货车承载鞍标样比较法自动检测设备的研发
2014-05-04 03:39许广立
铁道机车车辆 2014年2期
许 竞,王 斌,许广立
(北京华信邦威自动控制设备有限公司,北京101118)
我国铁路货运重载、提速得到快速发展,在全国各货车检修段所承担的任务中,基于D轴的转K2型、转K4型及基于E轴的转K5型、转K6型等转向架承载鞍占据主导地位,对承载鞍的运用检修质量提出更高的要求。但目前货车检修现场,承载鞍检测仍使用落后的技术装备,与转向架其他部件检修设备的技术差距越来越大,已经成为货车检修的薄弱环节。
承载鞍安装在货车转向架轮对滚动轴承和侧架导框之间,传递轮重动载荷和轮轨冲击载荷等,承担着轮对轴承座的作用。承载鞍与轴承装配情况见图1。
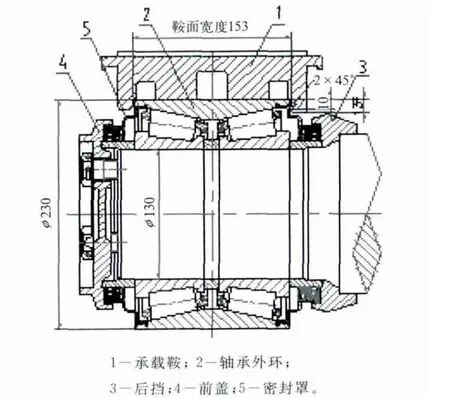
图1 承载鞍与双列圆锥滚子轴承装配示意
承载鞍各工作面与侧架对应面相互摩擦,具有一定的减振作用,也必然产生工作磨耗。根据设计和安全运用要求,铁路部门制定“铁路货车段修规程”标准,规定货车段修时,必须对各工作面进行检测,超过限度时修复或更换新品。承载鞍作为轮对支撑的活动支点,同时具有传递轮重载荷和防护滚动轴承的双重功能,是无轴箱体货车转向架的重要部件。
目前承载鞍检修没有配备适用的检测设备,仍依据TB/T 2884-2006《铁道货车承载鞍专用计量器具》规定的检测工具和方法,对各工作面采用专用量块、样板和检查尺等计量器具,进行手工检查。近年来伴随转向架承载鞍品种的增加,样板数量相应增多,落后状态越显突出。
近年来铁路部门和有关技术单位,对开发承载鞍检测设备进行了反复探索和试验。几年前,国内曾有几次申报货车承载鞍检测设备“技术专利”的请求,并在期刊上发表研究论文等,其方案结构形式各异,对该项目的研发做出不懈努力;铁路外科研单位也曾进行如“基于视觉原理的承载鞍磨耗自动检测系统”的研究、试验等,但由于存在现场技术适用性、检测精度与通用性等问题,没有达到应用的效果。
针对以往项目研发的存疑和难点,提出项目需要解决的课题有:
①确定各型承载鞍工作面的原型基准尺寸标准,提供实体标准样块(简称“标样”),采用标样和工件对比的检测方法,直观完成对工件磨耗量的检测;
②采用合理的工件定位方式和基准,开发精密的工件输送机构,为实现在一个工位上完成集中检测创造条件,使标样与工件检测在同一条件下对比,获得真实可靠的检测结果;
③开发专用的检测技术方法和相关处理软件,解决鞍面圆弧直径检测等技术课题;
④针对各检测部位特点,进行检测模块创新设计,有效解决工件检测空间狭小、形状复杂的难题;
⑤开发专用的检测传感器系统,提高检测精度,解决现场适应性和便于微调定位等特殊要求;
⑥选用先进电气、气动元件和滚珠线性滑轨运动部件,确保检测模块定位准确,满足检测质量要求;
⑦采用模块化设计,使检测模块可进行三维空间的位置转换和定位,实现多品种通用化检测需要;
⑧解决设备程序自动化和检测系统信息化等机电一体化开发,实现每分钟内检测一件的设备能力。
采用标样比较法的承载鞍自动检测设备开发项目始于2005年,为成都东车辆段转向架流水线技术改造配套,开发用于转8A/型转向架承载鞍的自动检测设备。首次采用标样比较法对承载鞍进行检测;应用测量固定弦高度的方法检测鞍面直径;测量探头采用“电涡流非接触位移传感器”组成的检测模块等。完成了对转8A型转向架承载鞍的自动检测,取得初步成果。交付用户后,由于该设备检测品种单一、传感器预留间隙调整困难等,未能长期使用。
2011年确定对本项目继续开发。适逢铁路货运发展和铁路体制改革的关键时期,该项目并未获得科研立项,由研制单位利用技术优势进行自主研发,并广泛寻求与铁路用户合作,尽快取得成果。方案设计首先确定通用化目标,满足对转K1~转K6等各种型号承载鞍检测;结合现场实际确定采用程序控制、按钮操作,自动完成工件送料→定位输送→集中检测→自动出料→不良品自动分离等各道工序总体布置;根据标准化、模块化设计需要,落实所选用的先进机电产品配套件,提高设备精度和整机性能;协作开发专用“差动变压器式接触位移传感器”和变送器设备;系统由工控机和PLC可编程控制器联合控制,工控机完成传感器数据采集、A/D转换和运算处理,触摸屏显示,语音发布检测结果,具有信息存储和查询、打印输出功能,具有HMIS网络接口等。
完成对设备硬、软件技术设计,并解决试制中工艺技术问题,样机于2013年初试制完成;5月完成设备硬、软件调试和出厂试验,完成设备技术专利申报和技术文件归挡等。为与有关部门合作,申报项目鉴定申请,开展设备现场运用试验,完成新设备技术评审和标准审查工作提供条件。
1 新型承载鞍自动检测设备的原理和方法
1.1 采用工件与承载鞍标样对比的检测技术方法
承载鞍检测的标准依据是“铁路检修规程”规定的磨耗限度,磨耗量是与原产品设计尺寸相比较而确定的。本方法是首先制作精确的原产品标样,其材质和形状与承载鞍相同,检测部位的尺寸与原型承载鞍设计图尺寸相同,但制作精度提高1~2级。设备在对工件检测前,首先对标样按标定程序进行标定,设备对标样各部位尺寸进行检测处理和保存;当后续工件进行检测时,以标样标定的数据为基准进行比较运算,直接获得各工作面的磨耗量数值及检测结果。该标定数据在下次标定前自动保存,连续使用。各型标样与其段修限度标准对照数据见表1。
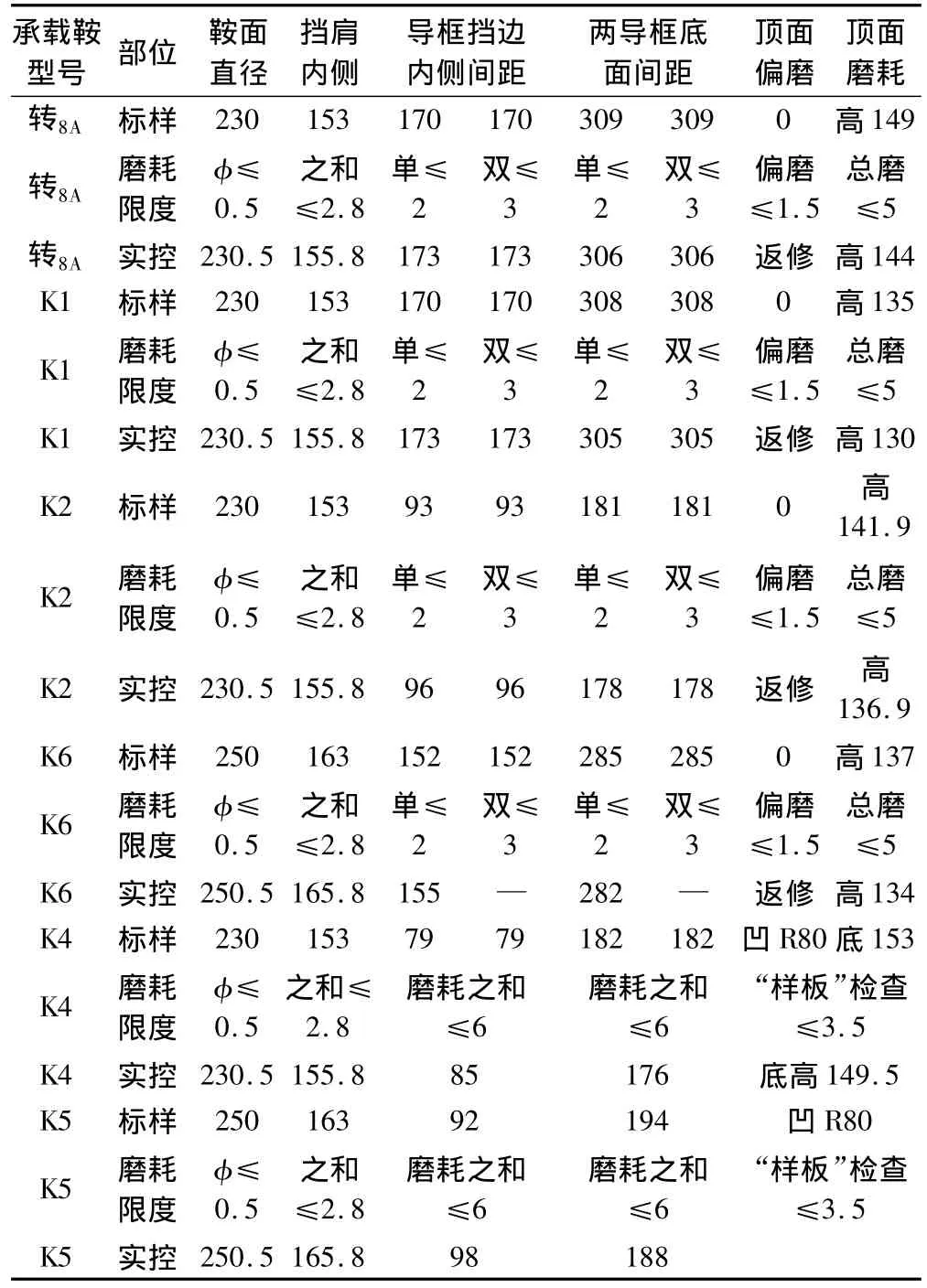
表1 各型承载鞍标样及段修规程磨耗限度对照表mm
标样对比法的优点:
①可以直接获得“铁路货车段修规程”中要求的工作面磨耗量数据,结果真实可靠;
②由于标样制作精度高,除可检测各工作面磨耗量外,还可以检测到每个工作面位置变化情况(即形位误差),实现对工件质量的全面控制;
③对标样进行标定的同时,也对检测设备的状态进行校核,根据工控机标定界面显示的传感器预压缩量数据(见图6),窗口自动显示判断结果,各预压缩量在规定范围时,显示标定成功,否则需要调整触头位置重新标定确认。其实质是对设备的诊断和确认,从而保证设备处于正常工作状态。
对标样各检测面的制作误差,一般小于段修磨耗限度值的5%,表面精度比原设计提高2个等级;各型承载鞍标样的检测面尺寸设计,纳入“承载鞍检测设备技术条件”,需经有关专家审定通过;标样制作后需经标准计量部门检测合格,开具证明,同设备一并交给用户保管。
1.2 承载鞍鞍面圆弧直径检测原理和方法
见图2,在鞍面检测模块中部设置高精度接触传感器和固定弦模块,固定弦模块为工具钢淬火后,经磨削精加工制作,两侧刃口宽为:2K=130 mm,具有定位和检测双重功能,传感器触头顶点与固定弦线的垂线距离长度由X表示(弦高),鞍面圆弧直径由Y表示;则由等比关系得:K2=X(Y-X).建立:数学模型(双钩函数);由计算机专用软件运算,可以由X值得到鞍面直径Y值。所选取固定弦长为130 mm,基本包括轴承主要受力圆弧面。当Y=230 mm(D轴型)时,检测基准值X=20.13 mm;当Y=250 mm(E轴型)时,检测基准值X=18.23 mm;当中部高精度接触传感器量程范围为3 mm时,可以控制检测直径Y值在230 mm和251 mm之间通用,简化了模块调整;在此范围内,增量△Y值约为增量-△X值 的8~10倍,所选用传感器精度达到微米级,可使鞍面圆弧直径检测精度达到约0.01 mm的精度要求。
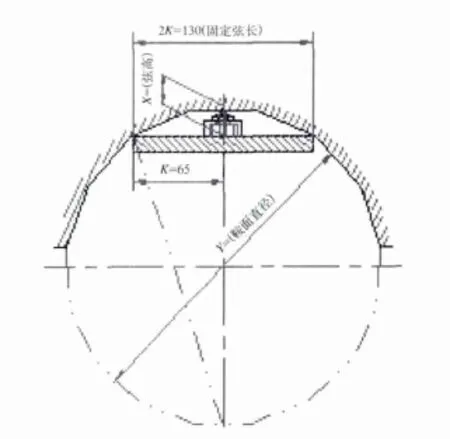
图2 鞍面检测图示
如前述,工件检测前首先用标样进行集中检测标定,其中包括对Y值的标定;当工件检测时,所得到△Y值,即为鞍面磨耗量数值。
1.3 采用集中检测技术
图3所示为设备采用集中检测系统的主截面图,承载鞍由件1定位输送,将其准确送到鞍面定位检测模块上方(件2),并由鞍面模块将其顶起,完成鞍面定位,当精确定位后的工件继续顶升,将工件送入集中检测位置,直至顶点位置,完成全部集中检测工作。实现集中检测的必备条件:①保证工件定位和输送的精度;②保证各检测模块工作位置准确;③构件之间留有足够安全距离,防止发生机构干涉。集中检测技术的实施,也为采用标样比较法提供了有利条件。
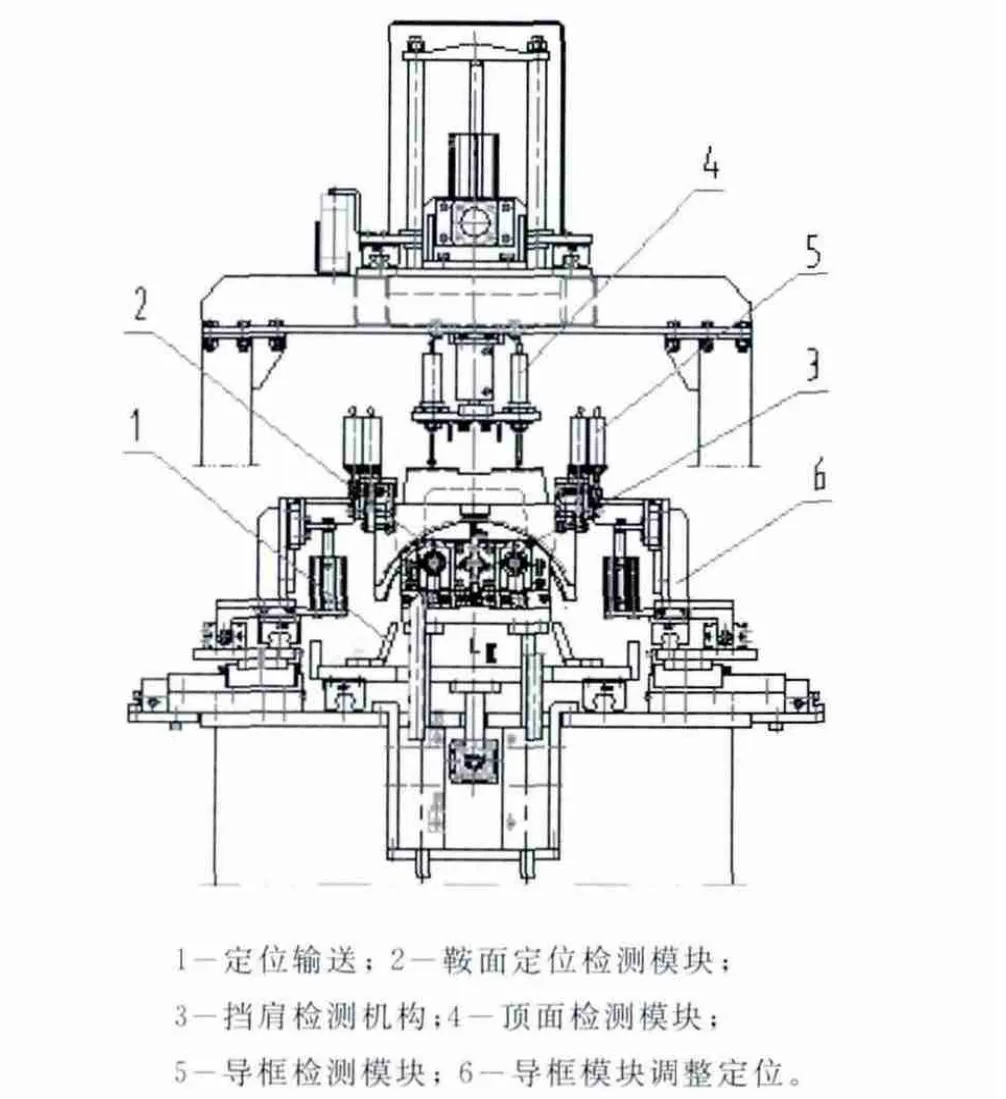
图3 集中检测系统截面图
1.4 承载鞍顶面检测方法
图4表示12组传感器检测位置分布情况,其中顶面和磨耗检测装置由L10、L11及L123组传感器及位置调整机构组成。如前述,当中心鞍面定位检测模块将工件顶起到终点,触头向下的3组传感器完成对顶面的数据采集。其中L11和L10可以检测顶面偏磨:当两触头之间距离为B=80 mm(常数),承载鞍工件顶面宽度为C(mm)(变数),则两组传感器检测数值之差,再乘以比例系数C/B,即为顶面检测偏磨量,系数C/B根据不同型号顶面尺寸换算求得并保存;由3个传感器检测值的平均值,可决定顶面总磨耗量大小。计算机按专用软件计算检测数据,并按表1磨耗限度值对号入座自动判断检测结果。
1.5 挡肩内侧面磨耗的检测方法
在图3显示件2的鞍面定位检测模块上,设计有挡肩检测外卡钳模块,卡钳模块由前后对应的两个等臂杠杆机构组成,杠杆上端制成外卡钳触头,下端与位移传感器触头相接触,当件2顶升时,卡钳触头伸入挡肩内侧,两触头位移等效传递给模块内部的传感器(L2及L3),完成挡肩磨耗的检测。
1.6 承载鞍导框磨耗检测方法
如图4所示,导框的6个工作面,与工件水平方向呈垂直位置,由L4,L5及L6,L7组成两对外卡钳,检测导框内侧磨耗;由L8,L9组成内卡钳,检测左右导框底面磨耗。每个传感器组件由等臂直角杠杆机构和位移传感器组成(见图3),直角杠杆垂直杆向下,杆端设有轴承滚轮,可伸入导框内并沿工作面滚动;水平杆端部与触头向下的传感器接触。当件2顶升时,由各轴承滚轮的水平摆动位移,可以检测到各工作面的位置变化量,并分别等效传递给对应的传感器,完成磨耗量的检测。
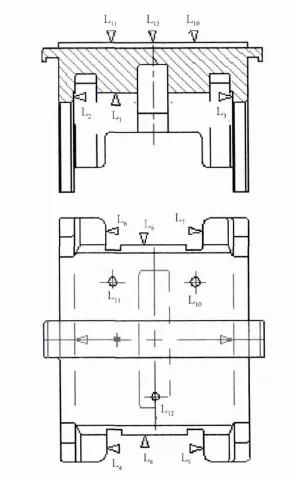
图4 承载鞍检测位置分布图
2 自动检测设备结构技术特点
2.1 设备组成
由预检上料台位、工作主机、下料分选台位和工控机组成(图5),占地约4 m2。上料部分包括工件预检台和气吊上料机构,预检台下设有各型标样存放柜;工作主机包括机身、工作台、定位输送滑台、顶升集中检测模块和机械手自动出料装置等;下料分选设有滑道构架、气动拨杆和废品复检台;工控机单独设置,设有触摸屏、打印机等,工控机与主机箱内的PLC电气系统和传感器、变送器系统,采用专用电缆由地下桥架连接;主机箱内的气动元件控制系统与电气系统相连,自动控制设备作业流程。工控机与PLC经通讯互连,实现屏幕按钮及机身按钮盒的联合操作。
2.2 工件定位机构特点
采用两次定位,提高定位精度。第一次定位基准选取鞍面圆弧及挡肩根部与底平面形成的4组棱角线;工件底面为原始加工基准面,运用中为非磨耗面;一次定位块安装在输送滑台上(见图3的件1)。第2次定位是在中心鞍面检测模块垂直上升时完成的(见图3的件2),模块前后安装4组楔形定位块,与固定弦刃口同时完成挡肩内侧及鞍面的定位。经过厂内试验证明,第1次定位满足了工件输送准确的要求,第2次精确定位保证了工件集中检测精度的要求。
2.3 检测模块位置调整和定位
检测模块和连接机构分别安装在可以进行三维空间运动的滚珠线性滑轨的滑块上,组成对应的检测系统;气动系统共设置19个执行气缸,其中由11个执行气缸担负检测模块定位,操作者在工控机操作界面输入检测工件型号后,系统自动完成检测模块位置的转换和定位。
由表1显示的各型承载鞍导框挡边距离各不相同,相差很大。处于中间尺寸的型号模块定位时,需要增设部分位置挡块、配件的方法加以调节。因此检测型号改变时,应留出设备调整准备和标定的时间。由于三维空间调整机构节点多,必须采用无间隙、高精度的线性滑轨移动器件;采用螺栓防松连接并增加定位销;检测杠杆转轴采用高精度配合等。实现模块定位系统无松动,无摆动的精确要求。各检测模块定位、标定后,始终保持位置不变,由工件向上运动时完成集中检测(图3),以保证设备检测精度的要求。
2.4 气缸驱动控制系统
由19组装有磁感应传感器和调速阀的各种执行气缸,与10组电磁阀集成块及气源处理元件组成气动控制驱动系统,实现设备各工序的闭环自动控制。
3 样机运转和出厂试验
3.1 样机运转试验
样机总装完成后,接入压缩空气进行运转试验及系统联调,对上料系统、空气管路及顶面检测模块自动调整机构等改进完善;对出料工位增设光电传感器报警,防止带料返回发生故障;开发设备状态自诊断,完善功能保护;绘制标样标准及加工卡具,制备转K2型及转K6型转向架承载鞍标样,为出厂性能试验做好准备。
3.2 出厂试验
(1)标样标定试验
图6界面显示,左侧标定数据不在规定范围,经调试后再次标定显示合格,按“确认”钮后,转入“检测工作界面”。
(2)工件检测试验记录
每日开工检测第1个工件时,须打印检测报告单(表2),经检测、验验人员联合确认后方可正式检测。
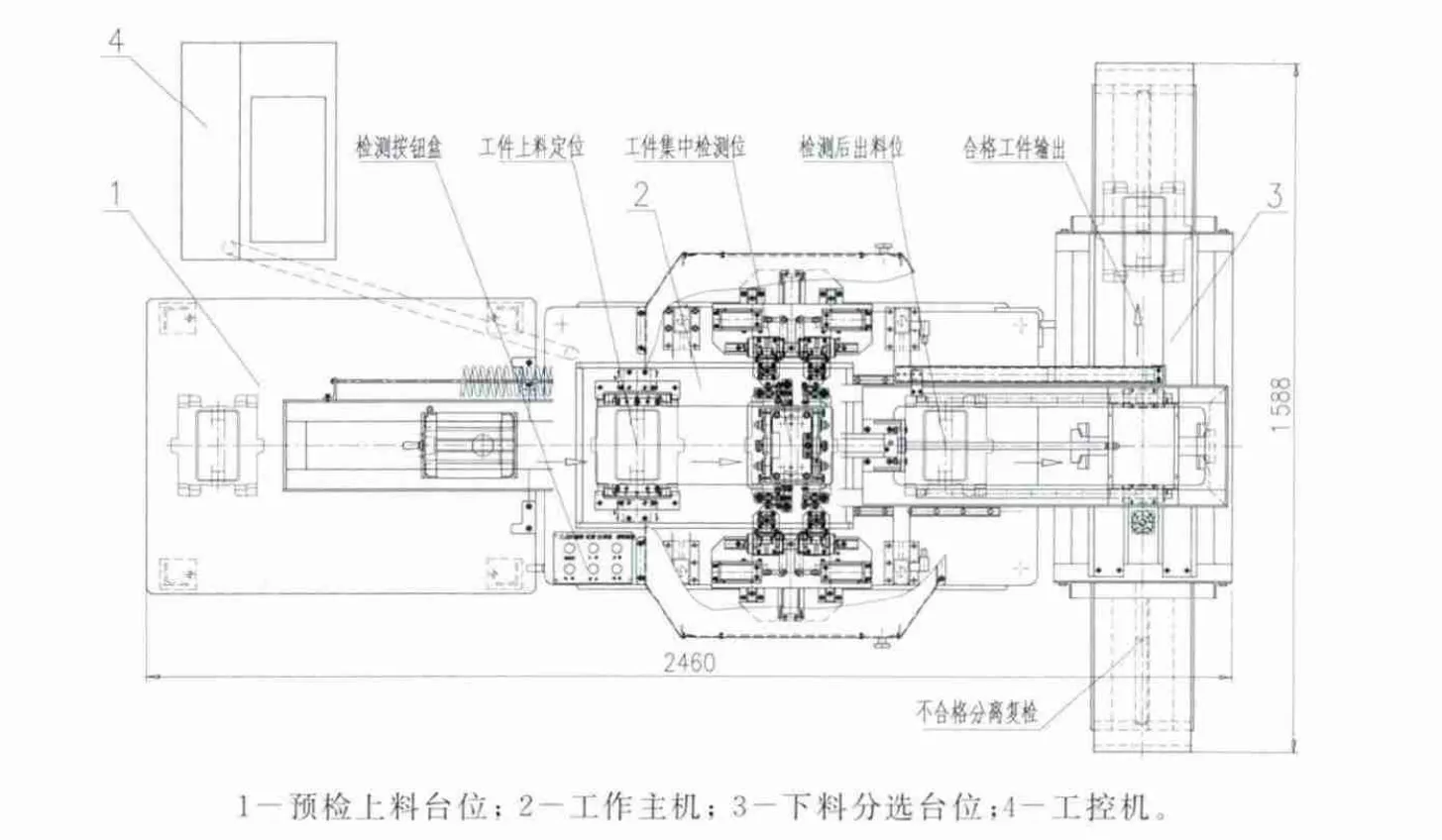
图5 设备安装平面图
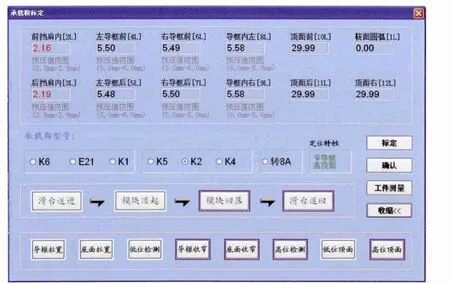
图6 设备标定界面
4 推广应用、完善及有关建议
(1)项目完善目标
该项目的技术性能和实际效果,需要得到铁路部门认可。尽快通过现场试验审查,与铁路用户合作完成产品技术评审。根据评审要求改进完善设备设计,使其适应现场实际需要。
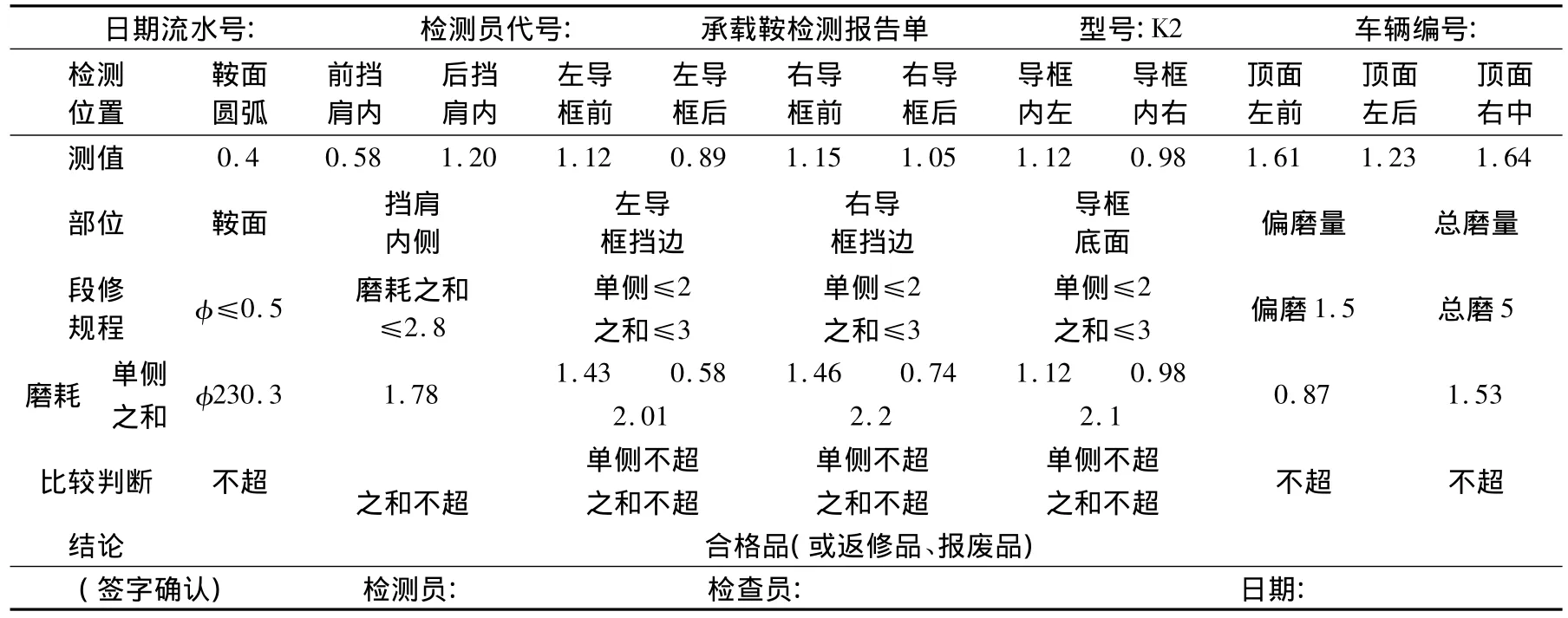
表2 承载鞍首件检测报告单 mm
(2)推广应用效果评估
①用于段修检测
自动化及通用性等要求增加了设备复杂程度,操作者必须进行上岗培训:掌握设备的结构原理、性能和机械、电气及传感器调整技术,掌握工控机的使用,满足安全操作规程要求,才可发挥设备的能力。如两人操作预计每班可检测约200-300件,当工件品种更换频繁时检测数量会降低。
②用于新车制造和承载鞍配件生产新品检查
利用自动检测设备的性能,根据新品要求,相应编制新品检测处理软件,将经过标准计量确认的各型承载鞍标样的基准尺寸,输入计算机存储作为基准值,与工件检测结果(增量)取代数和,将获得的工件加工尺寸值与产品标准尺寸比较,即可检测出超差件,并可存储检测记录,或打印输出。可监控配件产品质量。
③有益效果
本设备采用先进技术方法,紧密结合生产实际,具有良好的适应性,可靠性和通用性;机构稳定合理,测量准确,可以大幅度提高承载鞍检测质量,是一个全新的先进检测技术装备,解决货车检修长期困扰的技术难题。提高检测质量,可充分发挥承载鞍的使用功能,减少段修的配件更换并消除了隐患,对确保货车运输安全具有重要作用。推广使用具有良好的社会效益。
[1] 铁道部.铁路货车检修规程[M].北京:中国铁道出版社,2012.
[2] 赵长波,陈 雷.铁路货车现代化检查技术[M].北京:中国铁道出版社,2012.
[3] 严隽耄.车辆工程[M].北京:中国铁道出版社,2003.
[4] 邱 强.提速货车滚动轴承故障原因分析和防范措施[J].铁道机车车辆工人,2008,(12):11-14.
[5] 于春平.浅谈货车滚动轴承故障的原因和措施[J].铁道机车车辆工人,2001,(7):6-8.
猜你喜欢
理化检验-化学分册(2022年11期)2022-11-27
哈尔滨铁道科技(2021年3期)2022-01-19
化工管理(2021年4期)2021-02-27
汽车维修与保养(2020年11期)2020-06-09
智富时代(2019年2期)2019-04-18
智富时代(2019年2期)2019-04-18
中国交通信息化(2018年12期)2018-03-21
世界农药(2017年2期)2017-10-14
中国惯性技术学报(2017年1期)2017-06-09
中国交通信息化(2017年8期)2017-06-06