
张力控制系统及常见故障排除
2014-08-27 16:56王小平吴伟泉
印刷技术·包装装潢 2014年5期
王小平 吴伟泉
张力控制系统在卷筒材料的生产中占有相当重要的地位,如高速凹印机、复合机、涂布机、分切机等设备基本上都配置了先进的张力控制系统,主要控制纸张、塑料薄膜等卷筒材料的开卷、收卷等张力,对保持张力恒定起着重要作用。在生产过程中,如果张力过大,就会导致材料发生拉伸变形;如果张力过小,则材料层与层之间容易发生应力形变,导致收卷不整齐,这些情况都会对最终产品质量产生直接影响。为保证张力控制系统顺利工作、维持卷筒材料承受最佳张力,就要充分了解张力控制系统。下面,笔者就对张力控制系统的主要控制方式、构成与控制原理以及常见故障排除进行分析,希望对业内人士有所帮助。
主要控制方式
张力控制系统的主要控制方式包括直接张力控制和间接张力控制两种。
直接张力控制又称反馈控制,其利用张力传感器或摆辊位置检测器等进行实际张力检测,随后将测量值转换成反馈信号并与预定张力相比较,当二者出现偏差时,张力控制器给予相应的控制,使实际张力与预定张力相匹配,从而构成张力闭环系统。直接张力控制不必考虑各种调节补偿,可以消除稳态误差,控制精度较高。这种控制方式是目前的主流方式。
间接张力控制又称补偿控制,其可以对影响张力稳定的参数进行调节补偿,以避免将要出现的张力变化,间接地保持张力稳定。相比直接张力控制,间接张力控制的随机性较差,且控制精度较低。
构成与工作原理
安装于凹印机、涂布机、复合机、分切机等设备上的张力控制系统主要由放卷张力控制系统、牵引张力控制系统和收卷张力控制系统三部分组成,通过张力传感器、张力控制器、变频控制器、磁粉制动器等元器件实现卷筒材料的恒张力控制。
1.放卷张力控制系统
放卷张力控制系统示意图如图1所示,其工作原理为:张力传感器检测到放卷张力实际值并将其反馈给张力控制器,与张力控制器中的放卷张力预定值相比较,二者之间的偏差经PID运算后并输出控制电压,对磁粉制动器作用在放卷轴上的阻力矩进行控制,从而达到调节放卷张力的目的。
2.牵引张力控制系统
牵引张力控制系统示意图如图2所示,其工作原理为:在生产过程中,当卷筒材料的牵引张力发生变化时,摆辊会做出相应的摆动量,此时高精度电位器间接测出牵引张力的变化,随后将相应信号反馈到牵引辊驱动器,经PID调整后控制牵引辊的运转速度,通过改变低摩擦气缸的压力来调整摆辊的摆动量,使其在设定的位置保持稳定,即实现牵引张力控制。
3.收卷张力控制系统
收卷张力控制系统示意图如图3所示,该系统通过张力传感器来检测收卷张力实际值,然后再反馈给收卷张力控制器,与其预定值相比较,二者之间的偏差经PID运算后并输出控制电压到收卷电机驱动器,调整收卷电机的运转速度,实现恒张力控制。在有些设备的收卷张力控制系统中,往往会加入锥度张力控制系统,其可使收卷过程中卷筒材料处于内紧外松的状态,从而使卷筒材料的层与层之间不发生打滑,提高后道工序的张力稳定性,根据实际经验,锥度控制值小于10%为佳。
常见故障排除
在实际生产中,影响张力控制系统的因素有很多,进而也会带来与之相关的故障。在此,笔者结合自己的工作经验,介绍三种常见故障的排除。
故障一:印刷套印不准
故障现象:在印刷设备正常运行过程中,摆辊发生不规则摆动,且摆动幅度较大,进而造成套印不准。
故障排除:张力控制系统的结构较为复杂,因此该故障产生的原因较多,对此,笔者进行了归纳总结,主要有以下几个方面。
(1)摆辊气缸的气控回路元器件容易发生损坏,从而导致活塞漏气,摆辊气缸加载气压不稳定。对此,可考虑更换损坏的气控回路元器件,必要时需要更换摆辊气缸。
(2)高精度电位器在一定区间内长时间运行,该区间的阻值一旦发生变化,容易造成高精度电位器反馈信号不稳定。此时,应及时更换高精度电位器。
(3)电位器齿轮与转轴齿轮的连接处间隙偏大,当张力发生变化时,摆辊的位置就会发生变化,但由于间隙的存在,容易造成摆辊不断地来回摆动,从而影响套印精度。对此,应按照标准来调整间隙。
故障二:张力不稳定
故障现象:在收卷过程中,当卷径较大时,收卷张力显示值往往会随卷径的增大而不断减小,此时驱动器的输出电流会不断增加,当输出电流超过电机的额定电流后,便会引起驱动器过流保护,发出故障报警。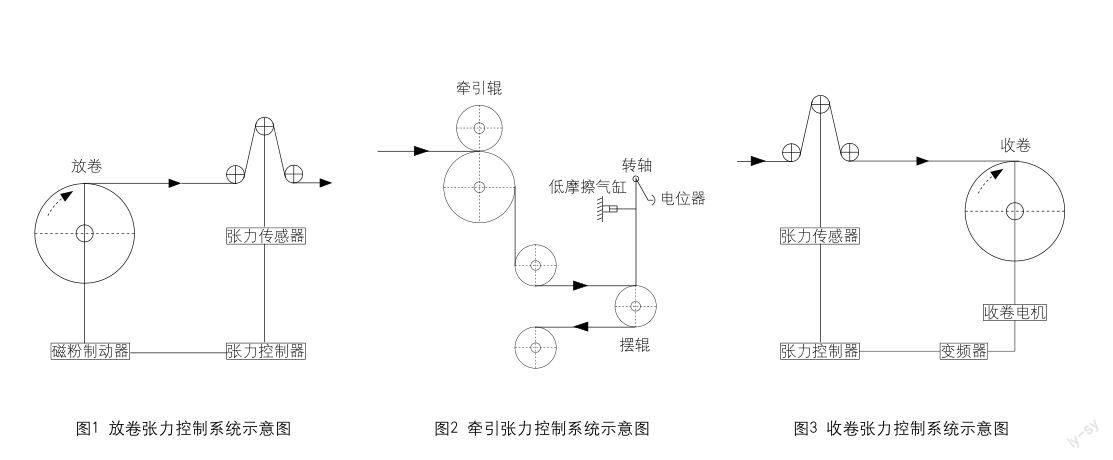
故障排除:笔者首先检查驱动器的负载和电机测速编码器,二者均正常。通过对收卷张力控制器进行校准,发现其中一个张力传感器发生了故障,从而使得检测到的收卷张力信号值是实际收卷张力值的一半,随着收卷卷径的增大,为达到预定收卷张力,收卷张力控制器会不断增大输出,直至100%,而此时的实际收卷张力已远远超过预定收卷张力,卷筒材料绷得非常紧,负载也随之变大,从而引起驱动器过流保护。更换张力传感器并重新校准后,系统便恢复正常。需要注意的是:在校准收卷张力控制器时,采用的重物应尽可能接近满度张力值,以提高张力控制精度。
故障三:收卷起步张力过大
故障现象:收卷张力系统在起步时超过收卷张力控制器的满度张力值,设备需运行2分钟左右才能达到恒张力运行,这样不仅浪费大量原材料,降低成品率,而且容易引起张力传感器发生零位漂移,导致张力控制值出现偏差。
故障排除:笔者先对驱动器的输入信号、张力反馈信号的增益、偏置及PID值等参数进行调整,但故障依旧存在。检查张力复位信号、张力传感器信号,均正常。检测收卷张力控制器时发现,其内部失速存储复位点发生了损坏,而收卷张力控制器的外部复位信号却正常,实际上,收卷张力控制器不仅没有复位,还存储着前一卷的收卷张力值,因此造成了收卷起步张力较大的问题。对收卷张力控制器的内部失速存储复位点进行修复,并更换损坏零件后,收卷起步张力便恢复正常。
在实际生产过程中,还会出现一些较难处理的故障,这就需要技术人员认真观察故障现象,根据张力控制系统的结构和工作原理,分析并找出原因,按正确的方法去解决与排除,以确保张力控制系统稳定运行。
猜你喜欢
信息记录材料(2023年10期)2023-12-04
橡塑技术与装备(2021年12期)2021-06-24
重型机械(2020年2期)2020-07-24
文化产业(2019年6期)2019-09-11
World Journal of Hepatology(2019年5期)2019-06-20
中国信息技术教育(2016年23期)2017-01-03
新疆钢铁(2016年1期)2016-08-03
塑料包装(2014年1期)2014-11-29
机械工程师(2014年4期)2014-07-01
机电产品开发与创新(2014年4期)2014-03-11
