高刚性便携式调平工装设计
2013-10-24 13:09王新宽郑永成朱建平
制造技术与机床 2013年2期
王新宽 郑永成 朱建平 黄 文 吉 方
(中国工程物理研究院机械制造工艺研究所,四川绵阳 621900)
机械加工、产品检验以及装配调试等工艺过程中,需要使用大量的工装夹具,以实现对工件的可靠夹持和定位。工装的性能较大程度地影响着工件和产品的加工质量,高效、高可靠性的工装可以极大地提高机械加工和检测的效率[1]。近年来航空航天领域中大量用到高精度的光学元件,为保证这类元件的面形精度,目前国内外普遍采用精密及超精密加工的方法进行制造。平面光学元件作为超精密加工的重要对象,对其进行可靠、方便地夹持和调平是后续加工工序的基本前提。当前许多工装夹具多采用机械夹持的方式进行装夹,效率低下,容易造成工件的变形,并且机械夹持方法对一些薄型元件难以奏效,为保证加工精度和生产效率,必须寻求快捷可靠的夹持方法。
满足调平精度需要是对调平工装的基本要求,许多工装工作平面的调平是通过调节工装上的调节螺钉或可调支座来完成,由于在调平过程中需要调节不同的支撑点以及存在制造误差,将会导致同一平面内不同调平方向相互影响和干扰,即调平耦合,致使调整工作出现反复,制约了调平的效率[2-3]。针对传统工装夹具存在的不足,本文介绍了一种新型结构的调平工装,既可采用真空吸附方式夹持工件,又可采用机械夹持方式夹持工件,能够实现多种口径的圆形及方形光学元件的高效、高可靠性装夹,采用的调平方法具有良好的解耦作用,能够快速地实现对工件加工表面的调平。整套工装夹持可靠、调平精度高、拆装方便,显著提高了机床的加工效率,其进一步应用对平面光学元件的超精密加工具有重要的现实意义。
1 调平工装结构设计
调平工装的结构如图1所示,整套工装的外形为回转体型,上盘7侧面圆周均布开设4个真空吸附气道,上表面设有环形气路并由气路密封钉5进行密封。上球凸9和下球凹6分别通过螺钉同上盘7和下盘4紧固,上球凸外球面和下球凹内球面经过研磨处理,球面副接触良好,工装装配完成以后上盘和下盘之间留有足够的调整间隙。工装的上盘表面经过精密磨削用以承载工件,具有较高的平面度。该工装的调平功能主要通过调整调节螺钉来完成。

2 装夹和调平方案
2.1 工装夹持方法
传统夹具的夹持方法单一且多采用机械夹持方式,效率较低,难以满足不同面形、不同规格工件的装夹需求。本工装采用真空吸附作为主夹持方法,能够快速地完成对各类光学元件的可靠夹持,真空吸附可以平稳地夹紧工件,又不易对被装夹工件的表面造成损伤,非常适合于夹持厚度较薄、表面光滑的金属和非金属元件,为后续的切削、磨削、抛光等机械加工任务奠定良好的基础[4-6]。
具体实施方式如图1所示,工装装配完成以后要牢固地联结在机床工作台上,真空吸接头8同气源管连接以提供系统所需吸附力,气道密封钉2要密封良好防止漏气。工装上盘7表面开设有多道环形气路,工件在上盘表面的位置确定以后,没有被工件覆盖到的气路必须通过气路密封钉5进行密封以确保吸附力的稳定,被工件覆盖的任意两环形气路之间需加装密封圈,调整完毕后开启气源,工件即被牢固吸附。
一些薄型元件经真空吸附以后可能产生变形,此问题可以通过灵活调节吸附力来解决,根据工件加工精度的需要以及加工过程中切削力的实际状况,调节气路中真空度的大小即可增大或减小对工件的吸附力,从而控制工件的吸附变形。工装还设计有呈周向均匀分布的4个机械夹持块3,机械夹持块为辅助夹持机构,可根据需要使用并可灵活调整其夹持范围,主要用来夹持大尺寸的光学元件或方形工件,配合真空吸附使用以确保工件得到可靠的装夹和定位。
2.2 工装调平原理
工件在工装上盘上装夹完成以后,其调平的实现主要是基于升高低点调平原理。升高低点调平技术原理简单,控制效果好,即通过不断调高较低的支撑点直至各支撑点高度相同。该方法的技术关键是如何确定各支撑点应该升高的高度,以及采取何种措施来精确控制各低支撑点的升高量[7]。本工装主要通过千分表打表的方法来确定各低支撑点的升高量,通过调整细牙调节螺钉13来精确控制各支撑点升高的高度。整套工装共设置有4个调节螺钉并呈周向均匀分布,其中相邻成90°分布的2个为主调节螺钉,其余2个起辅助调节作用。
调平过程中,为减少反复以提高调平效率,需要对不同的调平方向解耦。该工装的两调平方向在水平面内互相垂直,较好地避免了传统三点调平各支撑点之间的相互干扰,减少了反复,调平时先调平一个方向,再调平另一方向。通过千分表打表找到某一方向的低点之后,则定该低点处的细牙调节螺钉为该方向的主调节螺钉。调整调节螺钉13时,螺钉球面端顶紧嵌环1并被限位,促使调节螺母12带动上盘反向升高直至达到所需的升高量,该方向即被调平。互相垂直的两方向均被调平后,通过锁死4个带有球面垫圈的锁紧螺钉11把上、下盘紧固联结,水平面内的调平即告完成。本套工装具有以下突出的优点:
(1)上盘和下盘采用球面副接触配合,具有较好的支撑刚性,球面副的良好顺应性还可确保调平的快速实现。
(2)装置中配置了拉力弹簧10,拉力弹簧始终处于拉伸状态,在保证球面副良好接触的情况下,还可消除调节螺纹的反向间隙,确保调平的可靠性。
(3)机床工作台在高转速、紧急启动及停止的情况下会产生较大的振动或冲击,可能造成调节螺钉的松动。针对这一问题,工装中设计了防松螺钉14,用以使调节螺钉13的部分螺牙产生轻微变形并被扣死,起到反向自锁的作用,避免了螺纹的松动,保证工装使用中的高可靠性。
(4)该工装既能够满足较小口径元件的夹持和调平需要,又能够实现大口径的方形及圆形工件的装夹和调平,功能较强。整套工装结构简单、气路简洁、重量轻便,还可实现整体拆装,装夹效率高。
3 工装变形仿真分析
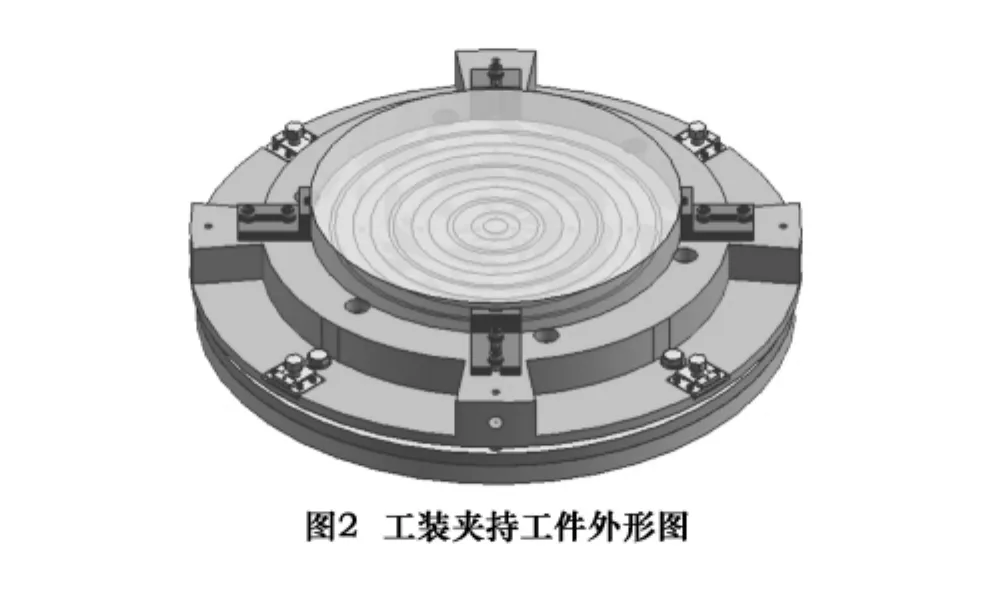
有限元分析作为一种较为成熟的数值计算方法,其在机床零部件的结构强度、刚度以及模态分析等领域得到了广泛的应用。本文利用ANSYS有限元分析软件对调平工装夹持工件后的静态和动态变形情况进行了仿真分析。图2所示为工装夹持口径为φ400 mm元件的外形图。
仿真分析时,涉及到的载荷主要包括重力、大气压力、真空吸附力、工装旋转产生的离心力以及调节螺钉球面端和嵌环之间的相互作用力,在调节过程中,由于锁紧螺钉只起到联结上盘和下盘的作用,其螺纹拉力较小,计算时不予考虑。调平工装各零部件的制备材料为硬铝,调节螺钉和锁紧螺钉均由不锈钢制作,工件为K9玻璃,各种材料的相关参数如表1所示。
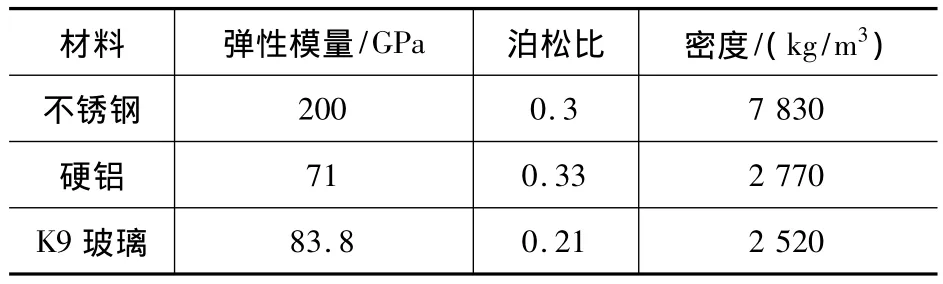
表1 材料参数
该调平工装的工作平面为上盘表面,主要承受竖直轴向载荷,因此工装的径向变形十分微小,可以忽略。计算时重力加速度取9.8 m/s2,工装旋转速度为400 r/min,换算成角速度为41.9 rad/s,根据实际经验,调节螺钉压力定为100 N,真空吸具工作时内部压强为48 kPa,则工件所受的内外压强差为58 kPa。图3为工装在静态即只在重力作用下的变形云图,显然静态情况下工装的最大变形量发生在调节螺钉处,这是由于该区域处于工装上盘的边缘,厚度较薄,且此时调节螺钉所受嵌环的压力为所有载荷中的主要载荷,因此导致该处出现相对较大的变形。但由变形云图可知其最大变形量小于0.6 μm,变形量较小,这表明该调平工装具有良好的静态刚度。图4为工装旋转时即在离心力作用下的变形云图,最大变形依然发生在4个调节螺钉处且变形量为1.1 μm,变形量仍然较小,这应该归功于工装良好的结构特性及其减重措施,保证了工装在运动过程中具有较强的抵抗变形的能力。

调平工装在使用过程中,主要依靠真空吸附夹持工件,由于工装的上盘设计有多条气路,因此工装在真空吸附力的作用下会产生一定程度的变形。图5为只考虑真空吸附力作用情况下工装的变形云图,图6为所有载荷共同作用下工装的变形云图,很明显,此两种情况下工装的变形很类似,最大变形均产生在工装上盘的中心区域,可以推断该变形主要是由真空吸附造成的,即真空吸附力是造成工装相对较大变形的最关键因素。由变形云图可知,考虑所有载荷的影响,工装在动态下的最大变形量仅为11.9 μm,且以工装中心点为圆心的各同心圆在圆周上的变形量基本一致,工件的调平精度几乎不会受到影响,因此能够满足精密加工中的使用要求。即便在超精密加工过程中,亦可以根据工件的加工精度需要灵活调整真空度的大小,或者采取其他补偿措施来减小工装和工件的吸附变形,确保该调平工装在超精密加工中的使用性能。

4 结语
本文提出了一种新型结构的调平工装,既可采用真空吸附方式夹持工件,又可采用机械夹持方式夹持工件,能够实现对多种规格圆形及方形工件的可靠装夹。工装的调平原理基于升高低点调平技术,使用过程中发现该方法较好地避免了不同调节方向的相互干扰,能够快速地完成对工件加工表面的调平。利用ANSYS有限元分析软件对调平工装在静态和动态下的变形情况进行了仿真分析,仿真结果显示该工装的变形量较小,这与实际的使用情况相吻合,表明该工装具有优良的静态和动态刚度。
[1]陈焕明.焊接工装设计基础[M].北京:航空工业出版社,2004.
[2]甘永立.形状和位置误差检测[M].北京:北京国防工业出版社,1995.
[3]史厚强.基于三点支撑的仪器调平[J].仪器仪表学报,2004(8).
[4]李明,吴志勤.薄板零件机加工的夹具设计[J].电子机械工程,1999(7).
[5]陈凡,周继.真空系统的改进设计[J].液压与气动,2002(10).
[6]梅飞.真空吸附夹具的有限元分析和优化设计[D].南京:东南大学,2005.
[7]任作新,张艳兵,姚舜才.升高低点调平技术研究[J].华北工学院学报,2004(10).
猜你喜欢
矿业科学学报(2022年2期)2022-01-11
芜湖职业技术学院学报(2021年3期)2021-10-20
科学与信息化(2020年10期)2020-06-19
科学导报·学术(2018年11期)2018-10-21
农业工程学报(2018年14期)2018-08-10
专用汽车(2018年7期)2018-07-24
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年4期)2017-06-22
航天工业管理(2017年4期)2017-05-12