热浸镀锌层厚度的磁性法测量及结果判定
2013-06-14 06:57江珍雅
电镀与涂饰 2013年3期
江珍雅
(台州市质量技术监督检测研究院,浙江 台州 318000)
热浸镀锌产品的镀层质量指标主要有3 项[1]:外观、镀层厚度和附着力。外观质量通过目测判定,而附着力一般不进行检测,有需要可以经过协商,通过划十字的试验方法、锤击法、锉刀法等来判定,只有镀层厚度需要经过检定或校准的设备来检测。热浸镀 锌层厚度测量方法[2]有非破坏法和破坏法,在无损检测中又分磁性法、X 射线光谱法和β 射线反向散射法,其中磁性法以其简单快速,在实际检测中被大量采用。
磁性法[3]是测量磁体与基体金属之间受覆盖层影响的磁引力变化,或测量通过覆盖层和基体金属间磁通路的磁阻而得到镀层的厚度值。由于受人员、设备、环境,以及样品的表面曲率、表面清洁度、表面粗糙度、基体金属的厚度和覆盖层状况等因素的影响,磁性法测量样品镀层的厚度值会出现不确定度。测量不确定度[4]是表征合理地赋予被测量之值的分散性与测量结果相联系的参数。由于测量误差的存在,在实际的检测过程中,无法获得真值,而测量不确定度是测量结果质量的指标,测量不确定度越小,说明测量结果与被测量值越接近,测量质量越高。
采用磁性法测量获得的镀层厚度值是不是准确?镀层产品厚度值合格与否如何判定?怎样才能快速地选择优质的热浸镀锌产品?这些都是在实际操作中必须面对的问题。因此,有必要对热浸镀锌产品镀层厚度的测量和结果评定进行探讨。
1 镀层厚度质量判定规则
用镀层厚度算术平均值法来评价产品质量合格与否,存在一定的缺陷,因为镀锌产品的防腐蚀性能与锌层的厚度成正比,防腐失效理论上首先发生于锌层最薄区,当试样的镀层厚度不均,厚度值起伏较大,以算术平均值法判定产品质量所存在的问题就比较突出。对于镀层厚度极度不均的产品,镀层极薄区早于防腐设计年限出现开豁区,从而使产品防腐提前失效。以算术平均值法作为一次合格与否的判定,再进行二次判定是有必要的。在结果判定时,必须对测量不确定度进行考量,这样在现场检测时才能选择优质的热浸镀锌产品。
为了获得镀层厚度的测量不确定度,要对相应的试验进行测量不确定度评估,而测量不确定度的评估一般包括以下步骤:
(1) 建立数学模型。磁性法检测镀层厚度时,厚度值由设备直接读出,所以数学模型为y=x,x表示被测试样的镀层厚度值,y表示设备读数值。
(2) 列出测量不确定度来源。测量不确定度涉及到人、机、料、法、环五大因素,为了简化计算过程,规定检测任务由富有经验的熟练人员去执行,即标准不确定度来源主要为两部分:一是测量重复性和样品状况引入的标准不确定度u(x1),二是检测设备最大允许误差引入的标准不确定度u(x2)。
(3) 标准不确定度分量评定。

式(1)中s(xi)为实验标准偏差,表征测量结果分散性;xi是第i次测量结果;是n次测量的算术平均值。

式(2)中,α为仪器最大允许误差,由于测厚仪误差的存在,x在区间[x-α,x+α]内各处出现的机会相等,而在区间外不出现,认为x服从均匀分布,置信概率为100%,包含因子即
(4) 计算合成标准不确定度。

(5) 评定扩展不确定度。

式(4)中,k为包含因子(一般取2~3),此处k=2,则U=2u(y)。
(6) 不确定度报告。采用标准试样时,磁性法测量磁性基体上非磁性镀层厚度的测量不确定度一般小于厚度的10%或1.5 μm,取其中较大的值[2]。如用磁性法测量某标准试样,实测值为20 μm,则其真值包含于(20 μm -2 μm,20 μm + 2 μm)之间的概率约为95%。具体镀层质量厚度质量判定的规则详见表1。表中为实测镀层平均厚度,U为测量不确定度,B为相关标准要求的镀层平均厚度。
2 实际案例分析
测量仪器:MiniTest2100 涂镀层测厚仪,磁感应法F05 探头,(0~150) mm 游标卡尺。
测量仪器的最大允许误差:±(1%读数 ± 0.7 μm)。
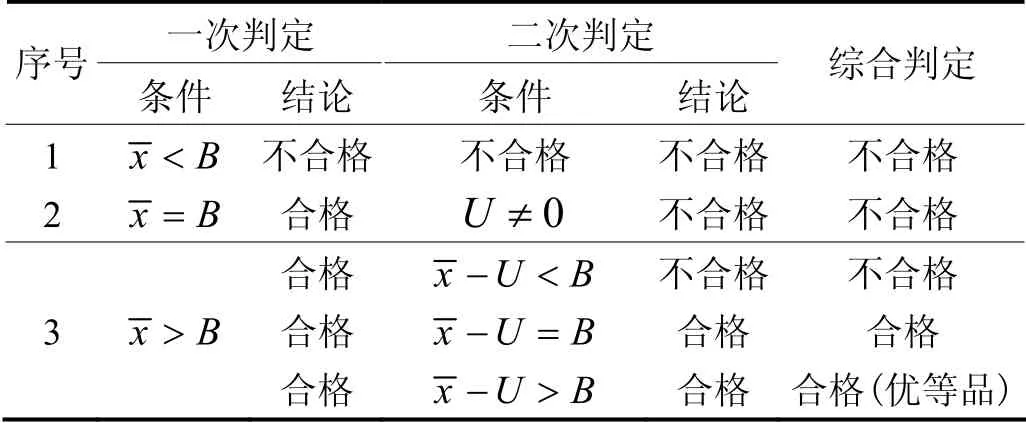
表1 镀层厚度质量判定规则Table 1 Rule for evaluating the quality of coating thickness
2.1 某热浸镀锌角钢的测量结果及分析
2.1.1 实验条件
测量对象:5#热浸镀锌角钢1 根,材质为Q235B。选取2 个检测面,每个检测面随机测5 点。
2.1.2 数据收集及处理分析
检测时将异常数值(离群数值)直接剔除,即负值直接剔除,获得的数据(单位均为μm)为:88.8,76.1,75.1,44.9,74.5,60.4,98.0,88.7,50.9,51.2。
相关计算结果如下:
最小值xmin=44.9μm ;
最大值xmax=98.0μm ;
平均值=70.86μm;
标准不确定度分量u(x1)=18.268 μm ;
合成标准不确定度u(y)=18.294μm ;
扩展不确定度U=36.59μm ,k=2。
不确定度报告(镀层厚度值):70.86 μm ± 36.59 μm,k=2。
在不确定度结果报告中,有效位是小数点后1 位,但是为了避免计算过程的舍入引入误差,此处保留小数点后2 位,因此最终报告可以是“70.9 μm ± 36.6 μm,k=2”。另外,平均值修约采用四舍五入、奇进偶不进的规则,不确定度的修约则只进不舍。
2.1.3 结果判定
镀层厚度合格与否的判定还涉及到镀层局部厚度和镀层平均厚度这两个概念[1]。镀层局部厚度是指,在某一基本测量面按规定次数用磁性法所测得的镀层厚度的算术平均值或用称量法进行一次测量所测得的镀层镀覆量的厚度换算值。镀层平均厚度是指,对某一大件(大件是指主要表面积大于2 m2的制件)或某一批镀锌件抽样后测得镀层局部厚度的算术平均值。
结果判定时,要确定产品是否经过离心处理。经过离心处理的锌层比未经离心处理的锌层致密,相应的厚度标准也不同。当供应商无法提供有效材料,证明其产品是经过离心处理时,现场检测依据未经离心处理的要求判定。本次检测的对象是5#热浸镀锌角钢,由于供应商未提供有效的证明材料,因此检测按未经离心处理的要求判定。而实际检测中,大尺寸的构件进行离心处理的可能性也不大。表2列出本次测试相关的镀层厚度国标要求。由表2可知,镀层平均厚度远大于镀层局部厚度。本例中,直接采用镀层平均厚度进行结果判定。
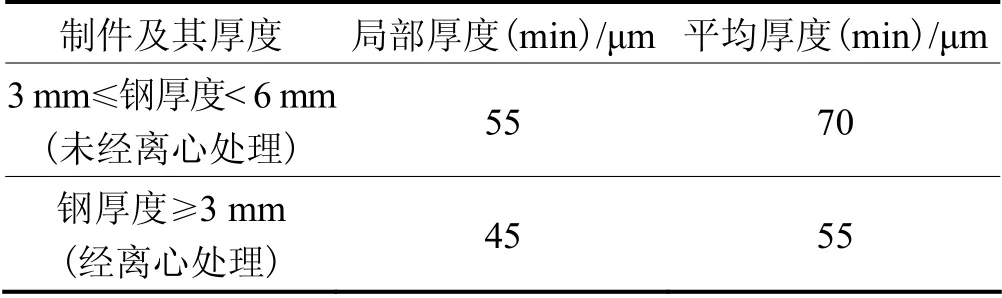
表2 镀层厚度的要求[1]Table 2 Requirement of coating thickness
一次判定:70.86 μm > 70 μm,即x>B,合格。
二次判定:70.86 μm -36.59 μm < 70 μm,即-U<B,不合格。
综合判定:不合格。
2.2 某热镀锌板的测量结果及分析
2.2.1 实验条件
测量对象:1.2 mm × 1 000 mm × 1 000 mm 的普通锌花热镀锌板1 张,镀层等厚,公称镀层质量为80 g/m2。选取上下2 个检测面(以A、B 表示),每个检测面随机测10 点。
2.2.2 数据收集及处理分析
检测时将异常数值(离群数值)直接剔除,即负值直接剔除,获得的数据(单位均为μm)如下。
A 面:7.0,7.2,7.1,6.9,6.8,7.4,7.2,6.9,6.9,7.2。
B 面:7.1,6.9,7.2,7.2,7.1,7.2,7.1,7.2,7.1,7.2。
相关计算如下:
最小值xmin=6.8 μm ;
最大值xmax=7.4 μm ;
平均值=7.095 μ m;
标准不确定度分量u(x1)=0.150μm;
合成标准不确定度u(y)=0.471 μm ;
扩展不确定度U=0.942μm ,k=2。
不确定度报告(镀层厚度值):7.095 μm ± 0.942 μm,k=2。
同样地,最终的不确定度结果报告也可以是“7.1 μm ± 1.0 μm,k=2”。
2.2.3 结果判定
纯锌密度[1]为7.2 g/cm3,将试样公称镀层质量换算成厚度就是单面公称厚度:

一次判定:7.095 μm > 5.556 μm,即>B,合格。
二次判定:7.095 μm -0.942 μm > 5.556 μm,即-U>B,合格。
综合判定:合格。
3 结论
以磁性法测热浸镀锌产品的镀层厚度,方法简单快速,适合现场操作。用磁性法获得的镀层厚度算术平均值来判定镀锌产品的镀层质量存在一定缺陷,其评定的“合格”产品有过早失效的风险,所以对镀层厚度算术平均值进行合格与否的判定后,需要引入不确定度进行再次判定。磁性法测量热浸镀锌产品的不确定度主要来源于被测试样与测量重复性,以及测量设备的最大允许误差。只有操作熟练的检测人员进行检测,被测试样厚度均匀,测量重复性好,以及设备精度高,才能将测量不确定度限定在较小值,才能挑选出优质的热浸镀锌产品。
[1]中华人民共和国国家质量监督检验检疫总局.GB/T 13912-2002 金属覆盖层 钢铁制件热浸镀锌层技术要求及试验方法[S].北京:中国标准出版社,2002.
[2]中华人民共和国国家质量监督检验检疫总局,中国国家标准化管理委员会.GB/T 6463-2005 金属和其他无机覆盖层 厚度测量方法评述[S].北京:中国标准出版社,2005.
[3]中华人民共和国国家质量监督检验检疫总局.GB/T 4956-2003 磁性基体上非磁性覆盖层 覆盖层厚度测量 磁性法[S].北京:中国标准出版社,2003.
[4]国家质量技术监督局.JJF 1059-1999 测量不确定度评定与表示[S].北京:中国计量出版社,1999.
猜你喜欢
金属热处理(2022年10期)2022-10-25
陶瓷学报(2019年6期)2019-10-27
表面工程与再制造(2019年3期)2019-09-18
机械工程师(2018年10期)2018-02-18
军事文摘·科学少年(2017年4期)2017-06-20
现代冶金(2016年6期)2016-02-28
装备环境工程(2015年4期)2015-02-28
应用化工(2014年8期)2014-08-08
表面工程与再制造(2014年2期)2014-02-27
表面工程与再制造(2014年2期)2014-02-27