
贯流式水轮发电机磁极铁心制造技术
2013-09-26 09:01于春玲陈润年
防爆电机 2013年6期
于春玲,陈润年
(1 哈尔滨电机厂有限责任公司,黑龙江哈尔滨 150040;2 哈尔滨电气动力装备有限公司,黑龙江哈尔滨 150040)
0 引言
蜀河电站位于陕西省旬阳县境内汉江上游干流上,是汉江上游梯级电站的第六个梯级电站。单机容量 46MW,共装机6台,装机总容量270MW,蜀河贯流式发电机磁极铁心是目前单件尺寸和重量较大的贯流式机组磁极铁心,采用无T尾结构,安装时用螺杆将磁极固定在转子支架上。针对其中两台贯流式磁极铁心的结构特点对其制造技术进行总结。
1 磁极铁心结构
磁极铁心全长 2110mm,极身宽 190mm,重725kg,主要由磁极冲片、两端磁极压板、阻尼条、阻尼环、穿心方钢等部件构成。两种形状的1.5mm磁极冲片经整齐叠装后用两端磁极压板压紧。方钢从极身方孔通长穿入,两端与磁极压板焊接形成紧实的整体。两个阻尼环装配在两端磁极压板外侧,用销子固定在磁极压板上,4根阻尼条在靴部均匀分布贯穿磁极冲片、两端磁极压板和阻尼环,并与阻尼环银焊在一起,与磁极冲片用样冲铆接锁定,见图1。
2 磁极铁心制造
2.1 磁极冲片
蜀河贯流发电机有24对磁极,需要冲片数量较多,根据结构特点选用冲制工艺方法,设计制造专用模具。磁极冲片有两种形状,都选用1.5mm钢板冲制,一种是基本片,在冲床一次冲成。另一种是按螺杆位置尺寸要求,利用基本片再次冲开极身方钢底部螺杆位置的冲片,在铁心叠装过程中根据图纸设计要求使用,可以叠出在转子支架上固定磁极的螺纹孔的空间,冲片尺寸及形位公差全部由冲模保证。这种冲制方式省去了只用一种冲片叠完铁心后上机床加工螺杆孔的工作,避免了加工孔时定位难的问题,有效保证安装质量,是效率较高的工艺方法,既经济又可靠。

图1 磁极铁心装配
2.2 磁极压板
蜀河贯流磁极压板按设计要求需要在极身中心开95×90方孔用来穿方钢,极靴上有4-φ25.5阻尼孔和2-φ12阻尼环锁定销孔,极靴外圆上沿周向加工出17条4mm的梳齿槽用于减少涡流形成,同时考虑有效磁路设计还需加工出各种斜角和圆角。磁极压板毛坯料是由Q235B和Q345B钢板焊接,然后再利用机械加工手段完成压板的成形。磁极压板制造难点主要是保证方钢孔的尺寸公差和压板外形各尺寸,必须严格控制在较小的公差带内,靴面高度保证与冲片平齐,这些尺寸对后续装配影响很大。由于压板尺寸复杂,各尺寸相对位置很重要,如果基准出现偏差,对其它尺寸影响很大,以往在多个普通机床上完成不同工序,由于多次装夹找正误差、定位基准不统一,机床精度差等累积误差对加工质量影响很大。这次根据现有设备能力和压板形状复杂、数量多的特点制定了新的加工方案:各平面加工、梳齿加工和孔加工全部利用胎具固定磁极压板,数控编程在数控加工中心一次完成,而复杂外形和加工精度要求高的方孔加工以同一个基准定位,由数控线切割机走程序完成,做到了转序少,定位基准统一,编程加工,很好地将各相对尺寸控制在公差要求之内,大大提高加工精度。
2.3 磁极方钢
由 Q345B厚钢板加工,截面宽 95mm,高90mm,尺寸公差仅有0.10mm,两个面垂直度要求≤0.03mm,全 长2 105 mm,直线度要求≤0.15mm,方钢上有9-M48螺纹。方钢加工除了要达到尺寸公差要求以外还必须保证直线度和垂直度才能在后序顺利穿入磁极铁心中,而且不会影响磁极铁心叠装质量。9-M48螺纹的相对位置必须准确才能在装配中与转子支架上孔的位置一一对应,在电站才能顺利将磁极固定起来。由于蜀河磁极方钢尺寸较长,属于细长件,加工变形大,加工精度要求高,在加工措施上需采取特殊处理。为保证方钢的形位公差结合经济性考虑,决定平面粗加工在普通刨床上用胎具装夹进行,留精加工余量,时效消除应力后完成其它工序,最后在平面磨床上用防变形工具固定,考虑机床精度影响对加工参数进行合理修定,完成各平面精加工,达到各精度要求。为保证9-M48螺纹孔的相对位置,利用数控镗床编程打点,然后在普通钻床完成钻攻9-M48螺纹,既保证所有方钢的螺纹位置精度又减少数控机床的占用时间,合理、有效安排各加工机床。
2.4 阻尼环、阻尼条
蜀河机组具有直轴和交轴阻尼绕组,阻尼条是采购铜棒料,直径靠拉制保证,端部及倒角在卧车加工完成。阻尼环用铜板在加工中心数控编程,自制胎具固定,完成复杂外形加工,根据铜板材料的收缩特性,阻尼孔和销孔加工的刀具可以根据上偏差合理选取,保证各阻尼孔和销孔的尺寸公差和位置度,满足设计要求。
2.5 磁极铁心装配
根据蜀河贯流式磁极铁心需要用两种冲片按一定尺寸交替叠装的结构特点,常规机组磁极铁心压胎不方便随时测量和调整这个尺寸,我们研究设计了全新的专用胎具并进行试用,发现由于设计了穿入方钢的孔并且孔的尺寸较大,胎具端部强度较差。通过试验还发现阻尼条在胎具上安装更合适,随后进行了必要的改进,端部增加加强筋,增开穿阻尼条的6个孔,最终确定了胎具结构。胎具选取新的定位、装夹及压紧方式,包括装夹部分和拉伸装置两部分,见图2、图3。装夹部分外框胎体是由钢板装焊的,后压头焊在胎体一端内侧,开有穿方钢和阻尼条的窗口,定位键和托板用螺栓固定在胎体上,胎体两侧有可调侧挡板,胎体另一端固定拉伸装置,前压头与拉伸器通过螺纹连接在一起。叠片之前调整胎具符合装配要求,用定位键和托板作定位基准将冲片靴部圆弧部分和端部靠到定位基准上整齐叠装,根据设计要求两种不同冲片交替叠装,控制每段长度公差小于1.5mm,预计达到图纸尺寸时两端装磁极压板,将设计要求的压力值换算到油压装置的压力表值,经换算,蜀河磁极铁心压紧压力表读数达到12MPa,用拉伸装置逐渐压紧磁极铁心达到压力要求。铁心与方钢装配间隙仅0.10mm,铁心与转子支架配合面圆弧最大安装间隙也仅有0.10mm,必须严格控制叠片错牙和直线度,随时测量、调整磁极铁心达到公差要求。在压紧状态下穿入方钢和阻尼条,方钢严格控制低于铁心长度,如果不符合要求重新调整、压紧,直到满足要求。检查全部尺寸达到设计图纸要求后点焊方钢与磁极压板。撤掉油压,松开侧挡板,将铁心从胎具里吊出放到平台上,两端装上阻尼环并用圆柱销锁定在磁极压板上。阻尼环与阻尼条采用中频焊方法进行银焊,最后满焊方钢与磁极压板坡口。全部工序完成后用专用吊攀工具将磁极铁心吊到指定地方存放,避免磕碰、变形。
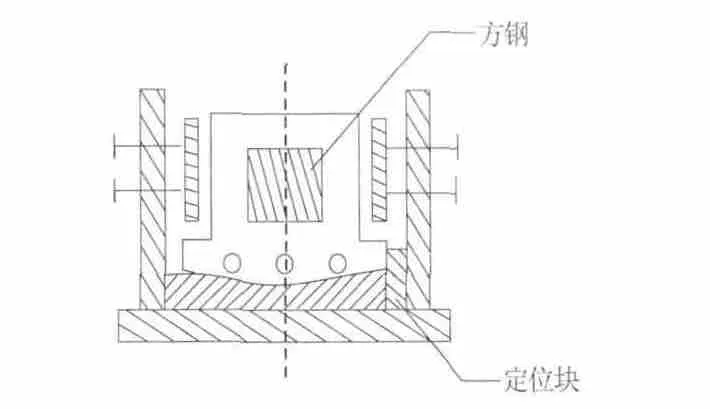
图2 磁极铁心压胎定位方式
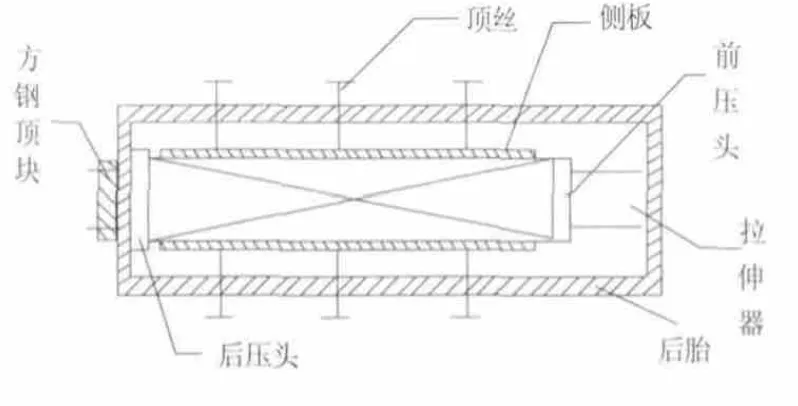
图3 磁极铁心装夹及压紧方式
3 结语
蜀河磁极铁心制造充分结合现有设备能力,通过工艺优化解决了磁极压板加工、方钢加工、磁极铁心装配等精度要求高的难题。目前这两台机组在蜀河电站已全部安装完毕,进入稳定运行阶段,证明机组的制造、安装都达到了预期目的。制定和改进的磁极铁心制造工艺是可行的,能够满足机组性能要求,此工艺方法可为今后贯流机组磁极铁心生产提供有价值的参考。
[1]白延年.水轮发电机设计与计算.机械工业出版社,1982.
[2]田树棠.贯流式水轮发电机组及其选择方法.中国电力出版社,2000.
[3]方日杰.电机制造工艺学.机械工业出版社,1995.
猜你喜欢
华侨大学学报(自然科学版)(2023年1期)2023-01-12
中国铸造装备与技术(2022年3期)2022-05-27
工程建设与设计(2021年13期)2021-10-09
锻压装备与制造技术(2021年2期)2021-07-19
防爆电机(2021年1期)2021-03-29
铁路技术创新(2020年5期)2020-02-25
科学与技术(2019年6期)2019-04-21
上海大中型电机(2017年4期)2017-02-06
石油化工建设(2015年6期)2015-12-01
东方汽轮机(2015年2期)2015-11-02

- 防爆电机的其它文章
- 基于SVPWM 的永磁同步电动机直接转矩控制