
特厚大砧座铸件的铸造技术研究
2014-07-02 00:36孙德润唐贤其宁德林杨晓兵
大型铸锻件 2014年3期
孙德润 唐贤其 宁德林 杨晓兵
(中国第二重型机械集团公司,四川618013)
特厚大砧座铸件的铸造技术研究
孙德润 唐贤其 宁德林 杨晓兵
(中国第二重型机械集团公司,四川618013)
结合计算机凝固模拟技术的应用,对厚大砧座铸钢件的铸造工艺及技术进行了研究,成功完成了厚度达到2 350 mm且需要进行整体超声检测的外贸特厚大铸钢件的铸造。
砧座铸件;无损检测;铸造方案
砧座铸件是模锻压力机上的关键零件,结构相对简单,属于简单厚大型铸钢件。二重曾为国内厂家生产过很多类似的砧座铸件,但不要求进行超声检测或仅在受力浅表面范围做超声检测。
在以往的生产经验中,需要进行100%超声检测的产品最大厚度仅达到1 300 mm。此次为国外某锻造公司生产的大型砧座铸件,最小厚度已达到2 350 mm,且需要进行整体超声检测,这在二重及国内都是首次,没有可以借鉴的经验。要完成该外贸砧座铸件的生产具有非常大的生产和技术风险。
1 砧座铸件情况
1.1 铸件结构
外贸砧座铸件基本结构见图1。砧座铸件轮廓尺寸为:4 724 mm×2 286 mm×2 368 mm,零件重量约167 t。
1.2 技术要求
1.2.1 材料
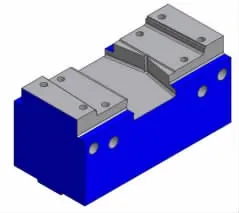
图1 砧座铸件Figure 1 Anvil block casting

表1 砧座铸件的化学成分要求(质量分数,%)Table 1 Chem ical com position requirements for anvil block casting(mass fraction,%)

表2 砧座铸件力学性能要求Table 2 M echnical properties of anvil block casting
铸件材料采用DIN 17182中的GS-20Mn5。其中,化学成分应满足表1的规定,力学性能满足表2的规定。
1.2.2 无损检测要求
(1)磁粉检测
铸件粗加工及精加工后,按DIN EN1369的要求进行磁粉检测,重要加工面需要达到SM1、LM1、AM1c,其余加工面需要满足 SM2、LM2、AM2c。铸造表面需要满足SM3、LM3、AM3c。
(2)超声检测
铸件粗加工后,按ASTMA609的要求对铸件进行100%超声检测,结果应满足双方签订的技术协议的规定。
2 铸造工艺
2.1 铸造方案
采用燕尾槽朝下的铸造方案(见图2),确保铸件冒口对铸件凝固补缩具有最佳的效果。
2.2 铸造工艺参数
(1)加工量:30;30。
(2)缩尺:2.4%。
2.3 铸件凝固控制
2.3.1 外冷模工艺
采用全外冷模工艺,以加快铸件凝固,强化铸件的顺序凝固。
2.3.2 冒口计算
为了保证铸件质量,采用保温冒口以加强铸件冒口部位的保温,提高冒口的补缩效率。
(1)铸件及冒口参数计算
经计算,铸件模数为:M件=51.50 cm。
所需冒口模数为:M冒=1.2×M件=61.80 cm。
所需冒口体积为:V冒=13 950 dm3。
(2)冒口选择
经过综合评价,选择∅2 500 mm的保温冒口。
实际冒口参数(考虑冒口实际保温效果后)为:M冒=62.50 cm,V冒=14 350 dm3。
实际冒口的模数及补缩量均满足冒口设计要求。
2.3.3 实际铸造方案
实际砧座铸造方案见图2。
2.4 凝固模拟
利用MAGMA铸造过程仿真模拟软件对砧座铸造方案进行了凝固模拟,凝固模拟情况见图3,效果非常理想。
2.5 铸件浇注
2.5.1 浇注系统设计
采用双层缓冲浇注系统设计,以使铸件在浇注过程中形成有利于铸件凝固补缩的温度梯度分布。
由于铸件浇注钢水量达到300余吨,因此采用2包4-∅110 mm眼进行合浇,钢液上升速度约15 mm/s。
2.5.2 浇注温度
由于砧座铸件属于厚大铸钢件,因此浇注温度按材料的中下限1 540~1 560℃控制。
2.6 热处理
由于该砧座特别厚大,要满足铸件整体超声检测要求,除了必须有效保证铸件内部的组织致密度外,还必须完全消除铸件厚大部位心部的铸态组织。
经过分析确定,采取铸后退火切割去除冒口后再进行性能热处理的工艺,热处理过程重点控制铸件的装炉方式、热处理工艺参数。
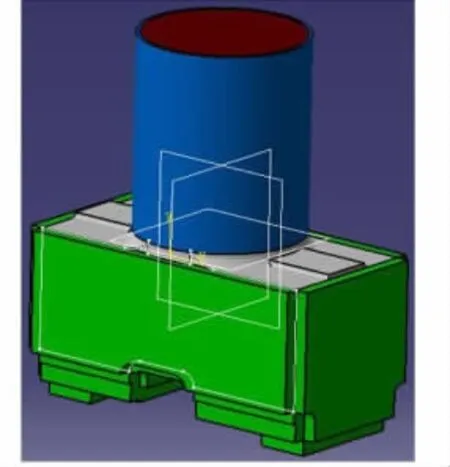
图2 铸造方案Figure 2 Casting plan
3 铸件检验
3.1 理化试验
铸件性能热处理后取本体试样进行了理化试验,其结果见表3和表4。
3.2 无损检测
(1)磁粉检测

表3 砧座化学成分检验结果(质量分数,%)Table 3 Chem ical composition test results of anvil block (mass fraction,%)

表4 砧座力学性能检验结果Table 4 M echanical properties test results of anvil b lock
在铸件粗加工及精加工后,我们对大型冒口下的凸键部位进行了重点检查,未发现裂纹缺陷,很好地解决了类似厚大铸件冒口下极易出现因成分偏析、组织疏松所导致的裂纹问题。同时,也顺利地通过了TüV SüD见证人员的现场见证检查。
(2)超声检测
能否通过超声检测是该产品成功与否的关键。为此,我们在砧座铸件性能热处理后进行了超声检测摸底,没有发现裂纹、疏松、缩孔等缺陷,特别是在冒口下的铸件部位,没有发现任何超声检测缺陷。
砧座铸件粗加工后按标准要求,顺利地通过了TüV SüD见证人员的现场超声检测见证检查。
4 结论
通过对厚大铸钢件铸造工艺及技术的研究,有效地解决了需要进行整体超声检测的特厚大砧座铸件的铸造难题:
(1)解决了∅2 500 mm冒口下铸件的缩孔、疏松、裂纹问题。
(2)解决了厚度达到2 350 mm特厚大铸钢件的整体超声检测问题。
[1] 娄延春.铸造(铸钢)手册.北京:机械工业出版社.
[2] 李弘英.铸钢件的凝固和致密度的控制.北京:机械工业出版社.
编辑 杜青泉
Research on Casting Technology for Super Heavy Anvil Block
Sun Deyun,Tang Xianqi,Ning Delin,Yang Xiaobin
Combined with the application of computer solidification simulation technology,the casting technology for super heavy anvil block are reseached,and the exported super heavy steel castingswith thickness 2 350 mm which are needed the overall ultrasonic test are successfully completed.
anvil block castings;non-destructive test;casting plan
TG24
B
2014—02—12
猜你喜欢
热处理技术与装备(2022年1期)2022-11-29
中国金属通报(2022年7期)2022-11-22
金属热处理(2022年2期)2022-11-16
工友(2022年7期)2022-07-23
金属热处理(2022年1期)2022-03-15
一重技术(2021年5期)2022-01-18
军民两用技术与产品(2021年8期)2021-11-24
铸造设备与工艺(2021年1期)2021-04-21
昆钢科技(2021年1期)2021-04-13
科技视界(2020年26期)2020-09-24
