
1.2714锻制扁钢的试制研究
2014-07-02 00:36徐咏梅徐海霞刘洪波孙雪翠
大型铸锻件 2014年3期
徐咏梅 徐海霞 刘洪波 孙雪翠
(东特集团北满特钢技术中心,黑龙江161041)
1.2714锻制扁钢的试制研究
徐咏梅 徐海霞 刘洪波 孙雪翠
(东特集团北满特钢技术中心,黑龙江161041)
在1.2714钢生产试制过程中,通过对钢水纯净度、锻造温度、锻后调质等严格控制,并对锻制扁钢分别进行横向、纵向取样,以及力学性能、非金属夹杂物、组织、晶粒度等检验分析,得出该钢种的基本数据,为今后此钢种及类似钢种的生产积累了经验。
1.2714锻制扁钢;锻造;研究
1.2714 模具钢,相当于国内牌号55CrNi2MoV,是在1.2344钢的基础上改良而成。其既保留了1.2344钢高塑韧性和耐磨性的优点,又得到了更好的耐热裂纹性。该钢淬火后空冷即可得到马氏体组织,适用于大型、结构复杂、精密、特长寿命要求的压铸模、高性能压铸模和挤压模等。我公司今年首次生产粗加工调质无损检测交货状态的锻制扁钢,其超声检测及硬度均匀性要求尤为严格。
1 主要技术要求
1.1 牌号及化学成分
钢的牌号及化学成分(熔炼分析)应符合表1规定。
1.2 低倍组织
锻件应检验酸浸低倍组织。横截面上不得有目视可见的缩孔、夹杂、分层、裂纹、气泡和白点。按GB/T1299第三级别图评定,中心疏松≤4.0级,锭型偏析≤4.0级。
1.3 非金属夹杂物
按GB/T10561的A法检验非金属夹杂物,每个试样的检验结果应不大于表2的规定。
1.4 超声检测
锻件应逐支进行超声检测。按SEP1921执行,合格级别为:厚度≤250 mm,D/d级;厚度>250 mm,C/c级。

表1 钢的牌号及化学成分(质量分数,%)Table 1 Steel grades and chem ical composition(mass fraction,%)

表2 非金属夹杂物级别Table 2 Levels of non-metallic inclusions
1.5 硬度
调质交货状态的扁方钢硬度值应为38~42 HRC。
2 工艺流程
针对1.2714锻制扁钢硬度均匀性要求严格这一特点,我们在工艺策划时,重点控制淬回火硬度及其均匀性。因该钢种为白点敏感性较强钢种,对钢水的纯净度、锻造温度、变形量及锻后冷却等也进行了重点控制。按其交货状态,工艺流程设定为:电炉冶炼+LF+VD→浇注→钢锭退火→钢锭加热→锻造→退火→粗加工→无损检测→调质→检验。
3 生产试制
3.1 电炉冶炼
电炉冶炼时每炉配入铁水(生铁)≥35%,铁合金及造渣材料应充分烘烤和干燥,温度合适可出钢至LF。到LF位后给电,渣子化好后喂入铝线。白渣操作保持时间不少于40分钟。化学成分进入规格后温度合适出钢进VD。真空前喂Al线,将Al成分调到0.020%左右。真空度67 Pa以下,保持时间20 min以上,破空后软吹Ar,浇注钢锭。钢锭退火,工艺按图1执行。
电炉冶炼时重点是控制钢中有害元素P、S含量。钢中P、S含量较高会使钢的冷脆和热脆倾向增加,使钢的强、韧性指标降低。为了最大限度地降低钢中的P、S含量,在炼钢时充分利用先期温度低有利于去磷的热力学条件,在后期扒净氧化渣,减少回磷,并采用高碱度白渣精炼和出钢过程中钢渣混出,使钢液和精炼渣充分接触脱硫。出钢后吹氩精炼,不仅提高了钢液纯净度,也使钢中的P、S含量控制在较低的范围内。成品化学成分见表3。
3.2 加热、锻造及锻后退火
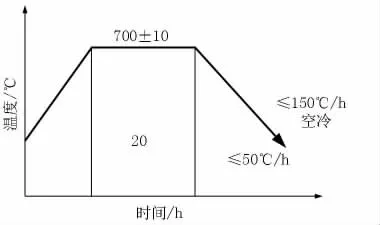
图1 1.2714钢锭退火工艺Figure 1 Annealing process for 1.2714 steel ingot

表3 1.2714钢成品化学成分(质量分数,%)Table 3 Chem ical compositions of 1.2714 steel products(mass fraction,%)
装炉时要防止火焰直喷钢锭上,必须保证炉温的均匀性。钢锭在650~750℃待料,保温8 h后转入高温炉,高温段加热至1 220~1 240℃,根据锭型不同执行相应的均质化时间。锻造时采用镦拔结合锻造工艺,锻造过程中要及时清理砧子上的氧化铁皮,保证表面质量及尺寸。温度降至900℃返炉,每火次返炉保温2 h以上可出炉锻造,最后一火次锻比不小于1.5。终锻温度控制在850~900℃。锻后30 min内装入退火炉。
这一工序的重点是钢锭的高温均质化处理和锻后热处理。铸态合金因凝固时溶质原子再分布,易导致凝固后合金元素的不均匀分布,从而引起枝晶偏析,同时因合金元素的偏析产生组织的不均匀分布,这些现象严重影响热加工性能,以及铸锻件的力学性能[1]。热加工过程中常采用高温均质化来减少或消除枝晶偏析。其基本原理是通过高温状态下合金元素原子由高浓度区向低浓度区迁移,来提高合金元素分布的均匀程度[2],即将钢锭加热至略低于固相线的温度并长时间保温,然后缓慢冷却以消除化学成分不均匀现象的热处理工艺。其目的是消除铸锭或铸件在凝固过程中产生的枝晶偏析及区域偏析,使成分和组织均匀化。对于模具钢这种合金成分较高的钢种来说,高温均质化是一道必要的工序。在钢锭透烧后,钢锭的内外变形程度也更加均匀一致。
在锻后热处理过程中,采用了一次正火,一次过冷及扩散去氢工艺。通过正火达到均匀组织、细化晶粒的目的,并为后面的调质处理做好组织准备。过冷是为了使奥氏体充分分解,然后长时间保温进行扩散去氢处理。采用650℃扩散去氢是因为在此温度下氢的溶解度比较小,扩散系数较大,去氢效果好。实践结果表明,锻后退火效果显著,获得了均匀的组织。
3.3 锻件调质
锻件退火后进行粗加工,无损检测合格后进行调质。调质处理是保证最终获得良好综合力学性能至关重要的一环。淬火时为了防止淬火裂纹的产生,采用长时间油冷的冷却方式。回火时则选用温度均匀性较好的电炉进行回火,并保证炉底没有氧化铁皮。
4 锻件检验结果
锻件退火后进行高低倍检验,调质出炉后进行硬度检验。经检验,低倍一般疏松1.5级,高倍各类夹杂物检验结果均为0.5级以下,超声检测全部合格,硬度均在38.5~42HRC之间。高低倍检验照片如图2、图3所示。
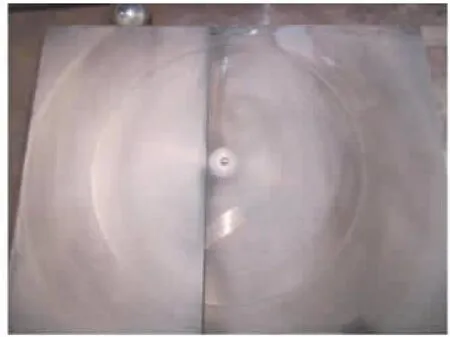
图2 1.2714低倍检验Figure 2 Macroscopic examination for 1.2714 steel
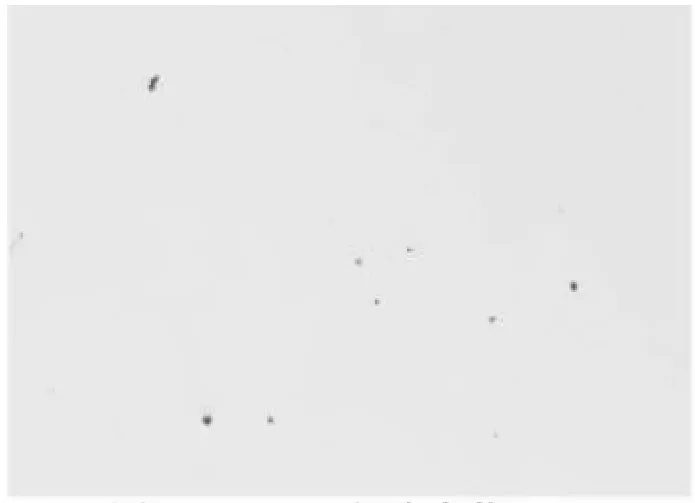
图3 1.2714钢夹杂物100×Figure 3 Inclusion of 1.2714 steel 100×

图4 1.2714钢组织500×Figure 4 Microstructure of1.2714 steel
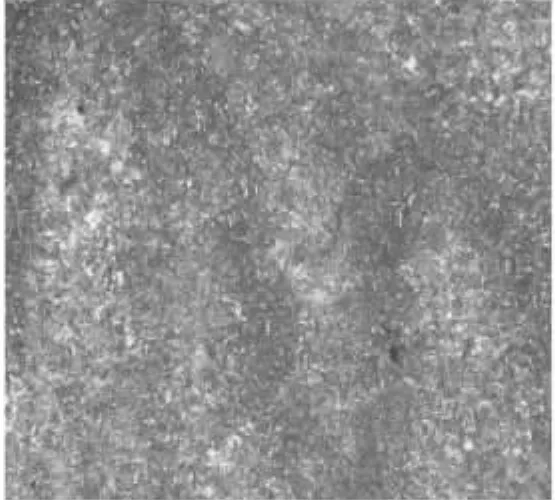
图5 1.2714钢带状100×Figure 5 Banded microstructure of 1.2714 steel
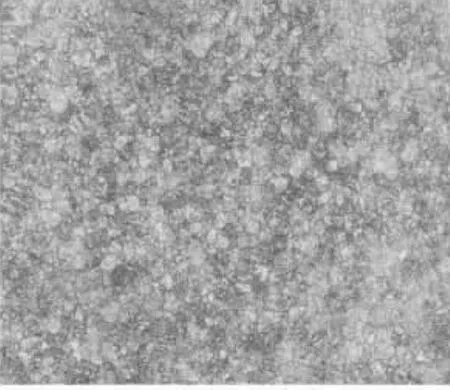
图6 1.2714钢晶粒度100×Figure 6 Grain size of 1.2714 steel
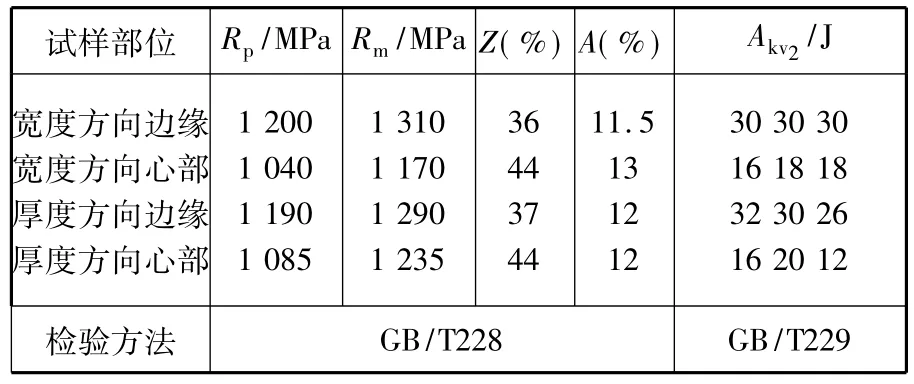
表4 横向试样力学性能检验结果Table 4 Test results ofmechanical properties of transverse specimens
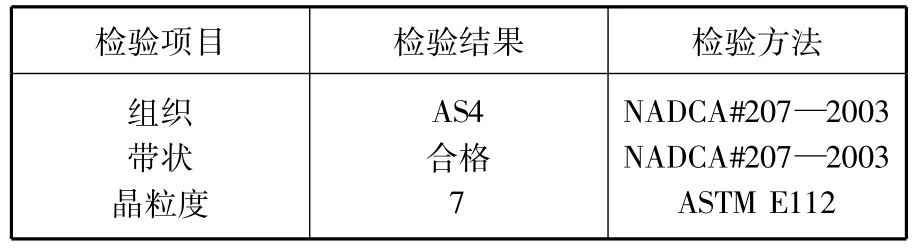
表5 横向试样金相检验结果Table 5 Test results ofmetallographic exam ination of transverse specimens
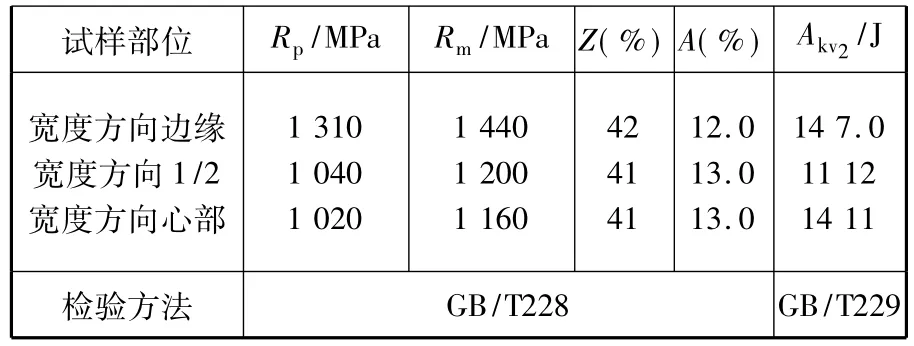
表6 纵向试样力学性能检验结果Table 6 Test results ofmechanical properties of longitudinal specimens
5 锻件横向、纵向取样分析结果
因我公司首次生产调质状态交货的1.2714扁钢,为检验产品质量,分别在正常切取的低倍试片(横向)及超声检测超标切除部分上切取的纵向试样上进行各项检验,为今后生产积累数据。
5.1 横向试样检验
5.1.1 试样切取及检验项目
在低倍试片的宽度和厚度方向边缘及心部分别切取2个拉力试样,6个冲击试样,在对角线1/4处分别切取显微组织、带状、晶粒度试样,进行各项检验。
5.1.2 检验结果
(1)力学性能检验结果见表4。
(2)高倍检验结果见表5。横向试样金相图见图4~图6。
5.2 纵向试样检验
5.2.1 试样切取及检验项目
在纵向试样的宽度方向边缘、1/2及心部分别切取3个拉力试样,6个冲击试样,在宽度方向1/2处切取晶粒度试样,进行各项检验。
5.2.2 检验结果
(1)力学性能检验结果见表6。(2)高倍检验结果见表7。

表7 纵向试样金相检验结果Table 7 Test results ofmetallographic exam ination of longitudinal specim ens
5.3 检验结果分析
5.3.1 横向试样的屈服强度和抗拉强度达到纵向的90%以上。
5.3.2 纵向试样的冲击是横向试样的47% ~69%。
5.3.3 晶粒度均为7级以上。
6 结论
经过本次试制,表明我公司已经具备生产高要求的1.2714锻制扁钢的能力。同时通过对试样横向、纵向性能的分析研究,表明我公司生产的1.2714扁钢的横向屈服强度和抗拉强度能够达到纵向指标的90%以上,很好地满足了模具钢的高等向性要求。
[1] 刘鑫刚,聂绍珉,任运来.Cr-Mo系低合金钢锻前高温扩散工艺的实验研究[J].塑形工程学报,2007,10(5):141~144.
[2] 彭坤,金曼,张洪奎,杨弋涛,邵光杰.高温均质化对高碳Cr合金钢锭组织和元素分布的影响[J].上海金属,2010,32 (1):15-18.
编辑 李韦萤
Research on Trial-production of 1.2714 Forged Flat Steel
Xu Yongmei,Xu Haixia,Liu Hongbo,Sun Xuecui
The article found out the basic data of1.2714 steel by controlling themolten steel purity,forging temperature,quenching and tempering after forging etc.,and sampling the forged flat steels in horizontal and vertical directions,and testing and analyzing the mechanical properties,non-metallic inclusion,microstructure and grain size during trial-production of 1.2714 steel.It accumulates experiences for the production of the steel and similar steels.
1.2714 forged flat steel;forging;research
TG316
B
2013—08—06
徐咏梅(1972—),毕业于佳木斯工学院,高级工程师,现从事工模具钢研究。
猜你喜欢
金属热处理(2022年7期)2022-11-16
金属热处理(2022年5期)2022-06-06
一重技术(2021年5期)2022-01-18
锻造与冲压(2021年21期)2021-11-12
大型铸锻件(2021年6期)2021-11-07
鞍钢技术(2021年2期)2021-04-20
大型铸锻件(2020年3期)2020-05-18
科技创新与应用(2020年8期)2020-03-13
科学导报·学术(2018年13期)2018-10-21
国外畜牧学·猪与禽(2018年1期)2018-05-14
