
基于组态技术的自动检测站监控系统的设计
2014-02-11 03:47余峰浩
机电工程技术 2014年12期
余峰浩
(武汉船舶职业技术学院,湖北武汉 430050)
基于组态技术的自动检测站监控系统的设计
余峰浩
(武汉船舶职业技术学院,湖北武汉 430050)
介绍了MPS自动检测站的基本结构和功能,给出了基于组态王软件的该站监控系统的详细设计。该监控系统不仅能对自动检测站的工作过程进行同步动态模拟演示,而且还可以实时显示其工作状态、工件信息检测结果等,并对该站运行进行控制。
组态技术;监控系统;自动检测站;组态王
0 引言
自动检测站属于MPS模块化生产加工系统中的一个工作站,该站主要功能是对送往本站的待检测工件进行颜色、材质(区分金属和非金属)以及工件高度进行检测(判断合格与不合格),运行过程中需要保存工件的类型,统计合格与不合格工件的数量等,这用传统的按钮和指示灯来实现,既不直观,也难以实现,如果使用组态技术,在触摸屏或上位机上进行监控,就很直观,也易于实现。本文介绍利用北京亚控的组态王6.53版软件在上位机上设计组态监控系统,实现对检测站的运行过程进行同步模拟动画演示,对运行状态和工件检测信息结果进行显示,利用设计的操作面板可以实现对检测站的运行进行控制。
1 自动检测站的结构
自动检测站主要由工件平台及其提升机构、工件颜色及材质检测组件、工件高度检测组件、推料机构和工件滑槽等组成。如图1所示,工件平台提升机构主要由1个无杆气缸组成;工件及材质检测组件主要有1个漫射式光电开关、1个电感式接近开关和1个反射式光电接近开关(判断工件平台上有无工件)组成;工件高度检测组件主要由直线位移传感器及其变送器组成;推料机构主要由1个直线气缸及推料杆组成。
2 自动检测站的功能
自动检测站接收上一站送来的待检测工件,对其颜色(黑或白)、材质(金属与非金属)属性进行检测,并加以保存,检测完成后将工件提升至高度检测工位,进行高度测量,根据事先设定值决定工件高度是否合格,如果合格,则将其直接推出至滑槽;如果不合格,则工件平台下降至底端,将工件推出至废料槽。本站设有操作面板,可对其运行进行控制。

图1 自动检测站结构组成图
3 自动检测站组态监控系统设计
组态监控系统设计一般按以下几个步骤来完成。
(1)监控系统画面设计
根据本站监控系统的要求,将主画面设计为四个区域,即:模拟运行演示区、运行状态监视区、工件信息统计区和操作面板区,每个区域具体设计内容如图2所示,其中模拟运行演示区可以与设备同步动画演示。主画面右上角显示当前日期与时间。
(2)组态软件与PLC通信端口设置
组态画面的实时信息采集与运行控制,以及模拟动画演示均是组态软件通过与PLC通信进行数据交换来实现的,因此需要对其通信端口进行设置。打开组态王软件的工程浏览器页面,在左侧的“设备”选择COM1口,点击右边的“新建”图标,出现如图3所示设置页面,依次选择PLC→西门子→s7-200系列→PPI,然后点击下一步,指定添加设备的名称(可以自行设定),接着点击下一步,指定通信端口为COM1口,继续点击下一步,设置与组态王通信的PLC端口地址,这点很重要,确保与PLC相应端口实际地址一致,否则组态王与PLC可能通信不成功。
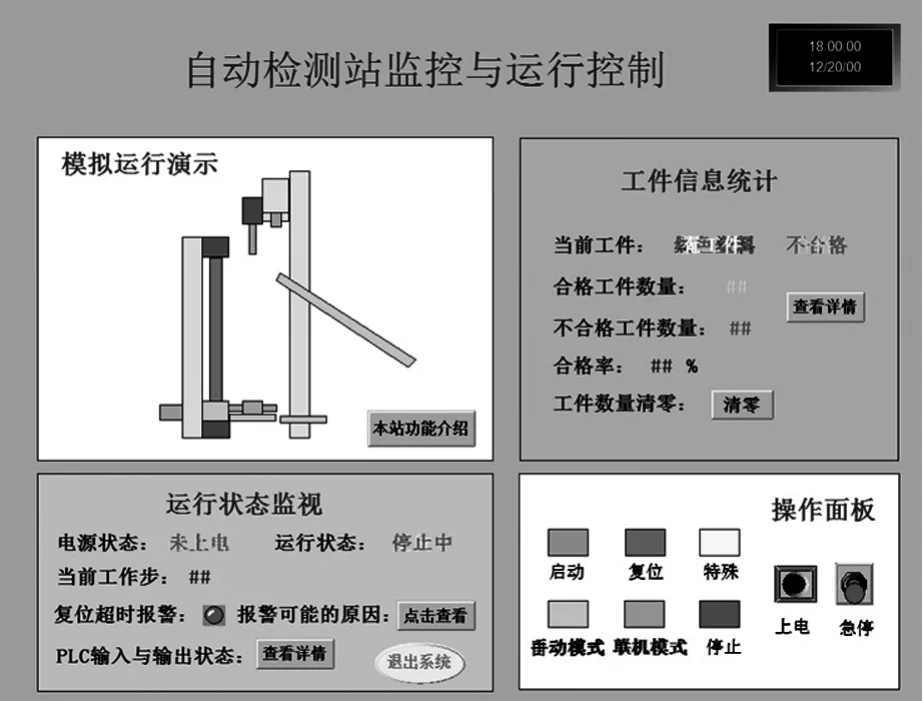
图2 自动检测站监控与运行控制主画面设计

图3 设备配置向导-选择设备
(3)在数据词典中定义变量
组态王与PLC通信用的所有变量均在数据词典中定义,包括有监控状态所需数据变量、操作面板控制设备运行所需数据变量以及动态模拟演示中所需动画设计而定义的变量。整个变量可整体分为I/O变量和内存变量,需要读或写PLC数据的定义为I/O变量,仅在组态王内部使用的定义为内存变量。图4为数据词典中定义的部分变量截图。
(4)动画设计
本站监控系统中涉及到的动画连接设计内容很多,也是整个设计的重点部分,它既包括模拟运行演示部分的各个部件的动画设计,也包括各状态指示灯、文字说明的动态显示等。
模拟运行演示部分涉及到的动画连接设计部分,主要类型有隐含、水平移动、垂直移动、颜色填充等。以待检测工件为例说明其动画设计,如图5所示,共有5种动画属性需要设置。线属性设置的是工件对象外轮廓颜色,填充属性设置的是根据工件类型不同显示不同的颜色,水平移动设置的是工件被推出时的水平移动,垂直移动设置的是工件随工件平台上升和下降的动画显示,如图6所示为垂直移动属性设置,发生移动动画需关联表达式(变量)和设置移动距离及对应变量的值,然后在应用程序命令语言里编写该变量的值随着条件发生变化的命令,如图7所示。
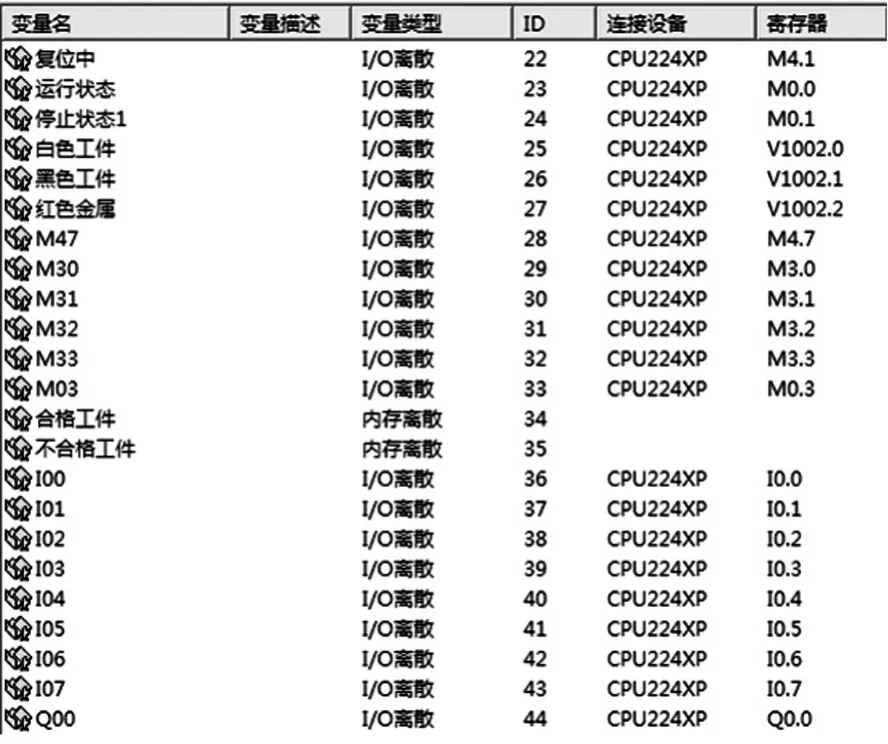
图4 数据词典中定义的变量(部分截图)
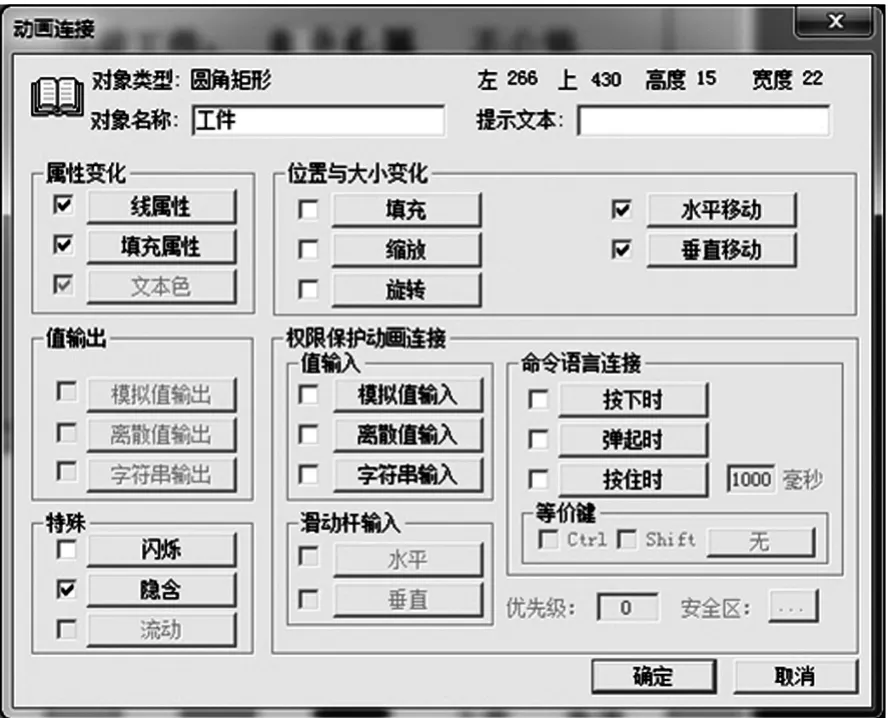
图5 工件的动画连接设置
工件信息统计中涉及到的动画连接设计主要有文字的隐含属性设置、变量的模拟值输出、按钮点击弹出新窗口等。由于篇幅有限,以合格工件数量显示为例来说明动画设计,合格工件数量连接的变量是1个I/O整型变量,动画连接时设置模拟值输出,它的值来自于PLC的VW600,在PLC程序里将合格工件的数量值传送至VW600即可,其梯形图程序如图8所示。
运行状态监视区的动画连接设计主要有文字的隐含属性设置、字符串型变量输出、按钮点击弹出新窗口等。

图6 工件的垂直移动动画属性设置

图7 工件垂直移动的命令
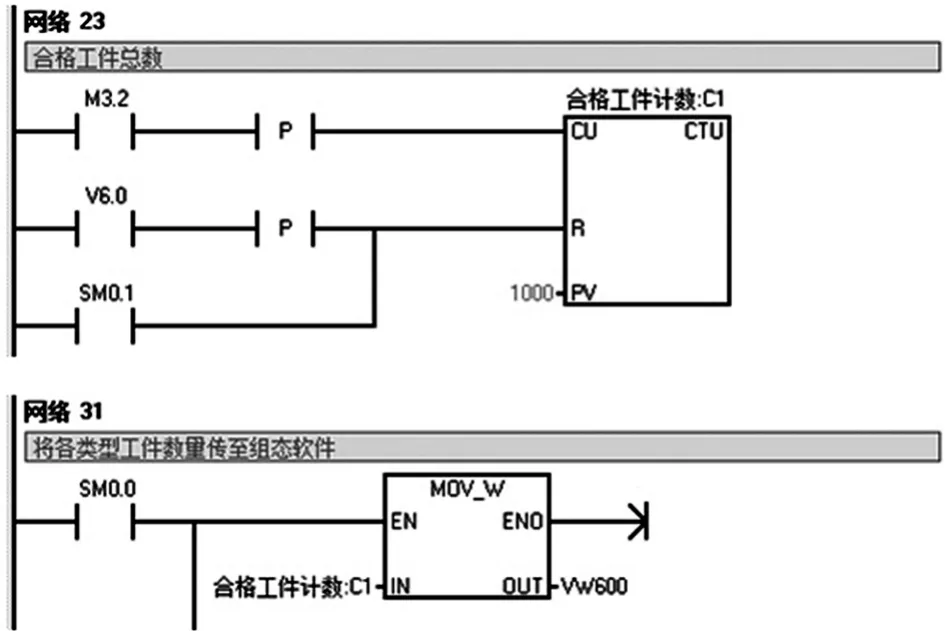
图8 合格工件数量传送至组态王的PLC程序
操作面板区的动画连接设计主要是各按钮按下与弹起时的命令编写。以绿色的启动按钮为例来说明,当按钮按下时命令语言写:“\本站点启动按钮=1;”,当按钮弹起时命令语言写“\本站点启动按钮=0;”即可,而启动按钮这个变量定义的是I/O离散型,与之连接的PLC变量为V5.0,要想实现在组态王里点击启动按钮而能启动设备,必须将该变量的值通过V5.0传送至PLC程序里,在PLC程序内将V5.0与启动按钮I2.0并联即可。
(5)运行调试
在组态王全部画面和动画连接设置、应用程序命令语言等设计完后,运行组态王使之与PLC联机,对所设计的内容进行运行调试。图9和图10为部分运行结果截图。

图9 工件正在进行高度检测

图10 查看已检测工件详情
4 结束语
文中基于组态王6.53版软件设计的自动检测站监控系统,界面友好,显示内容丰富,操作简单,可以很好地完成该站的模拟运行演示、运行状态监视、工件信息统计以及对设备的运行操作等功能,对于学习基于组态技术的自动化设备监控系统设计有很大参考价值。
[1]何用辉.自动化生产线安装与调试[M].北京:机械工业出版社,2012.
[2]王春生.MPS供料检测站的组态监控系统的设计[J].机械制造与自动化,2009(3):40-42.
[3]陈天炎.基于KingView的MPS组态监控系统设计[J].闽江学院学报,2012(5):69-73.
Design of Monitoring System Based on Configuration Technology for Automatic Detecting Station
YU Feng-hao
(Wuhan Institute of Shipbuilding Technology,Wuhan430050,China)
This paper introduced the basic structure and functions of automatic detecting station of MPS,and described the detail design of the monitoring system of this station based on the KingView.This monitoring system not only showed a synchronised simulating demonstration system,but also displayed the working state and detection result of the workpiece information in real time,and can implement operational control of the station.
configuration technology;monitoring system;automatic detecting station;KingView
TP277
:A
:1009-9492(2014)12-0186-04
10.3969/j.issn.1009-9492.2014.12.048
余峰浩,男,1978年生,湖北鄂州人,硕士,讲师。研究领域:机电控制技术应用。
(编辑:王智圣)
2014-06-10
猜你喜欢
河北农机(2020年10期)2020-12-14
哈尔滨轴承(2020年2期)2020-11-06
电子制作(2018年19期)2018-11-14
电子制作(2018年9期)2018-08-04
凿岩机械气动工具(2017年2期)2017-07-19
电子制作(2017年23期)2017-02-02
光学精密工程(2016年1期)2016-11-07
工业设计(2016年11期)2016-04-16
中国铸造装备与技术(2015年5期)2015-12-10
武夷学院学报(2015年3期)2015-07-18
