
艉轴管分段预镗孔工艺的应用
2013-06-30 10:47王如华顾继广
江苏船舶 2013年4期
王如华,顾继广
(中海工业(江苏)有限公司,江苏 扬州 225211)
0 引言
通常艉轴管镗孔的工作在主船体合拢后进行,为了缩短船坞建造周期,机舱分段完工后,在机舱分段上完成艉轴管的镗孔工作。在合扰阶段通过对分段基准点的确定、与总段的定位、焊接的控制等过程中的检测与验证,可确保达到预先设定的精度要求。
1 机舱区与货舱区船体状态的测量与调整
47700 t散货船机舱E01总段由211、221P/S、231P/S、112分段组成,货舱区H01环段由301P/S、302P/S、601P/S、602P/S、501 分段组成,E02P/S 总段由121P/S、241P/S分段组成。通过机舱E01总段与主船体H01环段、E02P/S分段及挂舵臂111分段的焊接、控制达到整个船体总组合拢的精度要求。在总段合拢前需对各个区域的状态进行测量与调整。
1.1 机舱区船体的状态要求
机舱E01总段设备及基座全部安装结束,所有焊接、火工矫正、舱室密性检测工作全部结束。
测量111挂舵臂分段大肋位合拢口及E02P/S与机舱E01总段合拢口的中心线、水平、外板线型和各水线半宽值等相关数据,并调整到位后,进行大肋位合拢口余量修割,使得E01总段与E02P/S合拢时无余量。同时将机舱E01总段中线在艏、艉标记出来,留待大合拢时定位所用。整个E01总段调整后的水平度控制在±4 mm,主机面板机座水平度控制在±2.5 mm之内。
1.2 货舱区船体的状态要求
测量货舱区H01环段与机舱E01总段合拢口的中心线、水平、外板线型和各水线半宽值等相关数据,并调整到位后,进行大肋位合拢口余量修割,使得E01总段与货舱H01环段合拢时无余量。
将货舱区H01总段中线在艉部标记出来,留待与机舱段大合拢时定位所用。
合拢区域分段划分如图1所示。
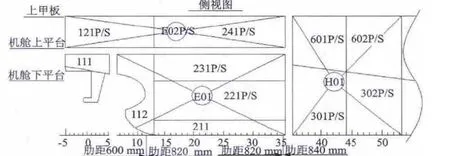
图1 合拢区域分段划分图
2 轴系预照光
2.1 轴系预照光的准备
预照光的工作应在不受日光曝晒及温度无急剧变化且光线较暗的情况下进行,一般在晚间或阴雨天进行。根据船体机舱段基线向上3300 mm得出轴线理论中心线,艏基准靶点F布置在Fr31处滑油循环舱表面(凹坑内)竖立的槽钢上,靶心位于轴线理论中心线上。艉基准靶点A点布置在艉轴管后端面后方(约2000 mm处),靶心位于轴线理论中心线上。激光仪放在艉基准靶后适当距离(约2000 mm处)的平台上,望光仪的中心要位于A、F基准靶所确定的直线上。确定B、C、D 3个投影靶位置,具体如图2所示。
B投影靶布置在后轴壳的内孔中,靶子的平面位于后轴壳的后平面上,靶心应位于轴壳的内孔中心。C投影靶布置在前轴壳的内孔中,靶子的平面位于前轴壳的前平面上,靶心应位于轴壳的内孔中心。D投影靶布置在Fr19处从内底板竖立的槽钢上,在靶心高度开Φ50 mm的孔。
2.2 艉轴管预照光步骤
①拆除B、C 2只投影靶靶心;
②张贴A、F基准十字靶纸;
③调整望光仪,使望光仪中心点与A、F基准靶上十字靶纸的靶心重合;
④装复B、C投影靶,并依次调整2个投影靶,使十字线靶心均与望光仪的中心点重合;
⑤检查艉轴管的镗孔余量;
⑥把B、C 2只投影靶靶心换上划线钢靶,以划线靶靶心为中心,测量中心到轴壳内孔的尺寸,检查镗孔余量的对称情况,在艉轴管前后端面划出十字线并划出加工圆及检查圆;
⑦检查D投影靶的倾斜度,测量艉轴管后端到D投影靶的长度和艉轴管的长度,并确认艉轴管前后端面的加工余量。

图2 轴系预照光示意图
3 艉轴管镗孔
根据预照光时确认的加工圆和检查圆,对艉轴管前、后轴包进行镗孔。在镗孔过程中由于镗排运转产生一定的振动,将影响镗孔精度。为减小振动保证镗孔质量,需对分段的胎架进行加强,并对镗孔的进刀量、转速、切削量进行适当控制。在最后光刀前,根据端面处的检查圆对镗排进行同心度的检查,最后对艉轴管前、后平面进行加工及密封螺栓孔和油孔的配钻,结束后对艉管的加工平面涂防锈油保护,两端面用闷板封闭,等待分段涂装及搭载。
4 总段合拢定位
4.1 船体合拢吊装前准备
通过船体给出货舱区船体基线,由货舱区船体基线延伸至艉部坞墙端并向上3300 mm,定出货舱区船体中心点并划好十字线,此中心点作为机舱分段与货舱区总组的高度调整标记。
4.2 船体合拢吊装
机舱总段吊装进坞:利用龙门吊将机舱区总段吊至坞内与货舱区船体进行合拢定位,并对总段进行测量、调整,使总段定位水平度控制在±4 mm,主机面板机座水平度控制点在±2.5 mm之内。
①水平度调整的同时用液压调整器将机舱E01分段的艏部中线与货舱区H01分段艉部中线重合、E01分段艉部中线与坞内地中线重合,误差控制在±1 mm内;
②在机舱艏基准靶的前端架Fr33处设一准直激光仪G,调整激光仪与艏靶F及D靶在同一中心。利用液压调整器调整机舱分段,使得通过艏靶F及D靶的准直激光仪光点与坞墙上的船体中心点重合,确保机舱分段与船体分段合拢高度的要求。在高度调节过程中要考虑后续分段搭载造成机舱区基线下垂或上翘;
③总段与货舱合拢进行装配工作时,如出现外板和结构错位的情况,则应调整货舱分段,避免机舱总段动火。
按上述精度范围调整完成后,进行支撑和定位。总组吊装合拢示意图如图3所示。
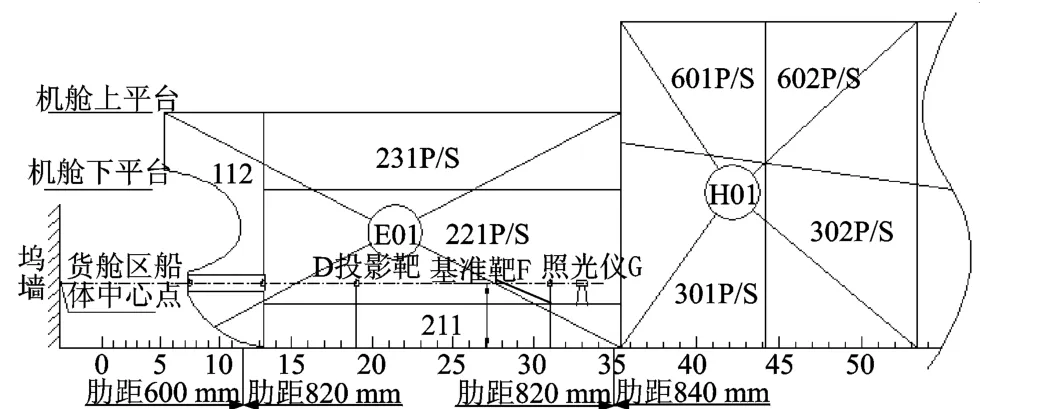
图3 总组吊装合拢示意图
5 总段合拢焊接
5.1 装配要求
①船坞搭载对接缝装配间隙控制在5~8 mm;
②外板装配马板原则上在构架面,马板间距300~400 mm;
③外板搭载处对接焊缝处可在非构架面采用梳状马加强,间距为1.5~2 m。
5.2 焊前准备
首先对坡口间隙进行检查,坡口附近50 mm范围内应打磨光顺,清除油污、铁锈等;焊接采用CO2半自动单面焊接工艺,焊接材料使用相应质量等级焊丝;焊接操作人员必须具备CO2焊Ⅱ类资质。
5.3 焊接过程及控制
焊接应使用规定焊接参数,安排双数焊工由船中向两舷对称焊接。先焊接壳板(内壳、外板),再焊接纵桁、纵骨等内部结构。每焊接一段或每间隔一段时间,应复测检查轴系中心线的偏差值,并制定下一段的焊接方案,使得中心线的偏差越来越小。后续相连分段(241P/S、121P/S)合拢装配时,如有错位,尽量调整相邻分段,避免机舱总段动火。主要焊顺序如图4所示。图中①~⑤为焊接顺序。

图4 焊接顺序示意图
6 轴、舵系正式照光
6.1 正式照光时船舶状态
在机舱Fr35以后分段搭载完成后进行轴舵系的正式照光。照光应在夜晚或阴雨天进行,停止有干扰的一切作业并拆去机舱区域所有临时支撑和拉撑。大型设备应吊装到位,底部功能性单元进舱就位。
6.2 轴系正式照光
轴系正式照光采用准直望远镜,艏、艉基准靶及照光仪的布置如图5所示。轴系照光程序如下:
①通过机舱内的艏基准靶F,在坞底Fr 0向后1000 mm处设定艉基准A靶。在艉基准靶向后适当位置架设准直望远镜I;
②在艉轴管的前后端面安装内径定心照光靶B和C,调整其靶心与艉轴管实际中心重合(百分表读数之差≤0.10 mm/Dia)。调整准直望远镜使其与艉轴管前、后端面的照光靶心重合,此为轴系镗孔后的实际中心线;
③通过准直望远镜分别观察艏、艉基准靶的靶心,即检查轴系镗孔后的实际中心线和理论中心线的偏差;
④以轴系镗孔后的实际中心线为基准,用丁字尺检查主机各部位的垫片厚度并作记录,同时确定主机底脚螺栓孔的中心线;
⑤检查和记录Fr19到艉管后端面的长度,并根据中间轴、艉轴加工的实际长度确认主机第一螺栓孔的位置;
⑥测量艉轴管尺寸并加工衬套。

图5 轴舵系正式照光示意图
6.3 舵系正式照光
舵系照光采用激光仪,与轴系照光同时进行。如图5所示在舵孔下Fr 0处放置激光仪,并打出一条垂直线,此即为舵系的理论中心线,确保轴系中心线与舵系理论中心线的偏差值在范围内。以Fr 0处激光仪为基准,调整挂舵臂上的K、L、M、N、P 5个调整靶,使靶子的中心与激光中心完全重合后划出舵孔加工圆、检查圆并打出烊冲标记,最后进行舵孔的镗削及舵钮衬套的配置加工。
7 结语
此工艺的应用,使得机舱分段建造完成后即可进行艉轴管的镗孔工作,将船坞周期缩短约一周,对现代造船的单元化、模块化的要求也起到积极的作用。该工艺的应用对船体分段的精度以及合拢焊接提出了更高的要求,但随着无余量、精度化造船技术的发展,这些要求完全控制在有效范围之内。
[1]陈彤,陈岗军.两次定位法船体总段大合拢[J].船海工程,2007,36(2):38 -40.
[2]丁振斌,贾晓丹,刘土光.焊接顺序对船体分段的焊接变形影响[J].中国造船,2010,51(A01):81 -85.
[3]肖锦强,高登.浅析艉轴管镗孔精度控制[J].广船科技,2010,(4):20 -24.
[4]柴镇江.某型舰轴系照光工艺改进[J].船舶,2003,14(6):39-41.
猜你喜欢
阅读(高年级)(2022年6期)2022-06-17
防爆电机(2022年3期)2022-06-17
初中生世界·七年级(2021年2期)2021-03-12
新世纪智能(高一语文)(2020年11期)2021-01-04
江苏船舶(2019年5期)2020-01-16
船舶标准化工程师(2019年4期)2019-07-24
船舶标准化工程师(2019年4期)2019-07-24
民用飞机设计与研究(2019年4期)2019-05-21
科技视界(2019年3期)2019-04-20
娃娃乐园·3-7岁综合智能(2017年8期)2018-02-01
