
100吨门座起重机螺杆变幅机构螺母制造工艺
2012-09-07 07:51周安琪
武汉工程职业技术学院学报 2012年4期
周安琪
(武汉工程职业技术学院 湖北 武汉:430080)
100吨门座起重机变幅机构采用螺旋传动的方式变幅,具有结构简单,自重轻,自锁性能好等优点。其中变幅螺杆副的螺杆长度为7550mm,属细长杆件,该变幅螺杆副设计为双螺母驱动,螺母Ⅰ、螺母Ⅱ与钢套过盈配合连接。由于钢套太长,正常的加工手段无法保证两端螺母的质量,因此,如何加工钢套两端的螺母,是整个螺杆变幅机构制造的关键环节。
1 问题的提出
100吨门座起重机变幅机构的螺旋传动的方式为:起重转子电机—减速箱—开式齿轮—螺母—丝杆—臂架系统大拉杆—实现吊钩水平位移。螺杆螺母传动形式为双头梯形螺纹,螺距为22mm,导程为44mm,螺杆外径为Φ240mm,螺母转速为44.3927r.p.m,螺杆轴向移动速度为1952.8395mm/min,螺杆有效行程4m,变幅时间为2.0485min,最大螺杆轴向力为800kN。
变幅螺杆副的螺杆长度为7550mm,属细长杆件,由于螺杆的轴向力为800kN,为保证螺杆的稳性,该变幅螺杆副设计为双螺母驱动,螺母Ⅰ、螺母Ⅱ与钢套过盈配合连接(见图1),为防止螺母发生径向位移,配合端面设计有三个M20×60的骑缝螺钉,钢套长度尺寸为1546mm,最大直径Φ548mm,单件重量1828kg,钢套上有8个环形油槽以及12个径向油孔,从而保证变幅螺杆副的液压润滑。由于钢套太长,正常的加工手段无法保证两端螺母的质量,因此,如何加工钢套两端的螺母,是整个螺杆变幅机构制造的关键环节。

图1 螺母Ⅰ、螺母Ⅱ与钢套配合连接图
双螺母的正常加工,应该是一次装夹。一次车削成功,而针对长度达1546mm的双螺母,一次装夹,没有这么长的刀杆,因此是不可能一次车削成功的。如果先加工螺母Ⅰ,然后再掉头装夹,加工螺母Ⅱ。螺纹虽然加工出来了,但两个螺母难以保证合扣,因此,100t螺杆变幅机构的丝杆螺母副的加工,是一个值得工艺研究的问题。
2 工艺方案
2.1 预装加工法
此工艺方案的前提是在不违背设计原则的前提下,更改设计思路。将原设计两个螺母与钢套的过盈配合连接改为过渡配合连接。为防止螺母产生径向位移,在钢套与螺母之间增加两个平键连接。将过盈配合改为过渡配合的目的是两个螺母分别加工至图纸要求尺寸后,再将两个螺母与钢套连接成整体成为可能。怎样才能保证两个螺母合扣呢?通过分析,在两个螺母与钢套连成整体之前,必须对螺杆螺母进行一次预装(见图2)。

图2 轴与螺间配合图
图上L尺寸,必须与钢套中的L尺寸绝对一致(钢套中的L尺寸也必须精确测量),然后在两个螺母的外圆沿轴线方向画线做标记,开键槽,配键。
此工艺方案实施的关键是L尺寸必须测量准确。由于我们在制造中抓住了关键点,螺杆变幅机构制造安装实现一次成功。
2.2 二次装夹加工法
此方案维持原设计思想不变,即将两个螺母的外圆加工好,分别与钢套过盈配合连接成整体,然后再分别加工两个螺母,由于钢套比较大,选择加工螺母的设备比方案1要大一些。前面提到,两次装夹难以保证两个螺母螺纹合扣。因此,在加工过程中,必须采取工艺措施。具体方法是:在钢套Φ480直径处增加一个辅助外套,此外套与钢套过盈配合连接(见图3)。
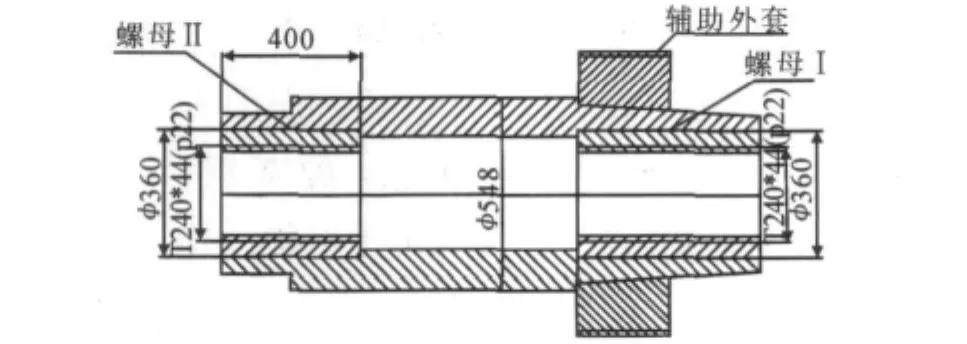
图3 装配图
首先加工螺母Ⅰ,工艺过程为:装夹螺母Ⅱ一段端,在Φ548处中心架支承,加工螺母Ⅰ。螺母Ⅰ加工好后,不改变加工螺纹的任何机床加工参数,在辅助外套上加工外螺纹,外套上的螺纹加工好后,将钢套从车床上卸下,掉头二次装夹,卡盘夹持螺母Ⅰ一端,Φ548处中心架支承,不改变加工螺母Ⅰ时的任何机床参数,同时,车床溜板箱开合螺母与走刀丝杆闭合,以辅助外套螺纹为校正基准,调整钢套的轴向和径向位置,当辅助外套螺纹和外螺纹车刀合扣后,夹紧钢套,即可加工钢套另一端的螺母Ⅱ,此工艺方案的关键是校正辅助外套螺纹,只要校正准确,就能保证螺母Ⅰ和螺母Ⅱ完全合扣。通过实践证明,此工艺方案也是非常成功的。
3 工艺方案实施效果
采用上述两种加工工艺方法加工双螺母后,成功解决了双螺母合扣的问题,减少了不必要的工序,大大提高了生产率。经有关部门核算降低成本约40%。
在此还必须强调,螺杆变幅机构装配完毕后,要进行加载跑合试验,周期为两周,每日两班,加载50kN,拉压跑合时间的一半,跑合完毕后,变幅机构需进行清洗工作,然后才能装于起重机上。
[1]王庆生.冶金通用机械设备与冶炼设备[M].北京;冶金工业出版社,2010.
[2]张应龙.机器设备的装配与检修[M].北京;化学工业出版社,2010.
[3]王文斌.机械设计手册[M].北京:机械工业出版社,2004.
猜你喜欢
电子乐园·上旬刊(2022年5期)2022-04-09
福建交通科技(2021年10期)2022-01-25
农业装备与车辆工程(2021年10期)2021-11-03
机械制造(2020年8期)2020-09-30
科技视界(2020年15期)2020-08-04
四川水泥(2020年1期)2020-03-09
水电与新能源(2019年10期)2019-11-06
北京航空航天大学学报(2019年8期)2019-09-10
重型机械(2019年3期)2019-08-27
现代制造技术与装备(2018年5期)2018-02-17
