
DCS-50小型全自动定量包装机的研制
2013-10-23 12:38邹俊刚李诗龙
武汉轻工大学学报 2013年4期
邹俊刚,李诗龙
(武汉轻工大学机械工程学院,湖北武汉 430023)
目前市场上所用到的包装机是手动或者半自动,还有很多需要按照包装要求进行制袋,给料和称量设备也不精准,包装速度和精度都不好[1]。针对饲料行业对包装机的要求,对市场上现有的饲料包装机进行了调研,研制了一套通用性好、性能稳定、精度较高的DCS-50小型全自动定量包装机。该设备是机电一体化的产品,采用微电脑控制技术,能完成自动给料、称量、夹袋充填、封包等功能。本机也可应用在粮食、化工、食品及医药等行业的小包装。
1 结构及工作原理
1.1 结构
DCS-50小型全自动定量包装机主要由给料部件、振动给料器、称量部件、夹袋机构、供袋张袋装置、皮带输送带、封包装置、上框架、下框架、过渡斗、吸风罩、电控柜和真空系统以及电气控制系统组成。
DCS-50小型全自动定量包装机结构简图如图1所示。给料装置主要由三行程给料机构和电磁式振动给料器等组成。三行程给料机构主要由斗体、三行程气缸、三开度弧形截料门、上法兰和上下调节结构等组成。这种给料机构采用自重给料方式[2],装置结构简单,动作安全可靠,通用性好,给料精度高、速度快。三行程给料机构位于上框架顶部,振动给料器位于三行程给料机构和称量部件之间适当位置,两种机构的联合使用会保证给料精度,提高包装精度。
称量部件主要是由称量斗体、活动门体、开关门气缸、称重传感器以及传感器支座等组成。称量部件在给料装置下方,且在过渡斗上方。

图1 DCS-50小型全自动定量包装机结构简图
三行程给料机构、振动给料器、称量部件都固定在上框内。过渡斗用来固定夹带装置,并起到缓冲物料的作用,过渡斗上法兰固定在上框和下框之间,下法兰与夹袋机构相连接。
夹袋装置主要由夹袋斗体、夹袋摇臂、夹袋气缸、张袋机构以及密封装置构成。张袋机构主要由两组分别控制水平方向和竖直方向运动的气缸、真空吸盘、以及导杆组成,通过水平方向和竖直方向运动的结合来完成张袋动作。夹袋机构在过渡斗下方,与过渡斗下法兰连接。
供袋装置主要由存袋箱、取袋气缸及真空吸盘、移袋气缸、电机减速机、主动滚筒、从动滚筒、皮带、伺服电机、光电传感器、送袋手臂、夹持手指气缸和机架及脚杯等组成。供袋张袋装置位于整个机器的侧面,送袋手臂由伺服电机控制90°旋转,将袋子从皮带尾端位置送到夹袋斗下方。
皮带输送机主要由电机减速机、托袋板、主动滚筒、从动滚筒、皮带、皮带托滚、高度调节机构等组成。皮带输送机在夹袋机构正下方,整机的最底部,夹袋机构正下方,另一端在外露整机一侧。
缝包装置由外购折边机和缝包机及机架组成,其中机架上有高度调节装置。折边机整袋口和缝包机封包口位于同一直线,并与夹袋口中心在一直线上。缝包装置位于在输送带外露端后放,且在整机侧边。
真空系统主要有真空泵、流量控制阀、方向控制阀、压力继电器、消音器、真空吸盘、执行气缸、气管等组成。真空系统放置位置可以实际安装情况而定。
电气控制系统包括弱电控制部分和强电控制部分。弱电系统主要是PLC可编程控制器,对三行程给料机构、称量部件活门气缸、传感器、夹带气缸、供袋机构电机、夹持手指气缸、折边机、缝包机等进行时间和顺序控制。强电部分主要是控制真空泵、伺服电机、电磁式振动给料器、皮带输送机。
1.2 特殊机构
夹袋装置结构图如图2所示,张袋机构是夹袋装置中的一个关键机构,对整机的自动化起着重要作用。张袋机构主要有控制水平方向运动的气缸(气缸X)、控制竖直方向运动的气缸(气缸Y)、真空发生器、真空吸盘和张袋气缸固定板等组成。每侧在同一直线上并排有两个双层真空吸盘,其结构如图3。这种夹袋装置结构简单,在夹袋时更具夹持力,不会对包装袋口造成损伤;气密性很好,对于粉尘大的物料,下料时也不会有粉尘散出,而影响包装环境。

图2 夹袋机构结构简图
真空吸盘是一种用来抓取和握持工件的末端执行机构,本机中主要用真空吸盘来取袋和张袋。取袋时真空吸盘主要承受拉力,张袋时真空吸盘要同时承受拉力和剪切力。由于真空吸盘采用硅胶制造和它的他树结构,真空吸盘在吸附过程中具有一定的柔顺性,即使包装袋有一定的尺寸偏差和位置偏差,也能被吸附和脱落[3]。双层吸盘比单层吸盘更具吸附力,更安全可靠。
1.3 工作原理
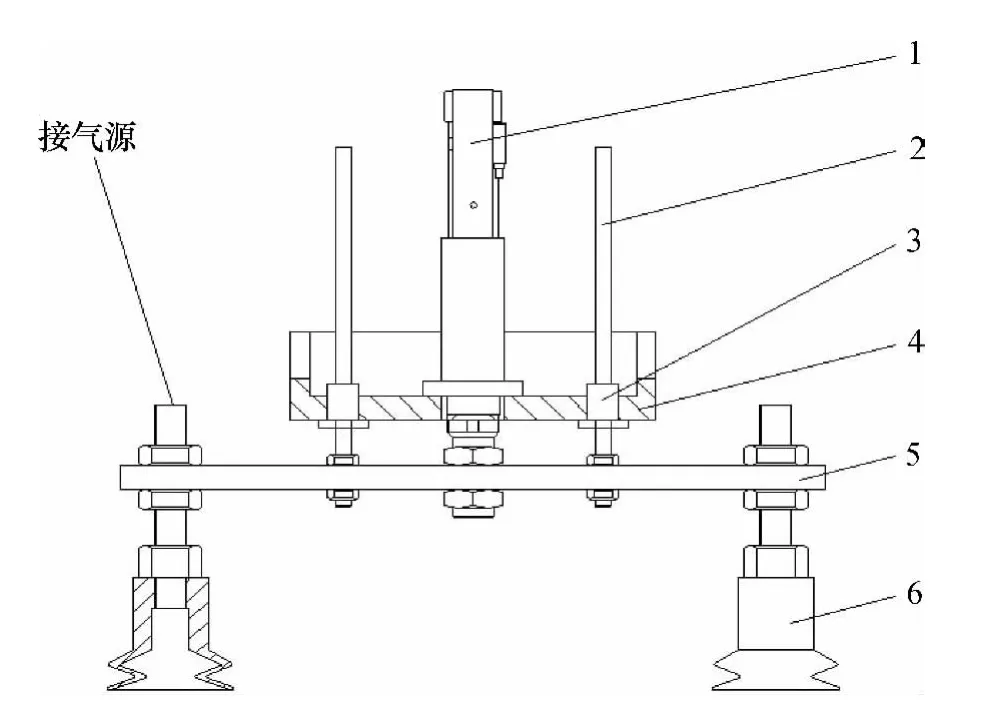
图3 张袋机构结构简图
DCS-50小型全自动定量包装机能自动完成给料、称量、供袋、夹袋、充填、缝包六大工序,工作程序图如图4所示,工作过程主要分两个并行路线来完成,那么整机的工作原理分为两个部分。
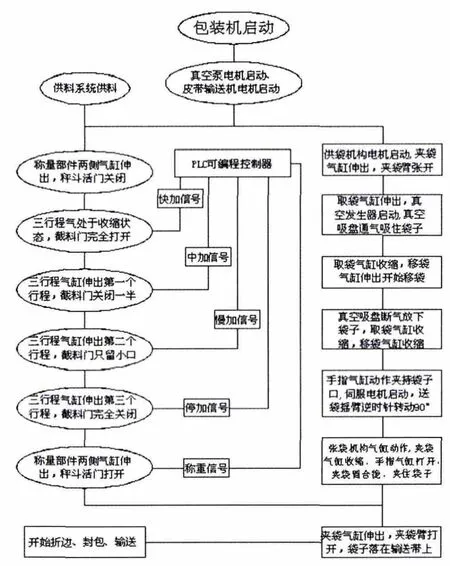
图4 DCS-50小型全自动定量包装机工作程序图
第一部分:人工将一叠平铺的包装袋(大约400个)整齐放在存袋箱中的托板上,按下启动按钮,控制托板升降的电机、皮带电机和真空泵启动,光栅传感器检测包装袋高度后,将信号经PLC传给控制取袋气缸的的继电器,取袋气缸向下伸出,同时真空发生器启动,真空吸盘通气迅速吸附包装袋。取袋气缸向上收缩后,将信号传给控制移袋气缸的继电器,移袋气缸向前伸出,然后真空吸盘断气,包装袋被移送到皮带上,向夹带装置方向移动。与此同时,送袋摇臂处于竖直方向,夹持手指气缸打开。待光电传感器检测到包装袋到一定位置,并且包装袋边缘进入手指气缸开口内时,手指气缸闭合,将信号传给控制伺服电机的继电器,伺服电机主轴转动,送袋摇臂逆时针转动90°,刚好将包装袋送袋夹袋斗体下方中心位置。
此时夹袋气缸伸出,夹袋摇臂打开,张袋机构的气缸X和气缸Y都处于收缩状态。开始夹袋,首先是气缸Y向下伸出,到位后气缸X都向中心伸出,然后真空吸盘通气,包装袋吸住。保持适当时间(例如设定0.5 s)后,气缸X都向两侧缩回,袋子口张开。气缸Y向上收缩,将包装袋提起。气缸Y到位后将信号传给控制夹袋气缸的继电器,夹袋气缸收缩,两侧摇臂向中心合拢,将袋子口夹紧在夹袋斗体外壁上。
至此,第一条路线上的供袋、夹袋动作完成。需要说明的是,每台机器备两个存袋箱,当一个存袋箱的袋子用完之前,提前准备好换存袋箱,保证机器不停止运转,各个动作不间断。
第二部分:供料系统开始供料后,将信号传给控制三行程气缸和电磁式振动给料器的继电器,初始时三行程气缸处于收缩状态。当快加一定时间后(例如设定时间1s),三行程气缸开始伸出第一个行程,三开度弧形截料门开度减小一定角度,此时实际就是中加状态。当称量斗中物料计量到达一定(例如设定为理论计量的85%)时,三行程气缸伸出第二个行程,只留三开度弧形截料门的小口给料,此时实际就是慢加状态。当达到理论计量或者是慢加给料到时间时,三行程气缸伸出第三个行程,三开度弧形截料门完全关闭,停止加料。若三开度弧形截料门完全关闭却计量没有达到理论计量,电磁式振动给料器启动,进行小流量慢加给料,从而更进一步提高给料精度,保证称量精度。当计量达到理论计量时,给料装置的三行程给料机构和电磁式振动给料器都停止给料。并将信号传给控制称量装置活门气缸的继电器,两侧活门气缸伸出,活门打开,开始下料充填。包装填充完成之后,夹袋气缸收缩,夹袋摇臂打开,包装袋落在皮带输送机上。控制称量装置活门气缸收缩,活门关闭,等待下一个循环。
至此,第二条路线上的给料、称量、充填动作完成。接下来就是在皮带输送机上输送过程中依次完成折边、缝包和输送这些后续动作。
需要说明的是,三行程给料机构快加、中加、慢加的时间要依据不同物料、不同上料速度、三行程给料机构到称量装置的高度等因素来设定参数。这些参数包括传感器精度补偿变量、三开度弧形截料门各开门时间、每次开度及开门速度等[4]。同时也要根据这些因素来设定三行程气缸的通气量,从而控制三开度弧形截料门动作快慢。还要设置电磁式振动给料器的振动频率等。
2 主要技术参数
DCS-50小型全自动定量包装机的主要技术参数如表1。
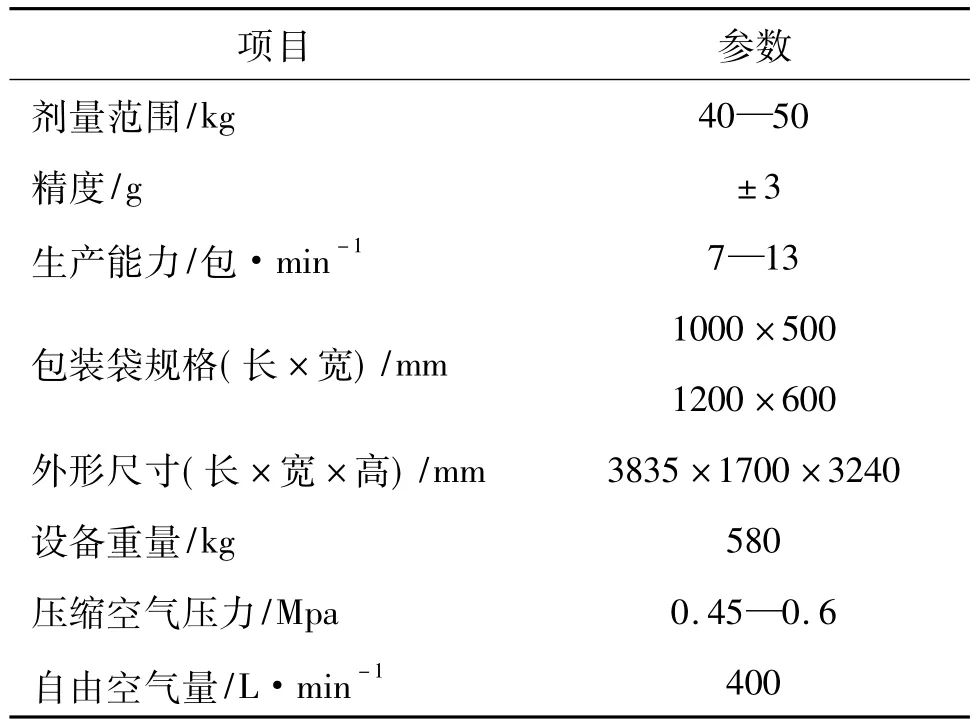
表1 DCS-50小型全自动定量包装机的主要技术参数
3 气动系统
3.1 气动系统组成
气动系统主要由气源装置、执行机构、控制元件、辅助元件四种装置组成。
气源装置即压缩空气的发生装置,其主体部分是空气压缩机。它将原动机(如电动机)的机械能转换为空气的压力能并经净化设备净化,为各类气动设备提供洁净的压缩空气。
执行机构是系统的能量输出装置,如气缸和真空吸盘,它们将气体的压力能转换为机械能,并输出到工作机构上去。
控制元件是用以控制调节压缩空气的压力、流量、流动方向以及系统执行机构的工作程序的元件,如压力阀、流量阀、方向阀等。
在系统中除上述三类元件外,其余元件称辅助元件,如各种过滤器、油雾器、消声器、传感器及管件等,对保持系统可靠、稳定和持久地工作起着十分重要的作用。
3.2 气动系统原理图
DCS-50小型全自动定量包装机气压传动系统如图5所示。

图5 DCS-50小型全自动定量包装机气动系统原理图
3.3 气动元件
DCS-50小型全自动定量包装机气动元件明细表如表2所示。
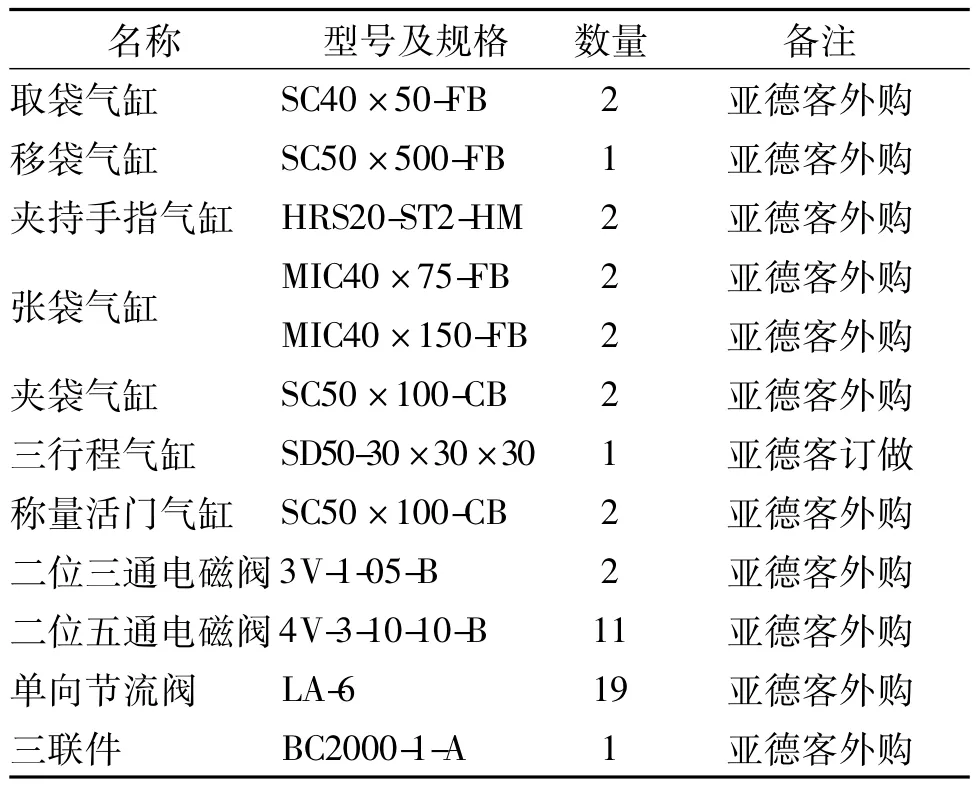
表2 DCS-50小型全自动定量包装机气动元件明细

图6 DCS-50小型全自动定量包装机真空系统原理图
4 真空系统
5 结束语
DCS-50小型全自动定量包装机的真空系统主要由空气压缩机、二位三通电磁阀、空气压力继电器、真空发生器、真空吸盘、气管等组成。DCS-50小型全自动定量包装机真空系统原理图如图6所示。
研制的第一台DCS-50小型全自动定量包装机样机试制表明,该包装机达到了预期工作要求和性能要求,能顺利完成给料、称量、供袋、夹袋、充填、缝包六大工序,能适应多种物料的包装,并且性能稳定、精度较高、可靠性好、操作简单、维护方便,满足了用户需求。
[1]戴宏民.包装机械技术发展趋势及我国的应对[J].轻工机械,2003(4):1-4.
[2]刘俊杰,李国林,杨存志,等.重力式计量包装机的设计与研究[J].农机化研究,2006(06):133-135.
[3]张聪.自动化食品包装机[M].广州:广东科技出版社,2003:156-240.
[4]张兄华,张放.一种三级控制自动定量包装机的设计[J].科技应用,2007(02):29-30.
猜你喜欢
制造业自动化(2022年3期)2022-06-27
包装工程(2022年11期)2022-06-20
花火·绘阅读(2021年1期)2021-09-10
快乐语文(2021年15期)2021-06-15
河北农机(2020年10期)2020-12-14
物流技术与应用(2020年8期)2020-08-28
童话世界(2020年13期)2020-06-15
模具制造(2019年7期)2019-09-25
故事大王(2019年4期)2019-05-14
学苑创造·C版(2019年4期)2019-05-09
