔敷材料各3个,进行激光熔焊与原材质主要对比力学性能的变化。
2)结合力性能试样。原材质的拉伸试样3件,从中间切断,开坡口,使用激光熔敷技术焊接,焊接部位打磨至与原试样直径相同,在激光熔敷材料和原材料的边界做上记号,不能在试样上形成划痕,做拉伸试验。主要检验熔敷材料跟母材的结合以及热影响区域的性能。
3)硬度检测试验。激光熔敷后材质各3个,主要对比硬度的变化和金相组织分析,试件开坡口,作对接焊,测试原材料、热影响区、熔焊材质的硬度和金相,进行对比。
4)弯曲试验 (正弯和侧弯)。原材质和激光熔敷后材质各3个,试件开坡口,作对接焊,主要检验熔敷材料与原材质的结合强度。
5)金相组织分析试样。原材质和激光熔敷材质各3个,激光熔敷材质与母材结合部材质3个,熔敷材质厚度应满足齿轮最大缺陷处需求的厚度。
6)冲击试验。原材料和激光熔焊后材质各3个,试件开坡口,作对接焊,冲击试验选取低温冲击温度-40℃进行试验。
7)疲劳试验 (接触应力和弯曲应力)。按齿轮的标准要求选取原材料和激光熔焊后材质各3个,激光熔焊材质厚度应满足齿轮最大缺陷处需求和厚度,一般按疲劳试件有效厚度的1/10~2/10进行激光熔焊,疲劳试验按接触应力和弯曲应力2种方法进行试验。
2 影响齿轮修理质量关键因素
2.1 齿轮修理后的强度性能
从对原始齿轮的各种理化试验结果可以看出,其齿轮材料的强度非常高,最高的屈服强度达到900 MPa,其断后伸长率也达到12%以上。为了保证修理后的齿轮具有与原始齿轮一样的强度,必须保证激光熔焊材料的强度性能达到原始齿轮材料的强度及相应参数要求。而与其强度匹配的还有1个硬度性能要求,若其强度性能不合格且与硬度性能不匹配,则在使用过程中极易出现塑性变形甚至断齿等失效情况。
2.2 齿轮修理后的疲劳性能
由于海洋钻井平台齿轮的使用工作状况是超低转速、超重载荷,其齿轮接触面的抗疲劳性能是衡量一个齿轮修理效果的很重要因素。若疲劳性能不合格,则将在使用过程中存在薄皮、脱落等失效情况。
2.3 齿轮修理齿形保证及缺陷控制
由于齿轮修理后需要对齿形进行恢复性修正或打磨,其修理后的缺陷控制和齿形尺寸是保证齿轮修复后正常使用的1个重要控制环节。如果齿形精度无法达到原始齿形精度等级,在装配后运转过程中则极易造成噪音过大、振动甚至异常磨损等情况。因此在修理前需对受损的齿轮进行齿形测量,必须选取未受损部位作为尺度依据,对修复后的齿形进行检验。在开展激光熔焊前采用机械钳修方法,清理磨损齿面,去除磨损和腐蚀疲劳层、露出金属光泽。采用无损探伤检测手段检查,保证彻底清除裂纹等缺陷。
3 技术难题及应对措施
在进行激光熔焊试验过程中,遇到了几个方面的重大技术难题,通过大量的技术与理论分析及不断的调整激光熔焊工艺逐一进行了解决。
3.1 激光熔焊材料选择
首先根据原始齿轮的化学成分分析,对激光熔焊的焊材进行选择配比,然后在样板上进行熔焊,待样板恢复到常温后,送理化实验室进行按标准加工试样,进行各种性能测试。通过多次激光熔焊试验,不断调整焊材成分,以达到各种指标都能满足原始齿轮的性能要求。
3.2 强度性能与冲击性能的匹配
在不断的激光熔焊试样的理化性能测试中,经常出现强度性能与冲击性能不匹配的情况。有时候强度满足原始齿轮性能要求,但是低温冲击韧性则无法达到原始齿轮性能要求。而在经过多次对激光熔焊材料成分以及施工工艺调整后,才能在二者之间获取一个平衡。表1是激光熔焊技术需达到的性能要求。

表1 激光熔焊技术需达到的性能要求
3.3 激光熔焊厚度的突破
由于原始齿轮磨损及裂纹缺陷,在打磨去除后其损失的厚度达到15 mm以上,这就要求激光熔焊技术能在原始齿轮母材上堆焊厚度达到17 mm以上。为了保证齿轮修理的可靠性,激光熔焊样板进行了20 mm熔焊厚度的试验,这就带来了非常巨大的技术挑战。熔焊厚度5 mm的样板试验性能一次性成功,而熔焊20 mm厚度样板试验性能则出现多个不合格参数。其中最难处理的是侧弯断裂,这个技术难题即使多次调整激光熔焊材料成分、施工工艺、激光参数等措施均无法解决。最后对各种影响因素进行了深入分析后,认为最关键的影响缺陷是部分洒落在焊道两侧的熔焊材料由于无法被激光覆盖,从而产生不间断的未融合缺陷。因此采取了全新的激光熔焊设备、调整了焊接坡口角度、结合最优的焊接材料和工艺顺序,才成功解决这个问题。图2和图3是试验过程中侧弯情况照片。

图2 侧弯断裂照片
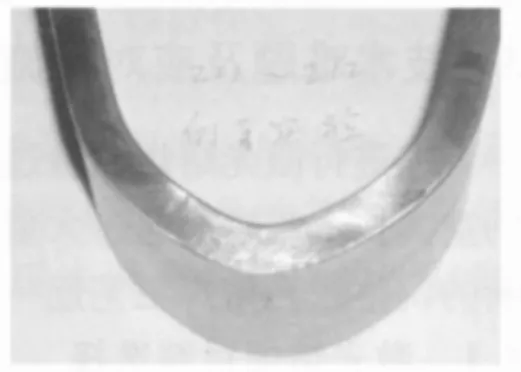
图3 侧弯合格照片
3.4 实际应用验证
在各种试验测试都合格后,选择了一批损伤的齿轮进行修理,并在海洋钻井平台上进行了实际应用。图4为修复前的齿轮,齿面有明显塑性变形;图5为修复后的齿轮。

图4 修复前齿轮

图5 修复后齿轮
在某钻井平台升降装置齿轮修复回装后的实际使用检验发现,修理后的升降装置运转平稳,修理前的异响已经消失,其电机功率也明显下降,证明齿轮激光熔焊修复是成功的;而在进行了几次运转后的复查显示齿轮并无明显损伤,显示激光熔焊技术修复的齿轮性能还是可靠的。
4 结论
在国内市场上,再制造工程技术和激光熔焊技术等高科技技术在各种传动件上的有效应用,使得大量易磨损和疲劳零部件恢复了原有的性能技术指标。
针对海洋钻井平台超低速、超重载的齿轮,在齿形和性能方面的要求都比常规齿轮高很多,本文利用检测、试验、实际工程应用等手段,通过齿轮修理过程研究及各种性能试验,并通过实际工程应用来验证,使用激光熔焊技术对海洋钻井平台齿轮的进行修复的思路是可行的,其技术是可靠的。因此,激光熔焊技术对海洋钻井平台齿轮修理方面的应用具有较好的推广前景,有利于提高海洋钻井平台升降装置保养维修方面技术水平,可以有序地展开针对性修理措施,延长升降装置的安全使用寿命,为海洋石油钻井平台的齿条、齿轮升降装置系统的修复打开一条低成本之路,同时也符合当前工程实践上的节能减排的需要。
[1]中国船级社.海上移动平台入级与建造规范 [M].人民交通出版社,2005.
[2]李伟翊.激光熔敷技术与进展 [J].上海工程技术大学学报,2008,22(3).
[3]袁庆龙.激光熔敷技术进展研究 [J].材料导报,2010,24(2).
[4]中国船级社.材料与焊接规范 [M].人民交通出版社,2009.
猜你喜欢
化工管理(2022年14期)2022-12-02
内燃机工程(2021年6期)2021-12-10
海洋石油(2021年3期)2021-11-05
重型机械(2020年3期)2020-08-24
少儿科学周刊·少年版(2020年9期)2020-03-04
少儿科学周刊·少年版(2020年9期)2020-03-04
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2019年9期)2019-09-10
小哥白尼(趣味科学)(2019年5期)2019-08-27
制造技术与机床(2017年3期)2017-06-23