
铜杆生产线自动浇铸系统调试与维护
2014-07-02 00:33宋巧雨胡定智黄顶峰
电线电缆 2014年3期
宋巧雨, 胡定智, 黄顶峰
(芜湖鑫晟电工材料有限公司,安徽芜湖241000)
铜杆生产线自动浇铸系统调试与维护
宋巧雨, 胡定智, 黄顶峰
(芜湖鑫晟电工材料有限公司,安徽芜湖241000)
介绍了美国南线SCR3000铜杆生产线自动浇铸系统(AMPS)的工作原理,结合设备调试以及生产过程中的实际经验,对出现的设备故障进行了总结分析,并对处理这些故障的方法进行了详细阐述。
SCR3000铜杆生产线;自动浇铸系统(AMPS);浇铸;液位
0 引 言
上世纪80年代,国内相继引进了多条意大利康梯纽斯公司的铜杆生产线。其工艺流程为:电解铜经竖炉熔化、保温炉调温后,铜液通过流槽、浇包注入铸机,铸坯经轧机轧制后,经过冷却涂蜡后进入收线机形成铜杆卷。该类型生产线采用的浇铸方法为射线测量法,由于结构复杂且具有放射性,后期都改成了人工浇铸的方式,而国产的铜杆生产线也沿用了这种浇铸方式,致使铸坯的规格普遍偏小,产能上不去,质量也欠佳。
本世纪初,世界上技术先进、产品质量较好、应用较多的美国南线公司的铜杆生产线开始进入中国,我公司于2012年引进了该生产线。在设备调试和生产过程中发现,该生产线中的自动浇铸系统(AMPS)是整个生产线的重中之重,AMPS系统一旦发生故障,再重新生产需要2~3 h的时间,对生产线的连续化生产造成了严重影响。我们通过分析这些故障产生的原因,针对性地采取了一系列有效措施,确保了AMPS系统正常有效的运行。
1 AMPS简介
AMPS系统分为浇池的液面自动控制和浇包的铜液重量控制两部分:采用浇池的液面自动控制来控制液面,保持浇铸的连续性和一致性;而当浇包的铜液重量发生变化时,通过浇包的铜液重量控制来确定保温炉的倾倒角度;当保温炉的倾倒角度发生变化时,竖炉燃烧系统将自动进行熔化速度调整;整个控制系统是从铸轮里浇池的液面开始向上溯源到竖炉燃烧控制系统,形成了整个铜液的闭环控制过程。详见图1。
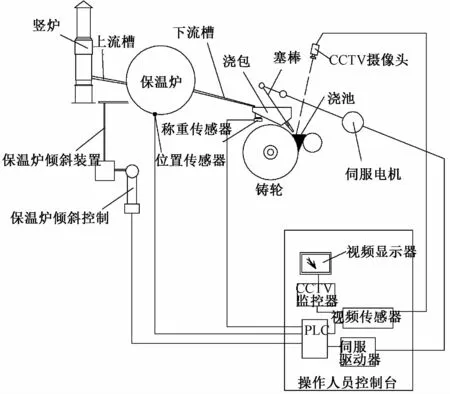
图1 AMPS自动浇铸系统结构图
1.1 浇池液面控制
浇池液面控制是通过伺服电机控制浇嘴中塞棒上下运动来实现的。塞棒的运动控制是为了保持浇池的液位在一个有限的范围内,然后通过塞棒的节流去调整铜液流入铸机的速度及流量。
浇池液面由摄像机和视频传感器检测并分析,如图2所示,视频传感器显示器显示的浇池液位的图像。池液位检测线覆盖在图像上。对这条线的每一个像素的亮度进行监测并和一个像素的亮度极限对比。通过对比,视频传感器将液位信息转换成模拟量信号传送到PLC。PLC程序运行后确定塞棒应该往哪个方向移动多远,使塞棒移动适当的距离,确保浇池的液位在设定的范围内。
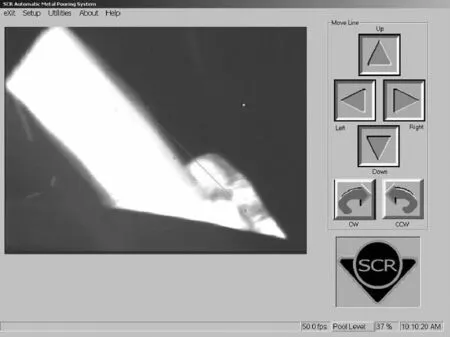
图2 浇池画面
1.2 浇包的铜液重量控制
通过安装在浇包下面的称重传感器来确定浇包内铜液的重量,使用位置传感器来检测保温炉倾斜角度。通过这个倾斜角度的信号来计算保温炉内的铜液量,铜液的重量在AMPS操作触摸屏上显示。通过称重传感器和保温炉位置的信号,PLC计算出准确的保温炉倾斜时间和角度,使浇包的液位保持在正常水平。当浇包的铜液减少到规定的重量以下时,PLC输出信号控制保温炉抬高,输出更多的铜液,并在5 s后自动检测并比较,保证浇包的铜液在设定的范围之内。
2 故障总结
在安装调试及试生产过程中,AMPS系统的各部分陆续发生了一些典型的故障,影响了系统的正常运行。我们对这些故障做汇总和分析。
2.1 伺服系统故障
(1)当伺服电机已抵达丝杆底部或控制塞棒过紧的时候,就会发生伺服控制器过载的情况,使电机无法自动控制,进而造成铜水失控。
(2)当伺服电机到达零点时,如果还往下关闭伺服,将会造成伺服电机过载跳闸,塞棒失控。
(3)塞棒安装完毕后,经过一段时间(约1 min)后,塞棒自动向上移动,由于触摸屏上塞棒位置为柱状图显示,无法察觉,使得刚出铜时出现渗漏,造成浇嘴堵塞,设备停机。
2.2 传感器故障
(1)浇包重量传感器出现故障,浇包重量输出与实际不符,浇包重量自动控制无法实现,被迫采用手动进行保温炉铜水倾倒,导致铜液流量不稳,浇池波动较大。
(2)视频传感器发生故障,造成视频传感器无输出,PLC无法接受到液位信息的模拟量信号,图2屏幕无亮度显示,设备被迫停机。
3 解决措施
通过分析以上这些故障,并结合AMPS系统原理以及现场安装情况,对这些故障采取了一些针对性的解决措施,包括修改程序、改进安装方法、增加防护措施等,有效地保证了设备的正常运行。
3.1 相关程序的修改
整个AMPS系统涉及的软件较多,主要有PLC的RSLogix 5000,触摸屏使用的Vijeo Designer,伺服控制的Power Tools Pro等等。使用Vijeo Designer软件增加了塞棒位置数字显示程序,开机时通过监测塞棒漂移数字,从而得到伺服电机编码器的准确位置,确保了塞棒零点不漂移;使用RSLogix 5000修改系统的PLC程序,在程序中增加塞棒位置的零点限位,保证在快速关闭浇铸的时候,伺服无法过零点,从而避免了此类故障的发生。
3.2 塞棒、伺服电机安装方法的调整
针对伺服电机的问题,采用开机前进行试装,保证塞棒在浇包中的位置安装正确,同时监控伺服控制器的相关实时数据,保证无漂移(见图3)。

图3 伺服控制器位置监控
3.3 浇包支架的调整处理
针对称重传感器测量显示不准确的问题,发现该浇包只采用了两个重量传感器。以前在安装的过程中,浇包支架侧面悬挂与支撑架接触,造成浇包在移动后经常出现称重不准的情况,对浇包支架进行切割等处理,并运用称重传感器监控软件进行设置及监控,大幅度缩小了误差。
3.4 硬件的防护措施
视频传感器是整个AMPS的核心部件,由于该设备不支持热插拔,而在控制柜里进行工作极易碰到视频计算机系统,造成板卡损坏,因此对计算机系统做了专门防护,避免了板卡损坏等故障的发生。
4 结束语
我们引进的美国南线公司SCR3000铜杆生产线从2013年3月份开始试生产。通过不断的消化吸收,逐渐掌握了该设备的调试维护方法,并对日常运行中出现的问题采取了一系列针对性的措施。通过这些措施,之前频繁出现的故障得到了彻底解决,确保了生产线能更稳定的运行。
[1] 钱晓龙.Control logix系统电力行业自动化应用培训教程[M].北京:机械工业出版,2009.
Debugging and M aintenance for the AM PS System on Copper Rod Production Line
SONG Qiao-yu,HU Ding-zhi,HUANG Ding-feng
(Wuhu Xinsheng Electrical Material Co.,Ltd.,Wuhu 241000,China)
Working principle of Automatic Metal Pouring System(AMPS)on SCR3000 copper rod production line from Southwire company is introduced.Equipment trouble is summarized and analyzed considering the commissioning experiences,methods of troubleshooting are described clearly.
SCR3000 copper rod production line;automatic metal pouring system(AMPS);casting;metal level
TM247
A
1672-6901(2014)03-0040-03
2013-11-15
宋巧雨(1977-),男,工程师.
作者地址:安徽芜湖市鸠江区陶上18号[241000].
猜你喜欢
今日农业(2021年13期)2021-11-26
微特电机(2020年11期)2020-12-30
测控技术(2018年9期)2018-11-25
石油化工自动化(2018年5期)2018-11-14
电子制作(2018年17期)2018-09-28
通信电源技术(2018年3期)2018-06-26
现代企业文化(2016年1期)2016-12-23
工业设计(2016年6期)2016-04-17
有色金属设计(2015年2期)2015-02-28
汽车维护与修理(2015年2期)2015-02-28
