
化工过程本质安全原理及应用的研究进展
2014-10-25 03:11葛春涛
化工技术与开发 2014年10期
葛春涛
(中国石油化工股份有限公司青岛安全工程研究院,山东 青岛 266071)
近几十年来,国内外重大化工安全事故造成的恶劣后果,引发人们对化工过程安全的广泛关注和思考。20 世纪60 年代末,过程安全分析技术得以迅速发展,典型的方法如Dow Fffamp;EI、HAZOP、CEI、FMEA、Checklists、FTA、ETA、LOPA 等,被广泛应用于化工过程安全领域,70 年代中期,kletz 提出了本质安全(Inherent Safety,IS)概念[1],虽然仅晚几年且得到认同,但相关研究与应用远不及传统方法,直至1984 年Bhopal 异氰酸甲酯重大泄漏事故的发生,导致2000 8000 人直接死亡,约十几万人遭受健康问题,而作为中间产物的异氰酸甲酯完全可以通过改变反应路径消除,表明仅依靠传统安全方法无法从本质上解决化工安全问题,本质安全才逐渐受到重视[2]。自1993年,Edwards首先提出PIIS(Prototype Inherent Safety Index)以来[3],本质安全评价方法发展迅速,指标体系和评价模式不断得到改进,已开发的方法达到十几种,此外,本质安全评价模块化并集成于过程模拟优化软件也成为研究重点[4],促进了本质安全评价在过程开发中的应用。Heikkila 首先提出将本质安全评价引入过程综合阶段,希望在过程开发早期实现本质安全的应用[5]。在我国,重大化工安全事故也时有发生,直接或间接地源于过程本质安全水平不高,如2007 年5 月11 日,中国化工集团沧州大化TDI 公司硝化装置爆炸事故,触发事件是因硝酸过量导致过硝化副反应的发生,而该危害在过程早期是可以预见的。
本文首先阐述本质安全的内涵,及其对化工过程生命周期的影响,然后,着重对本质安全原理及其应用、本质安全评价方法、本质安全评价在化工过程中的应用进行了详细讨论,通过全面分析本质安全的发展脉络,提出本质安全未来的发展方向。
1 本质安全及其原理
1.1 本质安全
“本质安全”一词近期频繁出现,须首先明确它的涵义。英国的Kletz 教授首先提出了“本质安全”概念,他认为物质和过程的存在必然具有其不可分割的本质属性,比如某物质有剧毒性,某过程是高温高压的等等,它是形成过程危害的根源,只有通过消除或最小化具有固有危害性质的物质或过程条件,才能从本质上消除过程的危害特征,实现过程的本质安全。严格地讲,不存在绝对的本质安全过程,当某过程相比于其它可选过程消除或最小化了危害特征,就认为前者是本质安全更佳的过程。综上,本质安全即为安全的本质特征,则具有安全本质特征的过程称为本质安全过程,特征的不可分割性决定了它能从本质上实现过程安全。它与传统安全理念之间的区别体现在以下三方面:
1)着眼点不同。本质安全的宗旨是根除过程的危害特征,从而消除事故发生的可能性,故在过程允许的情况下能够实现过程零事故;而传统安全方法以控制危害为目标,仅能降低事故发生的概率或弱化后果的影响,并不能避免其发生;
2)采用方式不同。本质安全根据物质和过程的固有属性消除或最小化危害;而传统安全方法通过添加安全保护设施控制已存在的危害;
3)介入时机不同。本质安全注重在过程早期从源头上消除危害,同时要求在整个过程生命周期从本质上考虑过程安全;传统安全方法通常在过程中后期对危害进行分析、评价,提出改良措施。
1.2 在化工过程的生命周期中考虑本质安全
在化工过程的整个生命周期中,人们往往把关注点放在中后期,认为控制了过程的成熟期就抓住了过程的本质,其实不然。当形成过程雏形时已经与生俱来了其本质的基本特性,故在过程生命早期的决策更为重要,随着对过程认识的不断深入,人们希望从整个生命周期的全局出发把握过程的命脉。借鉴了在过程中对环境因素的考虑,人们对于在化工过程的整个生命周期中考虑本质安全形成了一些共识[6]。
过程的生命周期包括研究/开发、初步概念设计、基础设计、详细设计、建设施工、开车、操作运行、维护改造、退役等多个阶段,各阶段中考虑过程本质安全的机会大不相同。在过程早期考虑本质安全的自由度较大,到中后期逐渐减小,因为过程已经定型,只能添加安全保护设施,不但安全费用迅速增加,也使过程变得复杂,如图1 所示。在整个生命周期中,主要的过程决策集中于研发和概念设计阶段,故它们是考虑本质安全最为重要的2 个阶段。目前,在过程早期针对本质安全的评价方法发展较快,涌现出了十几种方法,但还没有将本质安全集成于该阶段形成指导过程决策的系统性成熟方法,实践中的应用就更不理想了。据Edwards 调查显示,国外仅约15%的从业人员相信并热衷于采用IS 技术,从数届全国石油化工生产安全与控制学术交流会反映的情况看,国内从业人员应用IS 技术非常有限,所以发展本质安全的任务还是很艰巨的。
化工过程生命周期中不同的阶段可获取的过程信息不同,虽然在过程早期提升本质安全的空间较大,但过程的信息资源相对缺乏,易造成过程决策的偏离,而过程的详细数据是对前期决策的检验和权衡依据,所以传统安全分析方法的应用也是不可或缺的,比如在过程设计阶段进行HAZOP 分析等。按照化工过程安全方法的发展脉络[7-10],本质安全分析方法可大致分为3 个阶段,如图2 所示[11-15]。因此本质安全并不是否定传统安全方法,而是有效互补,二者在过程生命各阶段具有不同的地位和作用。本质安全占有主导地位,并在整个生命周期中发挥其指导作用,比如引导传统安全方法在其适用的阶段层次上尽可能采用本质提升方案等。

图1 化工过程生命周期中考虑本质安全的机会Fig1 Opertunities of Considering Inherent Safety along Chemical Process Life-Cycle
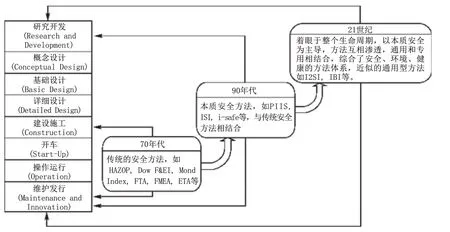
图2 化工过程生命周期中过程安全方法的演变Fig2 Evolution of Process Safety Methodology during Chemical Process Life-Cycle
2 本质安全原理
本质安全原理是本质安全设计的依据,是保证过程朝本质安全方向发展的一般性原则。最早由Kletz教授提出,根据IPSG(International Process Safety Group)和AICheE的CCPS(Center for Chemical Process Safety)对本质安全设计原理的定义,按照它们的优先级,依次为最小化或强化(Minimization or Intensification)、替代(Substitution)、缓和(Attenuation)、简化(Simplification)。Perry’s Chemical Engineerings’Handbook(8th Edition)重申了本质安全设计原理,并阐述了用户友好设计原理,认为应按照原理的优先级,在应用各原理时优先选择本质提升方案。本质安全原理是定性的描述,没有统一的衡量标准,导致应用程度参差不齐,有些学者建议用本质安全指标进行量化,比如最小化对应总量值指标,替代对应易燃性、爆炸性、毒性指标等。分层次的过程安全设计原理如表1 所示,对各原理进行了解释并举例。

表1 分层次的过程安全设计原理Table 1 Hierarchical Principles of Process Safety Design
3 本质安全原理的应用
在化工过程整个生命周期的不同阶段,本质安全原理应用的机会和程度是不同的,现有的文献显示,相关研究主要集中于过程的早期阶段,研究对象可分为物质和过程2 类,前者主要包括反应原料和路径的选择、溶剂的选择、物质储存和输送的方式等,后者主要包括反应器的强化、反应器的选择、操作方式的选择、过程条件的改良等若干方面。研究成果针对于消除或减小引发火灾、爆炸、泄漏、中毒等事故的危害因素,如Amyotte 等将本质安全原理应用于粉尘爆炸过程的预防和缓和,具体阐述了各原理的应用方法。按照本质安全原理的优先级,下面分别对各原理的应用情况进行描述。
3.1 最小化
最小化原理的重要应用之一是反应器的选择,反应器的大小和处理物料的量成为重要的考量因素,人们根据各类反应器自身的特点,应用最小化原理进行分析,提出了各类反应器的本质安全潜力。一般认为,CSTR 比BSTR 本质安全性更好,因为对一定的生产任务,前者具有更小的反应器体积,物料混合更充分,减少了副产物的生成,且浓度、温度等参数均一,易于控制并降低了过程失效的几率。PFR 具有最小的反应器体积,且设计简单,设备连接少,对放热反应换热效率高等,但沿管长压降较高,不利于控制。环流反应器在很多场合可代替BSTR,因为更高的传质效率使环流反应器体积大为降低。如果仅从反应器体积和物料的量值考虑反应器的安全性,按优劣依次为PFR、环流反应器、CSTR、BSTR,但是,反应的类型和机理有时与上述结论相矛盾。比如,Englund 阐述了对于乳胶生产过程,BSTR 的安全性优于CSTR。所以,应在深刻理解反应机理的基础上应用最小化原理,综合考虑和权衡各安全因素,确定最优的反应器。
最小化原理还应用于减少设备数量,将若干单元操作合并在一个设备中进行,从而使过程的设备数量最小化。Agreda 等开发了醋酸甲酯的反应精馏工艺,过程设备数量从9 降至3,投资费用降低。虽然反应精馏增加了反应器本身的复杂性,但不失为过程强化的一个重要方向。
储存和输送的物料应满足最小化原理,根据生产的需要确定危害性原料或中间产物最小的储存量,因为储存设备和输送管线是发生泄漏的重要危险源,所以必须确认其最小量值,尤其对于具有危害性的中间产物或副产物,应采取措施尽量避免对它们的储存和运输。Buxton提出在萘甲胺生产过程中,通过改变反应路径消除危害性中间产物异氰酸甲酯。Wade 将丙烯腈流程的副产物氢氰酸直接作为其它生产单元的原料,从而消除了对氢氰酸的储存。
3.2 替代
替代原理主要应用于对反应物和溶剂的替代。通过采用新原料,改变反应路线,开发新型过程技术,实现对危害反应物(或反应路径)的替代。Buxton通过环境影响最小化的反应路径综合,提出了若干生产萘甲胺的可替代方案,可消除中间产物异氰酸甲酯。Puranik 提出氨氧化过程生产丙烯腈,以氨和丙烯代替乙炔和氰化氢作为原料,消除危害性原料氰化氢。Hochheiser 提出丙烯氧化生产丙烯酸酯,从而消除了乙炔法中有剧毒性的镍催化剂。此外,新型过程技术的开发加强了替代原理的应用,如超临界过程、多米诺反应、酶催化过程、激光微排反应等。
易燃性溶剂在高于闪点或沸点下操作是火灾危害的主要原因之一,所以用水或低危害有机溶剂代替高挥发性有机溶剂是替代原理的另一重要应用。如尽量采用低挥发性高沸点的溶剂,工业脱脂时以水性或半水性清洗系统代替有机类清洗系统等。美国环境保护局开发了专家系统辅助纺织工业中溶剂的选择,Overton 等阐述了用低危害物质代替苯,取代易燃性溶剂,以次氯酸钠代替氯气净化水等替代过程。Suhani 等提出了分子设计和过程设计中集成本质安全替代原理的方法,并结合液-液萃取过程阐明如何选择替代溶剂。
3.3 缓和
缓和原理的实现通过物理和化学两种方式,前者包括稀释,制冷等,后者是通过化学方法改良苛刻的过程条件。沸点较低的物质常储存于压力系统中,通过用高沸点溶剂进行稀释能够降低系统压力,发生泄漏时可有效降低泄漏速率,如果过程允许应在稀释状态下储存和操作危害性物质,常见的该类物质如氨水代替液氨、盐酸代替氯化氢、稀释的硫酸代替发烟硫酸等。稀释系统还可应用于缓和反应速率,限制最高反应温度等方面,但增加稀释系统会提高过程的复杂性,所以需要权衡对过程安全性的利弊。制冷具有类似于稀释的优点,危害性物质如氯,通常在低于其常压沸点下储存,可以减小物质蒸气压,有效降低泄漏时物质的气化速率,减少或消除液体气溶胶的形成,从而提高过程的本质安全性。Marshall等通过对6 种物质的低温储存进行分析,结果表明总体上制冷储存的安全性优于高压储存。
改善苛刻的反应条件是缓和原理另一个重要应用。如采用新型催化剂实现了在低压下甲醇氧化生产醛;聚烯烃技术的改进使过程压力有效降低;采用高沸点溶剂可以降低过程压力,同时降低过程失控时的最大压力等。
3.4 简化
反应器设计的强化能够减少复杂的安全装置,如反应器设计压力大于反应失效时的最大压力,则不需要超压安全链锁装置,同时有效减小泄放系统的尺寸,从而使过程设备简化,前提是充分理解失效条件下的反应机理、热力学和动力学特性并进行评价。
Hendershot 提出将1 个进行复杂反应的间歇反应器分解成3 个较小的反应器完成,可以减小单个反应器的复杂性,减少物料流股间的交互作用,但分解后反应器个数增加,且中间产物的属性及输送也会增大过程的复杂性。与最小化实例相比,恰为相反的过程,可见各原理在应用时会出现矛盾,所以应根据反应的实际情形对不同实现过程进行综合评价以确定安全性最优的过程。
可见,各原理在应用时存在一定交叉,原理之间可能相互抵触,如反应精馏满足最小化原理,但不符合简化原理,只能通过深入理解反应及失效时的特性,综合评价过程的本质安全性。本质安全原理的应用发展较慢,主要归因于应用本质安全的经济效益没有得到广泛认可;传统过程开发模式中引入安全分析较晚,应用本质安全的机会下降;与新过程开发比较,对已有过程应用本质安全更加困难;本质安全的应用有赖于新型过程的开发等诸多因素[2]。
4 结论
综上所述,化工过程本质安全的研究主要有本质安全内涵和外延,本质安全原理的定性定量应用,本质安全分析评价方法的改进,本质安全与过程综合的集成,本质安全评价模块开发及其内嵌于过程模拟优化工具等方面,综合考虑研究现状及其演变脉络,得到如下结论:
1)本质安全是通过消除或减小危害特征实现过程的安全,着眼于从根源上解决化工安全问题,应作为优先采用的过程安全技术。本质安全理念应拓展至化工过程的整个生命周期,在不同阶段层次上优先考虑本质提升的过程安全方案。本质安全原理是指导过程安全设计的基本原则,将其进一步转化为应用于各安全层级的可操作性强的系统性规则,并结合定量的本质安全指标,才能体现本质安全设计,目前还没有广泛认可的系统方法出现。
2)本质安全原理在应用时很难同时得到满足,需要进行权衡,则对过程失效机理及综合评价方法的深入研究成为决策的重要支撑,对于复杂过程更为显著,同时,本质安全原理的应用有赖于新型过程和技术的开发,如新原料,绿色反应路径,新型催化剂等。此外,针对过程开发中阻碍本质安全原理应用的诸多因素,应探索有效的解决方案。
[1] Kletz T A. Inherently Safer Design-the Growth of an Idea[J].Process Safety Progress,1996(15): 5-8.
[2] Daniel A C, Laurence G B, Walter L F.Perry’s Chemical Engineerings’ Handbook, 23 Section,Process Safety[M]. New York: McGraw-Hill, 2008.
[3] Daniel A C, Robert E B, David G C, Inherently Safer Chemical Processes-A Life Cycle Approach[M]. New York: American Institute of Chemical Engineers, 1996.
[4] Edwards D W. Are We too Risk-averse for Inherent Safety? An Examination of Current Status and Barriers to Adoption[J].Process Safety and Environmental Protection, 2005,83(B2): 90-100.
[5] Daniel A C, Joseph F L.. Chemical Process Safety Fundamentals with Applications[M].NJ: Prentice Hall PTR.2002.
[6] Amyotte P R, Pegg M J, Khan F I. Application of Inherent Safety Principles to Dust Explosion Prevention and Mitigation[J].Process Safety and Environmental Protection, 2008(59):1-5.
[7] Gupta, J.P., Edwards, D.W., A Simple Graphical Method for Measurement of Inherent Safety[J], Journal of Hazardous Materials, 2003,104(1):15-30.
[8] Chan T.L, Shariff A.M. Process route index (PRI) to assess level of explosiveness for inherent safety quantification[J], J Loss Prev Process Ind,2009(22):216-221.
[9] Gunasekera M Y, Edwards D W, Chemical Process Route Selection Based upon the Potential Toxic Impact on the Aquatic,Terrestrial and Atmospheric Environments[J].J Loss Prev Process Ind,2006(19):60-69.
[10] Meel A, Seider W D, Soroush M. Game Theoretic Approach to Multiobjective Designs: Focus on Inherent Safety[J]. AIChE,2006(52): 228-246.
[11] Hurme M., Rahman M. Implementing inherent safety throughout process lifecycle[J]. J Loss Prev Process Ind.,2005(18):238-244.
[12] Edwards D W. Export inherent safety not risk[J]. J Loss Prev Process Ind., 2005:254-260.
[13] 周华,李秀喜,钱宇.石油化工过程安全技术研究进展[J].化工进展,2008,28(10):1498-1504.
[14] 田震.化工过程开发中本质安全化设计策略[J].中国安全科学学报, 2006,16(12):4-8.
[15] 樊晓华,吴宗之,宋占兵.化工过程的本质安全化设计策略初探[J].应用基础与工程科学学报,2008,16(2):191-199.
猜你喜欢
现代仪器与医疗(2022年2期)2022-08-11
中国外汇(2019年13期)2019-10-10
云南教育·中学教师(2019年10期)2019-08-13
民用飞机设计与研究(2019年2期)2019-08-05
摄影之友(影像视觉)(2019年3期)2019-03-30
消费导刊(2018年10期)2018-08-20
环境保护与循环经济(2017年4期)2018-01-22
山东工业技术(2016年15期)2016-12-01
数学学习与研究(2016年19期)2016-11-22
工业设计(2016年4期)2016-05-04
