水射流导向激光技术①
2013-09-09 08:40谈耀麟编译
超硬材料工程 2013年3期
谈耀麟编译
(中国有色桂林矿产地质研究院有限公司,广西 桂林 541004)
激光最常应用的技术之一是激光加工。对于熔点高、硬度大、性质脆的材料采用激光加工有其优越性。它是利用能量密度极高的激光束照射到工件上,使材料瞬间熔化或汽化,同时在冲击波的作用下将熔融材料微粒吹开,从而对工件进行切割、钻孔等加工作业。这种传统的激光加工技术因为有对工件的切割面周围产生热损伤及与熔屑微粒沾污问题,所以在坚硬材料和金属薄片精密微加工中的应用受到限制。1993年,瑞士科学家Beruold Richerghagen在《应用物理》杂志上首先提出了水射流导向激光技术(water jet-guided laser technology),亦称水导激光技术或微水刀激光技术(Laser Mierojet,LMJ),嗣后瑞士Synova公司B.carron等人与美国Synova公司A.Schreiner共同在2011年“国际科技大会”(Jntertech 2011 Conference)上发表论文:《水射流导向激光技术切割坚硬材料》(Hard material cuting using water jet-guided laser technology),介绍了水导激光技术对不同坚硬材料的切割加工。目前,水导激光技术已广泛应用于各工业部门包括半导体、太阳能、电子、医学、刀具加工、超硬材料加工、高亮度发光二极管、钟表以及汽车工业,等等。
1 水导激光原理
水导激光的基本原理是把大功率脉冲激光束结合到水射流之中,如图1所示。大功率激光器的激光束通过光纤电缆传输到光度头上,由此通过透冒(透窗)聚焦到置于扁形的水腔底部的喷嘴。与此同时把纯净的去离子脱氧过滤水以5至60MPa压力注入水箱内。水压大小取决于喷嘴直径,较大的喷嘴直径只需较低的水压。喷嘴直径一般为20至150μm。从喷嘴射出的柱状水射流借助水与空气之间的界面上的完全内反射给激光导向。激光束照射到工件上对工件材料以熔融和汽化方式起烧蚀作用。

图1 水导激光原理
2 激光源
水导激光技术采用的激光源为1064波长以脉冲或光量开关工作的各种掺钕钇铝石榴石激光器(Nd:YAG(aser)。此外,闪光泵浦激光器和二极管泵浦红外激光器也都用过。近些年来新型激光器如圆盘激光器和光纤激光器已成功得到推广应用。以1064nm上下波长工作的红外激光器则是微加工薄金属片的首选激光器,因为它引起的热影响区较小。
以532nm和515nm波长工作的倍频光量开关二极管泵浦固体激光器(Frequency-doabled Q-switched DPSS)和圆盘激光器由于它们与水吸收光谱有极好的兼容性已成为所有其它水导激光技术应用的标准激光源。对激光波长的唯一限制在于它必须与水传输光谱兼容,在光谱的绿区中显示为最小。在波长为532nm上下,水射流中的吸收系数α为最低(α=4E-4cm-1)。在波长为1064nm上下,吸收系数约大500倍(α=0.2cm-1),波长为532nm时,在2.5cm长的水射流内光传输高达99.9%。波长为1064nm时,则达到60%。也就是说在波长532nm时,光吸收可忽略不计。在波长为1064nm时,光在水中的吸收不是问题,只要平均功率保持在大约200W以下即可。
3 水导激光技术的特点
水导激光技术的性能异于传统的无水导激光。首先,由于水射流是圆柱状的,而且被导向的激光束是平行的,因此切割面是高度平行的,不产生坡度。工作距离(与水射流的稳定长度一致)可以是若干厘米长,取决于喷嘴的直径。使用最大的喷嘴直径时工作距离可超过10厘米。这样长的工作距离不需要昂贵的聚焦控制光学器件。其二,水导激光防止了对材料的热损伤。因为在激光脉冲之间,切割边缘得到冷却。其三,污染物大为减少,因为水射流产生很大功能,有效地去除激光烧蚀作用产生的熔融物。在切割薄片的过程中由于有一层薄水膜覆盖在薄片表面上而避免了颗粒物沉积的沾污。已经被水射流冷却的颗粒物不会粘附在薄片表面。水射流作用在薄片上的机械力可忽略(<0.1N),因为射流直径很小,而且水压不高。这种切割过程不会产生碎屑或微裂纹。相比之下,传统激光切割中用的辅助气体射流施加的力约为1N,比水导激光的大10倍。水导激光技术消耗的水很少,平均约为1.5升/小时。
4 水导激光技术应用举例
4.1 低温共烧陶瓷的切割加工
低温共烧陶瓷(LTCC)是将低温烧结陶瓷粉制成厚度精确而且微密的生瓷带,用作电路基板材料,与多层基板技术相比有其独特优点,用于制作新一代移动通信中的表面组装型元器件具有很大优越性。
用水导激光技术加工低温共烧陶瓷可达到极小的碎屑,而且热影响区(HAZ)小于10μm。通常切缝为50μm,精度在3标准差为+/-20μm。使用的是功率50W,波长532nm的绿光Nd:YAG激光器,频率为15k Hz。与CO2激光器相比,水导激光技术加工不产生微裂纹,因而可用于较小尺寸基板的加工以及较严格的钻孔排列方式。由于现有CO2激光器和光纤激光器的应用局限性在于其热影响区范围大从而加速促进了水导激光技术的推广应用。
4.2 微形簧片的加工
微形簧片广泛用于电子、电器等工业与民用产品。用水导激光技术可以从150μm厚的退火不锈钢片上切制微形簧片,如图2所示。
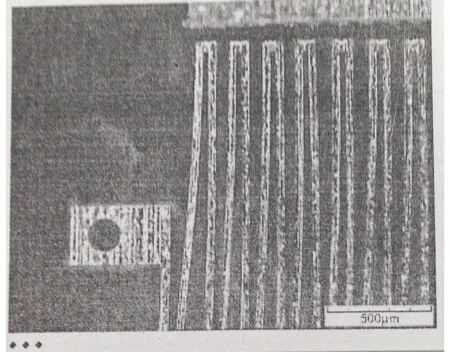
图2 微形不锈钢簧片
采用的是光量开关Nd:YAG二极管泵浦固体激光器与水射流相结合。激光器工作波长为1064nm,激光重复率为0.5k Hz,脉宽为60μs,平均功率为5.5 W。水射流用的喷嘴直径为40μm,水压力40MPa。单个工序的加工速度为3mm/s。从图2可看出簧片结构十分对称,片宽只有40μm。加工后无需进行洁净处理。簧片内的残余应力引起的扭曲问题可通过改进切割工艺措施来解决。
4.3 铍铜合金片的切割
铍铜合金片具有高强度、高耐磨性、高导电率、高导热率等特性,是制造微电机电刷、手机、微形开关、控温器以及各种电器接插件的重要材料。用水导激光技术可实行100μm厚铍铜合金片的切割。采用的是以532μm波长工作的光量开关倍频Nd:YAG二极管泵浦固体激光器与水射流相结合。水射流喷嘴直径为40μm,水射流直径为36μm,水压为40MPa。激光重复率为8k Hz,平均功率为20W。单工序速度为1mm/s,足以切割这种铍铜合金片。

图3 铍铜合金片切割效果
图3所示为100μm厚铍铜合金片上切割出的复杂形状元件,不产生热影响区,也无毛刺。
4.4 聚晶金刚石插入式刀头的加工
聚晶金刚石刀具具有使用寿命长,加工的工件表面质量好、尺寸精度高等优点,广泛应用于机械、汽车等工业。水导激光技术加工聚晶金刚石(PCD)的质量优于用传统的光学激光装置。传统激光装置加工聚晶金刚石插入式刀头时,喷溅到刀头上的残屑会引起严重的热应力,而且加工的刀形和尺寸有限。水导激光加工时的切缝只有30至40μm,因而加工后所需的后续加工量较少,在某些情况下可完全不用后续加工。
4.5 立方氮化硼的切割
立方氮化硼(cBN)刀具可车削硬度大于45~55 HRC的淬硬钢或铣削灰口铸铁等。在刀具制造中为了提高刀具的使用寿命,立方氮化硼的应用已得到广泛的认可。水导激光技术能够以20~50mm/s的速率高质量切割立方氮化硼。
4.6 燃油喷射器的加工
燃油喷射器是用来引导并优化燃油流入燃烧室的装置。燃油在高压下通过喷嘴压出成为雾状,当燃油喷雾混合了适当比例进入的空气,则燃烧过程近乎完全,能产生很高的发动机燃油效率。一般根据所需的燃油流量流速和流出压力来选择燃油喷嘴的直径和深度,其直径通常为180~260μm,厚度为120~220μm,公差±2μm,要求很高的加工精度。其工作环境要求采用坚硬的材料来制作,要具有极高的耐磨性和耐腐蚀性,例如不锈钢、高铬马氏体不锈钢或AISI 440C等。用水导激光技术在不同材料样块上进行一系列不同直径的钻孔试验,孔径公差可达到±2μm。试验采用的是长脉冲二极管泵浦红外激光器,它比短波激光导致的热影响区小,而且这种小直径深孔可一道工序完成,孔壁质量也就提高了。为了获得最佳切割质量,对脉冲频率、脉冲长度与平均功率都应进行优化。所用水射流喷嘴的直径为30μm,水压为35至45MPa,产生的水射流直径约为26μm。为了达到最佳切削质量,对水压也要优化。
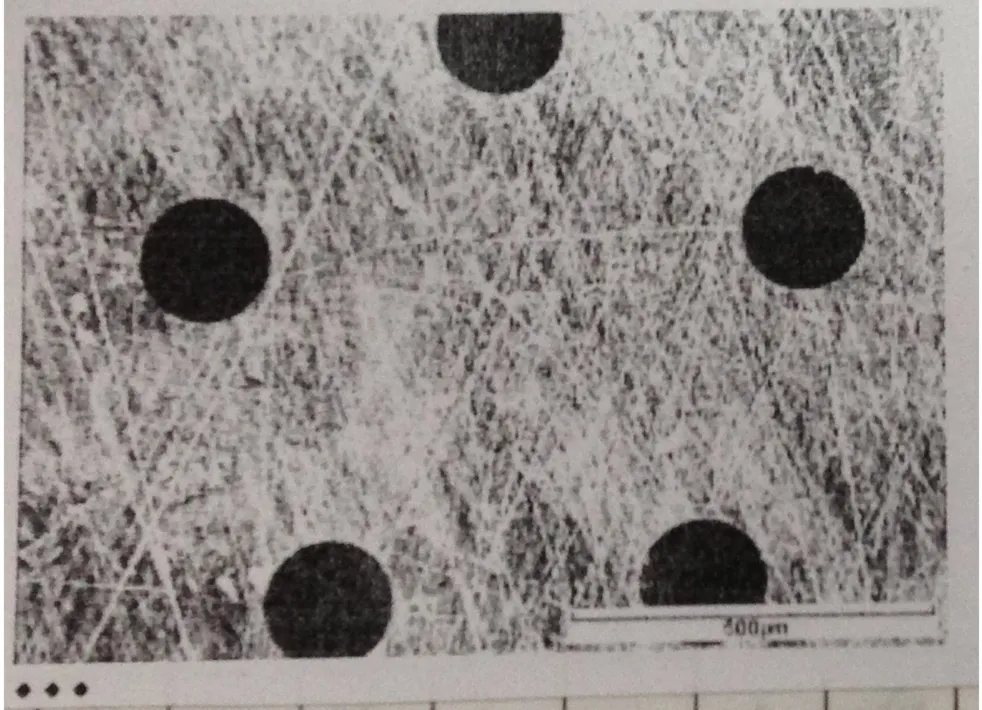
图4 燃油喷射器上的孔
图5 电火花加工的孔
图6 水导激光加工的孔
从图4可看出水射流激光加工的燃油喷射器上喷射孔的加工质量。图5为采用电火花加工(EDM)法钻出的孔;图6为采用水导激光技术钻出的孔,两相对比,后者显然达到优异的孔壁表面质量。
4.7 碳化钨硬合金与铜钨合金的切割
碳化钨硬合金广泛用于制作各种机加工刀具、地质勘探钻头等。铜钨合金则用作真空开关和高压断路器中的触头材料。这两种合金用传统的电火花加工法难于加工,而且也不易研磨加工。水导激光技术切割这种材料的厚度可达6mm,而且可加工出各种曲线形状,加工速度为1.5mm/min。所采用的激光器是波长为532nm、功率为50~100W、频率为9~25k Hz的Nd:YAG二极管泵浦固体激光器。
综合以上所述,水导激光技术用于坚硬刀具材料的切割与加工十分理想,但要取得最佳效果需要调整激光的参数和水射流的参数,使之达到最优化。除上述应用举例之外,水导激光技术还可应用于更广阔的工业领域,如模板以及有机电激光显示屏的切割,等等,值得研究探索。
参考文献:
A.Schreiner,B.Carron,M.Gobet and A.Pauchard.“Hard material eutting using water jot-guided laser technology”DIAMOND TOOLING JOURNAL 3·11
猜你喜欢
水电与新能源(2022年9期)2022-12-02
湖南电力(2020年3期)2020-07-08
水电站机电技术(2019年6期)2019-07-05
制造技术与机床(2019年4期)2019-04-04
建筑科技(2018年6期)2018-08-30
电子制作(2018年9期)2018-08-04
长春理工大学学报(自然科学版)(2018年2期)2018-05-26
中国设备工程(2017年24期)2017-12-28
中国光学(2016年2期)2016-11-09
焊接(2015年5期)2015-07-18