
基于运动链末端耦合与解耦的机器人协同焊接算法*
2013-08-19 02:46张铁应灿翟敬梅
华南理工大学学报(自然科学版) 2013年11期
张铁 应灿 翟敬梅
(华南理工大学 机械与汽车工程学院,广东 广州 510640)
随着焊接自动化进程的不断推进,焊接机器人所要完成的工作任务日趋复杂,单焊接机器人已越来越不能满足复杂的焊接任务要求,多机器人协同焊接作业成为了焊接机器人领域的研究热点[1-3],其中,协同焊接算法是关键技术[4-5].协同焊接包括机器人和变位机间的协同和机器人之间的协同.机器人和变位机都可以视为一开式运动链.一主运动链和一从运动链形成一个闭环.若主、从运动链都为机器人,则为机器人之间的协同.文献[4,6-8]针对主要由1 台六自由度弧焊机器人和1 台二自由度变位机的协同运动来完成指定焊接任务的变位焊接机器人系统,提出了协同焊接算法;文献[9-10]提出的协同焊接算法则针对主要由2 台弧焊机器人的协同运动来完成工件焊接任务的双焊接机器人系统;这些算法都具有较好的焊接轨迹控制性能.但是,现有算法多针对某一焊接平台而提出,缺乏普适性.在机器人工作站协同操作中,由于引入了更多的自由度,运动链中的耦合问题更难解决,轨迹计算更为复杂[11].
文中基于运动链末端耦合与解耦思想,提出一种具普适性的机器人工作站协同焊接算法.运动链末端耦合与解耦的概念主要用于研究五轴联动数控系统的运动学模型.因为对于任意结构的五轴数控机床而言,其机构都可视为由两条运动链组成,一条为带动工件运动的“工件-机架”运动链,另一条为带动刀具运动的“刀具-机架”运动链[12-13].
机器人协同焊接亦可视为若干条通过关节连接而成的开式运动链的组合,其中弧焊机器人可看作1 条“底座-法兰盘-焊枪”运动链,变位机可看作1 条“底座-工作台-焊缝”运动链.研究机器人协同焊接算法即是研究这些开式运动链的末端耦合与解耦算法,是研究机器人工作站协同运动学的核心内容.文中将负责夹持焊件的运动链作为主运动链,使焊缝离散点依次更替并调整到最佳焊接位姿;其他运动链末端按一定的焊接工艺要求跟踪当前焊缝离散点,故作为从运动链.运动链末端耦合与解耦思想的引入,使协同工作站内部机器人与变位机之间的主从角色更明确,约束关系更清晰.
1 运动链末端的耦合
机器人工作站要实现协同焊接,必须满足以下通用约束,以使各运动链末端耦合:①焊缝位姿满足最佳焊位要求,即协同焊接过程中主运动链驱动焊件,使其焊缝始终处于最佳焊位,焊缝最佳位姿决定主运动链的姿态;②焊枪工作位姿一定,即焊接过程中从运动链末端始终以一定的焊枪工作位姿跟踪主运动链末端的焊缝离散点坐标;③末端坐标系重合,即机器人工作站中各开式运动链通过末端坐标系重合来耦合成一个或多个闭环运动链.
1.1 满足最佳焊位要求的焊缝位姿
根据GB/T 16672—1996《焊缝-工作位置-倾角和转角的定义》[14],可用焊缝倾角S 和焊缝转角R 来表示焊缝位姿,但该国标并不完全适用于以离线编程为手段的机器人焊接,需对相关变量重新定义如下.
焊缝倾角αs:焊缝离散点坐标系{pi}的正向xi轴(焊缝根部轴线)与过焊缝离散点pi且与(机器人或变位机)基坐标系的xBByB面平行的水平基准面M 的夹角.倾角方向从水平基准面M 开始,且逆时针方向为正,故αs∈(-,],上坡为正,下坡为负,如图1(a)所示.
焊缝转角αr:焊缝离散点坐标系{pi}的正向zi轴(焊缝截面中心线)与过焊缝离散点pi且与机器人或变位机的基坐标系的正向yB同向的向量R 的夹角.转角方向从向量R 开始,且逆时针方向为正,故αr∈(- ,],如图1(b)所示.
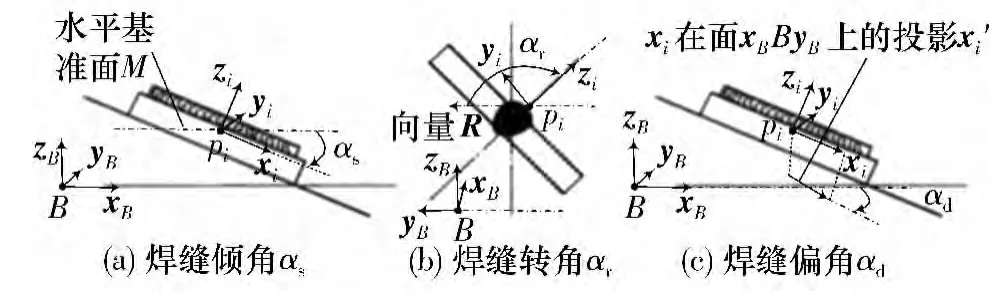
图1 直线焊缝的焊缝倾角、焊缝转角和焊缝偏角Fig.1 Weld slope,weld rotation and weld angle of the straight bead
由焊缝倾角αs和焊缝转角αr可以明确规定焊缝离散点坐标系{pi}的zi轴的方向,但是由焊缝倾角αs不能明确规定xi轴的方向,故再定义一个焊缝偏角αd——焊缝离散点坐标系{pi}的正向xi轴在(机器人或变位机)基坐标系的xBByB面的投影x'i与(机器人或变位机)基坐标系的正向xB的夹角.偏角方向从正向xB开始,且逆时针方向为正,故αd∈(- ,],如图1(c)所示.
最佳焊位有3 种可能的类型——平焊、船型焊和平角焊,可采用新定义的焊缝倾角、焊缝转角和焊缝偏角来描述,如图2 所示.焊缝偏角只是用来规定图中xi轴的方向,并不会影响zi轴的方向,故在讨论最优焊位时只需将zi轴规定在竖直方向,不需严格规定αd的大小.焊缝处于最佳焊位时满足

当船型焊(或平焊)作为最佳焊位时,zi为焊缝离散点坐标系{pi}的z 轴在(机器人或变位机)基坐标系{B}的描述;当平角焊作为最佳焊位时,zi为辅助焊缝离散点坐标系(即以焊缝离散点为原点,能够使焊件完成平角焊的坐标系)的z 轴在(机器人或变位机)基坐标系{B}的描述.
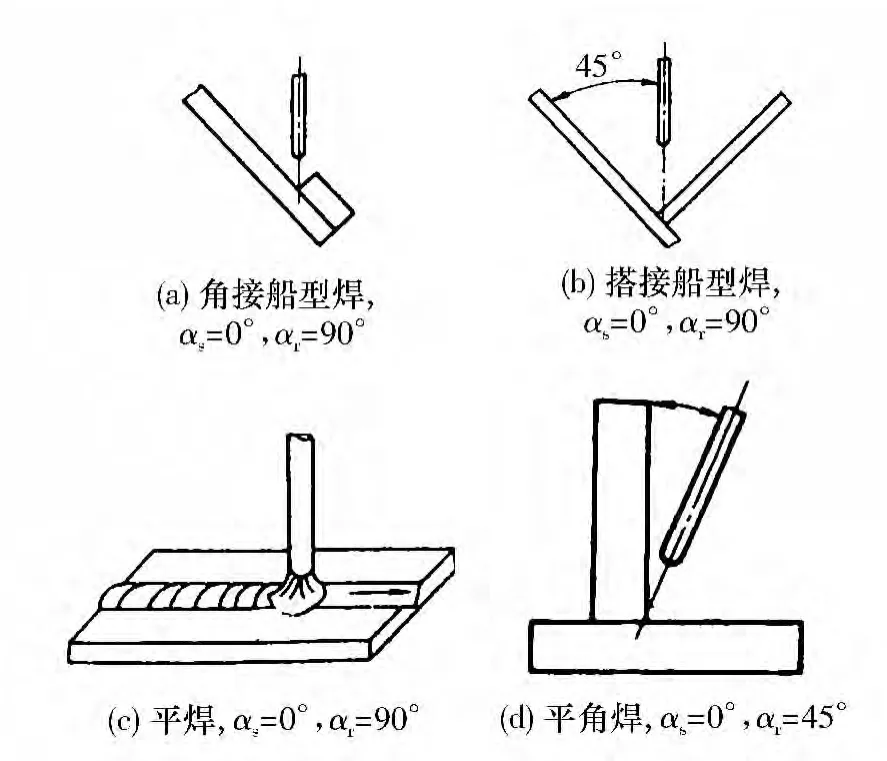
图2 焊接最佳位姿的可能类型Fig.2 Possible types of the best welding posture
1.2 一定的焊枪工作姿态
焊枪的工作位姿是基于焊缝离散点坐标系{pi}的姿态,用工作角βo、行走角βw和自转角βr来描述,但国标中并未对其进行定义.文中定义了焊枪实际的行走角、工作角和自转角(如图3 所示),在此基础上求解焊枪工作姿态相对于焊缝离散点坐标系的转换矩阵piHT.具体方法如下.

图3 焊枪的工作姿态Fig.3 Working posture of welding torch
行走角βw:焊枪末端坐标系{H}的正向zH轴与焊缝离散点坐标系{pi}的正向xi轴(焊缝根部轴线)的夹角.行走角方向从正向xi轴开始,且从纸面方向上看逆时针方向为正,故βw∈(0,/2].
工作角βo:焊枪末端坐标系{H}的正向zH轴与焊缝离散点坐标系{pi}的正向yi轴(焊缝根部轴线)的夹角.工作角方向从正向yi轴开始,且从纸面方向上看逆时针方向为正,故βo∈[- ,0].
自转角βr:行走角和工作角都由90°分别变化到βw和βo后,焊枪末端坐标系{H}绕自身正向zH轴旋转的角度.自转角以逆时针方向为正,故βr∈
如图4 所示,焊缝离散点的姿态经以下变换得到焊枪工作姿态:将焊缝离散点坐标系{pi}绕yi轴逆时针旋转角度φ,再绕xi轴顺时针旋转角度η,最后绕zi轴旋转角度βr.其中,


图4 焊缝离散点姿态变换到焊枪工作姿态的示意图Fig.4 Schematic diagram of the transformation of discrete welding points’posture to welding torch’s working posture
进而得到焊枪末端坐标系{H}相对于焊缝离散点坐标系{pi}的姿态转换矩阵和位姿转换矩阵

式中,hxx=cosφcos βr+sin φsin ηsin βr,hxy=cosηsin βr,hxz=-sinφcosβr+cosφsinηsinβr,hyx=-cosφsinβr+sin φsin ηcos βr,hyy= cosηcos βr,hyz= sinφsin βr+cosφsin ηcosβr,hzx= sinφcos η,hzy=- sin η,hzz=cosφcosη,L 为焊丝末端到焊缝离散点的距离.
1.3 末端坐标系的重合
机器人工作站中各运动链通过末端坐标系重合耦合成一个或多个闭环运动链.每个闭环运动链的左右两端分别是主运动链和从运动链.它们可以用式(5)来描述:

式中,{MB}表示主运动链的基坐标系,{SB}表示从运动链的基坐标系,{wp}表示工件坐标系.
2 运动链末端的解耦
各运动链的解耦从夹持焊件的主运动链开始,这里主要介绍以变位机作为主运动链的解耦方法.当只焊接1 条焊缝时,变位机可驱动焊件到达船型焊姿态;当同时焊接2 条或2 条以上焊缝时,变位机在确定主焊缝后驱动焊件到达平角焊或船型焊位姿.图5 为一种两轴变位机(亦称回转倾斜式变位机)的运动参数及坐标系分布.

图5 变位机的运动参数及坐标系分布Fig.5 Motion parameters and coordinate systems of positioner
变位机的正运动学方程为
式中,
axx=cosθP1cosθP2exx-cosθP1sin θP2exy-sin θP1exz,
axy=-sin θP2exx-cosθP2exy,
axz=-sin θP1cosθP2exx+sin θP1sin θP2exy-cosθP1exz,
ayx= cosθP1cosθP2eyx-cosθP1sin θP2eyy-sin θP1eyz,
ayy=-sin θP2eyx-cosθP2eyy,
ayz=-sin θP1cosθP2eyx+sin θP1sin θP2eyy-cosθP1eyz,
azx=cosθP1cosθP2ezx-cosθP1sin θP2ezy-sin θP1ezz,
azy=-sin θP2ezx-cosθP2ezy,
azz=-sin θP1cosθP2ezx+sin θP1sin θP2ezy-cosθP1ezz,
pxpb=cosθP1cosθP2px-cosθP1sin θP2py-sin θP1pz-d2sin θP1,
pypb=-sin θP2px-cosθP2py,
pzpb=-sin θP1cosθP2px+sin θP1sin θP2py-cosθP1pz-d2cosθP1.
当焊缝处于最佳焊位时,由式(1)得

求解式(6)与(7)可得运动学正解:

基于式(8)的运动学正解方程,可求得变位机的运动学逆解如下.
(1)求关节角θP2
由方程组(8)可得

①令θiP2=Atan2(-ezy,ezx)+k ,当k =0 时,判断,若成立则为当前值,若不成立则进行下一步;
(2)求关节角θP1
由方程组(8)可得

3 实例
以变位双焊接机器人工作站为例来论证基于运动链末端耦合与解耦思想的机器人工作站协同焊接算法的有效性.该工作站是一典型的机器人工作站协同焊接平台,主要由2 台弧焊机器人和1 台1 或2自由度的变位机的协同运动来完成工件的焊接任务.相对于其他协同焊接机器人系统平台,其有以下3 个特点:①尽管有2 台机器人,但其完成焊接任务的自由度只有8 个,即6 自由度机器人和2 自由度变位机;②2 台机器人可分别与变位机实现有限度的协同焊接;③一次可焊接2 条焊缝,调节了生产节奏,进一步提高了工作效率.
根据运动链末端耦合与解耦的思想,变位双焊接机器人工作站由3 条运动链组成,其中2 条为机器人运动链,1 条为变位机运动链.由于变位机运动链夹持工件,故为主运动链;两机器人运动链为从运动链.按图6 所示结构搭建协同运动仿真平台,其中2 台机器人与变位机的相对位姿可以是任意的,且机器人与变位机基坐标系之间、两机器人基坐标系之间的相对位姿可通过标定获取[9].
3.1 运动链耦合与解耦分析
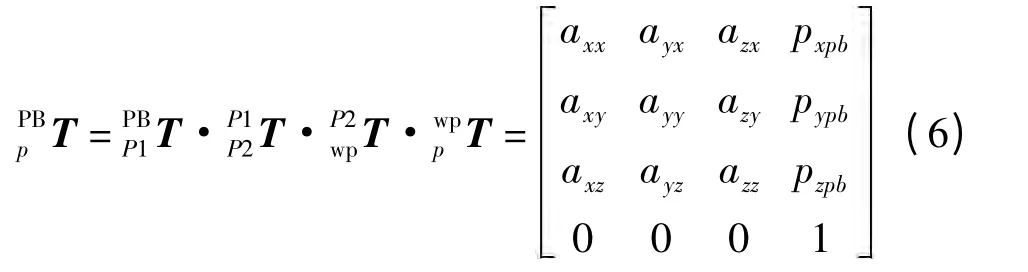
变位双焊接机器人工作站同时能够焊接2 条焊缝,选取其中1 条为主焊缝,并以平角焊作为最佳焊位.作为主运动链,变位机运动链在变位双焊接机器人工作站中的作用是调整焊缝离散点辅助坐标系{p'i}相对于变位机基坐标系{PB}的转换矩阵T,使其在每一个插补周期内都能够到达平角焊的姿态.由式(6),有

进而获得平角焊时所有焊缝上焊缝离散点坐标系{pi}相对于变位机基坐标系{PB}的转换矩阵Tf:


图6 变位双焊接机器人工作站各轴坐标系及相应参数Fig.6 Axis coordinate systems and the corresponding parameters of dual-welding robot workstation with one positioner
两条机器人运动链分别与变位机运动链形成两个闭合的运动链回路.分别用式(13)和(14)表示:

经解耦得到机器人6 轴坐标系相对于机器人基坐标系的转换矩阵如下:

3.2 仿真
采用Matlab/SimMechanics 仿真平台,由Solid-Works2010 创建协同焊接机器人工作站的三维模型,导入Matlab 中的SimMechanics 工具箱,算法实现可由S-Function 中的m 格式的文件来完成,运动学分析和仿真演示在SimMechanics 工具箱内部完成.
用于仿真的是工业中较为常见的U 型槽焊件,需要焊接的是两条由2 条直线和1 条圆弧混合而成的复合曲线,如图7 所示.图8 为其仿真平台.

图7 U 型焊缝曲线及其弗莱纳-雪列坐标系Fig.7 U-shaped welding seam curve and its Frenet-Serret coordinate system

图8 变位双焊接机器人工作站仿真平台Fig.8 Simulation platform of dual-welding robot workstation with one positioner
图9 为VB 大小不变,HD 和FB 分别取A 位置(-500,-1300)、B 位置(0,-1 200)、C 位置(400,-1300)和D 位置(200,-1400)时,机器人2 各关节的角速度仿真曲线,其中VB、HD 和FB 标示于图6.图9 表明,变位机放置在不同位置时,由文中所提出的算法都可以实现协同焊接.角速度仿真曲线中有两个很明显的转折,这是由于焊接复合焊缝时从一条焊缝过渡到另一条焊缝引起的.
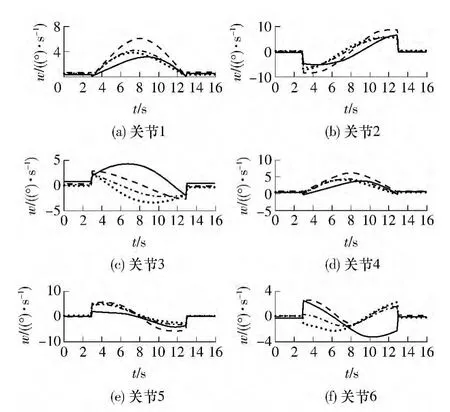
图9 机器人2 各关节的角速度仿真曲线Fig.9 Simulation curves of angular velocity of each joint of robot 2
变位双焊接机器人工作站的协同运动仿真结果表明:基于运动链末端耦合与解耦思想的机器人工作站协同焊接算法是有效的.
4 结语
文中提出了一种基于运动链末端耦合与解耦思想的、具普适性的机器人工作站协同焊接算法.先将机器人工作站视为若干条通过关节连接而成的开式运动链的组合,再通过分析协同焊接过程中的必须满足的通用约束,提出最佳焊缝姿态和焊枪工作姿态的确定方法,并研究了以RT 变位机为主运动链的协同机器人工作站的耦合与解耦方法.在变位双焊接机器人工作站上的仿真表明,文中提出的协同焊接算法是有效的.文中研究为后续开发机器人工作站的离线编程系统奠定了理论基础.
[1]Kim D-W,Choi J-S,Nnaji B O.Robot arc welding operations planning with a rotating/tilting positioner[J].International Journal of Production Research,1998,36(4):957-979.
[2]Piazzi A,Visioli A.Global minimum-jerk trajectory planning of robot manipulators[J].IEEE Transactions on Industrial Electronics,2000,47(1):140-149.
[3]Li Kai,Zhang Ting,Yang Jing,et al.Seam Tracking control system of intelligent mobile welding robot[C]∥Proceedings of the ICINIS'09 Second International Conference on Intelligent Networks and Intelligent Systems.Tianjin:IEEE,2009:269-272.
[4]何广忠,高洪明,吴林.基于焊接位置数学模型的变位机逆运动学算法[J].机械工程学报,2006,42(6):86-91.He Guang-zhong,Gao Hong-ming,Wu Lin.Inverse kinematics of 2R positioner based on welding position representation[J].Chinese Journal of Mechanical Engineering,2006,42(6):86-91.
[5]Caccavale F,Chiacchio P,Marino A,et al.Six-DOF impedance control of dual-arm cooperative manipulators[J].IEEE/ASME Transactions on Mechatronics,2008,13(5):576-586.
[6]唐创奇,孟正大.弧焊机器人与变位机协调运动的实现[J].工业控制计算机,2008,21(1):47-49.Tang Chuang-qi,Meng Zheng-da.Realization of coordinated motion of arc-robot and positioner[J].Industrial Control Computer,2008,21(1):47-49.
[7]Gan Yahui,Dai Xianzhong.Kinematic cooperation analysis and trajectory teaching in multiple robots system for welding[C]∥Proceedings of IEEE 16th Conference on Emerging Technologies & Factory Automation (ETFA).Toulouse:IEEE,2011:1-8.
[8]Tian Jinsong,Wu Lin,Dai Ming.Study on general inverse kinematics of rotating/tilting positioner for robotic arc welding off-line programming[J].China Welding,2001,10(1):27-33.
[9]Pashkevich Anatoly P,Dolgui Alexandre B,Semkin Konstantin I.Kinematic aspects of a robot-positioner system in an arc welding application[J].Control Engineering Practice,2003,11(6):633-647.
[10]Sharif Leila H,Yamane Satoshi,Sugimoto Tomotaka,et al.Intelligent cooperative control system in visual welding robot[C]∥Proceedings of the 27th Annual Conference of the IEEE Industrial Electronics Society.Denver:IEEE,2001:439-443.
[11]张铁,欧阳帆.双机器人协调焊接任务规划及仿真[J].焊接学报,2012,33(12):9-12.Zhang Tie,Ouyang Fan.Task planning and simulation of two-robot welding coordination[J].Transactions of the China Welding Institution,2012,33(12):9-12.
[12]Zhang Tie,Ouyang Fan.Offline motion planning and simulation of two-robot welding coordination[J].Frontiers of Mechanical Engineering,2012,7(1):81-92.
[13]何耀雄,徐起贺,周艳红.任意结构数控机床机构运动学建模与求解[J].机械工程学报,2002(10):31-35.He Yao-xiong,Xu Qi-he,Zhou Yan-hong.Kinematics model and its solution for NC machines of arbitrary configuration[J].Chinese Journal of Mechanical Engineering,2002(10):31-35.
[14]GB/T 16672—1996,焊缝-工作位置-倾角和转角的定义[S].
[15]Ouyang Fan,Zhang Tie,Ying Can.Offline kinematics analysis and path planning of two-robot coordination in exhaust manifold welding[C]∥Proceedings of the 2012 IEEE International Conference on Robotics and Biomimetics(ROBIO).Guangzhou:IEEE,2012:1806-1811.
猜你喜欢
现代农机(2022年3期)2022-07-11
组合机床与自动化加工技术(2019年11期)2019-11-27
现代交际(2017年19期)2017-10-23
光学精密工程(2016年5期)2016-11-07
光学精密工程(2016年4期)2016-11-07
湖北工业大学学报(2016年5期)2016-02-27
焊接(2016年6期)2016-02-27
制造技术与机床(2015年8期)2015-04-24
云南畜牧兽医(2015年4期)2015-02-28
当代畜禽养殖业(2014年5期)2014-08-31
