
神经网络和证据理论融合的尾轴承磨损故障诊断
2014-11-29 03:01王永坚陈景锋杨小明
中国航海 2014年4期
王永坚, 陈景锋, 杨小明
(1.集美大学 轮机工程学院,福建 厦门 361021;2.福建省厦门轮船公司,福建 厦门 361021)
神经网络和证据理论融合的尾轴承磨损故障诊断
王永坚1, 陈景锋1, 杨小明2
(1.集美大学 轮机工程学院,福建 厦门 361021;2.福建省厦门轮船公司,福建 厦门 361021)
为克服铁谱、光谱、理化和颗粒计数等4种油液检测分析方法在船舶尾轴承磨损故障诊断中存在的准确性偏差等问题,提出运用神经网络和D-S证据理论对尾轴承磨损故障进行融合诊断。依据各分析方法的标准磨损界限值,将各检测原始数据预处理转换为布尔值,运用神经网络算法获取每种检测方法的故障域单项诊断结果。利用D-S证据理论融合各单项故障诊断结果,以获得更为准确的诊断结果,并通过具体的案例验证方法的准确性。
船舶工程;船舶尾轴承;油液分析;神经网络;D-S证据理论;磨损故障
船舶尾轴管装置(尾轴承及尾轴)是推进装置轴系组成设备中最关键的部件之一,其穿出船体与螺旋桨相连,工作条件十分恶劣,除了需要承受各种机械应力、海水腐蚀之外,还存在严重的摩擦磨损问题。[1]油润滑尾轴及轴承工作状态较差,不仅影响船舶安全航行,而且会对海洋环境造成严重污染。因此,运用科学、有效的检测方法,定期检测尾轴及轴承工作状态,及时发现故障问题,提出故障诊断意见,指导轮机管理人员及时检修尾轴承和科学换油,对确保船舶安全航行和保护海洋环境具有重要作用。[2]应用油液检测技术与先进故障分析理论监测船舶尾轴承磨损故障,对及时发现故障进而采取科学的检修措施、降低故障发生率具有显著的现实意义,已成为尾轴承维护保养的重要手段之一。
1 船舶尾轴承磨损故障诊断流程
尾轴管装置一般由尾轴管、尾轴承、密封装置以及润滑、冷却部分等组成。[1]基于神经网络和D-S(Dempster-Shafter)证据理论的船舶尾轴承磨损故障诊断研究方法与技术手段见图1,基本思路为:
1.根据受控船舶(57 000载重吨散货船)油润滑尾轴承(铅基巴氏白合金PbSb10Sn6)最常见的磨损故障类型确定故障域(正常磨损、过度磨损、擦伤、裂纹、金属剥落、烧熔等)。

图1 基于神经网络与D-S证据理论融合的船舶尾轴承磨损故障诊断流程图
2.定期送检尾轴承油样理化指标、铁谱、光谱和颗粒计数(污染度)测取的检测数据,与行业专家和轮机管理人员建议的评判标准极限值(阈值)比较后,对各检测原始数据进行预处理。
3.基于神经网络理论获取每种检测方法的故障域诊断结果。
4.利用D-S证据理论融合各检测分析方法对故障域的单项诊断结果,获取更为准确的尾轴承磨损故障诊断结果,为船舶的日常维护保养提供重要的技术保障和决策支持。
2 基于神经网络的尾轴承油样检测数据分析与故障诊断
2.1BP神经网络与油样训练样本
BP神经网络由输入矢量层、多个隐含层以及输出层组成。[3]BP算法是一类有导学习算法。船舶尾轴承BP算法中的训练样本是从行业专家和经验丰富的轮机管理人员的长期经验总结和科学判断中获得的,尾轴承BP算法中的油样检测数据的训练样本分为铁谱、光谱、理化指标分析、颗粒计数等4类子网络训练样本。
2.2尾轴承油样检测数据故障征兆预处理
由于运用4种油液检测分析方法得到的诊断数据的数值及量纲均不相同[4],为便于后续分析,在进行神经网络诊断分析和D-S融合诊断前,必须对各原始检测数据进行预处理。预处理的主要方法是:将4种带有故障征兆的检测数据与行业专家和轮机管理人员建议的评判标准界限值(阈值)相比较,处于正常范围内的值标为0,超出界限值的标为1,这样就将具有故障征兆的4种原始数据转换为0和1的布尔值。
在船舶尾轴承油样分析中,理化分析的原始数据选择有100 ℃和40 ℃的运动黏度、机械杂质及水分含量等。根据理化指标与尾轴承故障模式的对应关系,通过预处理得到的输出结果为:运动黏度超标SP1;机械杂质超标SP2;其他理化指标超标SP3。
铁谱检测原始数据为各类磨粒的百分比[5],通过预处理得到的输出结果为:球状磨粒SF1;层状磨粒SF2;疲劳磨粒SF3;切削磨粒SF4;严重滑动磨粒SF5;腐蚀磨损SF6;污染物颗粒SF7;红色氧化物磨粒SF8;黑色氧化物磨粒SF9。
光谱分析中,检测的金属类型与尾轴承材料有关[6],此受控船舶尾轴承采用铅基巴氏白合金,检测获得的原始数据中选择与故障域关联度紧密的Fe,Cu,Cr,Sb,Sn,Pb,Na等元素的百万分比浓度[7]。通过预处理得到:Fe元素浓度超标S1;Cu元素浓度超标S2;Cr元素浓度超标S3;Sb元素浓度超标S4;Sn元素浓度超标S5;Pb元素浓度超标S6;Na元素浓度超标S7。
尾轴承油样颗粒计数检测分析中,由于检测获得的各挡尺寸颗粒(5~15 μm,15~25 μm,25~50 μm,50~100 μm,≥100 μm)的具体数量与尾轴承的故障域无法对应,因此只能通过判断油样污染度是否超标进行预处理得到:污染度超标SC1。
2.3基于神经网络单项检测方法故障诊断
BP神经网络多层前馈网络的分类能力与网络信息容量有关,为解决因网络参数太少而无法表达样本中蕴涵的规律以及网络参数过多样本信息少而得不到充分训练的问题,采用3层BP神经网络对尾轴承油样检测获得的分析数据进行磨损故障分析,以获得较为可靠的诊断结果。
BP神经网络船舶尾轴承磨损故障诊断系统包括铁谱、光谱、理化分析和颗粒计数等4类子系统,其中子系统输入的是各种原始数据通过预处理得到的布尔值0或1。根据行业专家和轮机管理人员的综合意见确定尾轴装置故障域为:正常磨损(F1),过度磨损(F2),擦伤(F3),裂纹(F4),金属剥落(F5),烧熔(F6);在不同子系统中,分别用AFn(铁谱)、BFn(光谱)、CFn(理化)、DFn(颗粒计数)表示。
根据行业专家和轮机管理人员多年的经验知识得到的4种检测数据神经网络的训练样本见表1~表4。由于输入样本不同,所建立的网络结构参数也不同。如确定铁谱子系统网络结构参数的基本方法为:输入层有9个神经元,输出层有6个神经元,隐含层节点数的选择直接影响网络对复杂问题的映射能力,因此采用试凑法确定最佳隐节点数。首先设置较少的隐节点训练网络,然后逐渐增加隐节点数,用同一个本集进行训练,从而确定网络误差最小时对应隐层应该有20个神经元,最终获得铁谱网络结构参数为9-20-6。按此方法,可得光谱网络结构参数为7-15-6,理化指标网络结构参数为3-7-6,颗粒计数网络结构参数为1-6-6。

表1 铁谱子网络的训练样本

表2 光谱子网络训练样本
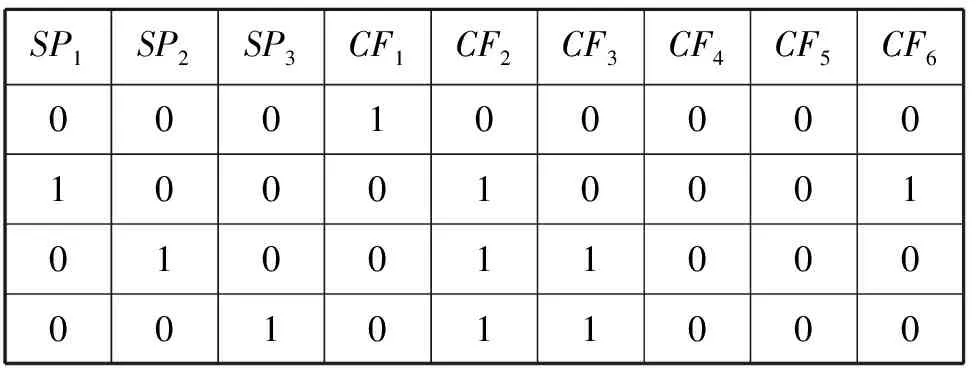
表3 理化指标分析子网络训练样本

表4 颗粒计数子网络训练样本
3 尾轴承磨损故障D-S证据理论融合诊断
D-S证据理论是目前决策层融合中最常用的方法之一,证据理论的基础是证据合并和信任函数的更新,其对不确定性的描述[8]是通过识别框架、基本概率分配函数以及信任函数等的概念来进行的。
3.1识别框架与基本信任分配函数
设互不相容事件的完备集合Θ为识别框架,可表示为:Θ={θ1,θ2,…,θj,…,θn},θj为识别框架Θ的一个事件或元素,n为元素个数;由识别框架Θ的所有子集组成的一个集合称为Θ的幂集,记作2Θ,而基本信任分配函数m是一个从集合2Θ到[0,1]的映射,A为识别框架Θ的任一子集,记A⊆Θ,且满足条件
(1)

3.2证据理论的合成规则
设Bel1,Bel2,…,Beln都是相同框架2Θ上的信任函数,其基本概率分布是m1,m2,…,mk,…,mn,焦元分别为A1,A2,…,Ai,…,An和B1,B2,…,Bj,…,Bn,则n个信任函数组合支持程度为

(2)
对于双重假设问题,若设每个问题的陈述对假设A的支持程度分别为m1(A),m2(A),…,mn(A)以及m1(θ),m2(θ),…,mn(θ),且有
mi(θ)=1-mi(A),i=1,2,…,n
(3)
则联合式(2)和式(3)可推导出

(4)
在利用尾轴承油样的4种检测分析方法进行磨损故障诊断时,会有不同的诊断准确率。相关研究[9]表明:铁谱诊断的准确率为RF=55%,光谱为RS=36%,理化性能分析为RP=21%,颗粒计数为RC=33%,可以得到神经网络单项诊断4种方法6种故障模式的故障基本概率的分配(见表5)。

表5 4检测方法6种故障模式基本概率的分配
4 案例验证
为验证研究过程的有效性,以对受控母型船(57 000载重吨散货船)尾轴承进行长时间定期检测油样中的某一次较为不理想的检测数据为例进行验证。此次检测中,铁谱原始数据预处理后的结果为:层状磨粒和疲劳磨粒超标,其他磨粒正常,故障征兆向量为{SF1,SF2,SF3,SF4,SF5,SF6,SF7,SF8,SF9}={0,1,1,0,0,0,0,0,0};光谱原始数据处理后的结果为:Fe与Cr元素超标,其他元素含量正常,故障征兆向量为{S1,S2,S3,S4,S5,S6,S7}={1,0,1,0,0,0,0};理化性能原始数据处理结果为:运动黏度偏低,其他指标正常,故障征兆向量为:{SP1,SP2,SP3}={1,0,0};油样粒测处理结果为:污染度超标,故障征兆向量为:{SC1}={1}。根据BP网络一般设计原则,训练误差为0.001,训练步数为50,中间层神经元的传递函数为tansig,训练函数为trainlm,对尾轴承油样各检测方法训练样本进行单项磨损故障诊断,运行结果见表6。根据BP神经网络建立故障基本概率分布m,确定每种故障分析对油液检测方法的支持程度[10]。以表6的铁谱、光谱、理化分析和颗粒计数单项故障诊断结果为基础,以“过度磨损”为例,运用D-S证据理论对4种油液检测方法以不同方式融合后的组合的支持程度进行计算,过程为

表6 神经网络单项诊断结果
m1(A)=0.544 5,m1(θ)=0.455 5;m2(A)=0.658 8,m2(θ)=0.341 2;m3(A)=0.892 1,m3(θ)=0.107 9;m4(A)=0.654 0,m4(θ)=0.346 0。
根据式(4),有

(5)
若4种油液检测方法中的某一个或其他的方法没有给出与诊断规则相符的信息,则支持程度下降。如,若颗粒计数分析方法没有给出结果,则“过度磨损”故障的组合支持程度为
(6)
显然,获得的信息越充分,诊断结论的可靠性越高。依次类推,尾轴承磨损故障模式的其他类型D-S证据理论的融合诊断组合支持程度见表7。通过表7可以得到:
1. 不同油液检测方法的融合诊断,诊断结果的精度随检测方法的减少而明显降低,说明融合诊断手段对多种分析方法具有明显的互补性,可显著提高系统故障判断的准确率。
2. 此次不理想的检测数据运用神经网络和D-S证据理论融合诊断后,可知尾轴承过度磨损故障概率高,其次为裂纹和金属剥落。在决定检修方式时,应先检查过度磨损,接着检查裂纹和金属剥落,逐一排除故障。

表7 基于D-S证据理论不同油液检测融合诊断
基于上述分析,由本例油样数据可知该受控船尾轴承“过度磨损”的可能性非常高,为此,向船舶所有人提出必须提前进坞检修的建议。船舶所有人接受建议后,缩短近4个月的进坞检修时间进行尾轴承维修,经现场检查和测量,发现尾轴承出现较为严重的磨损现象,部分位置出现“露铜”现象,说明偏磨明显,也验证了研究方法的准确性。
5 结 语
为解决所运用的4种油液检测分析方法在对船舶尾轴承磨损故障进行诊断时存在的准确性不够高等问题,提出并设计基于神经网络和D-S证据理论的融合船舶尾轴承磨损故障诊断方法,通过具体的案例验证该研究方法的准确性。方法的应用对全面了解尾轴管装置的磨损机理、严重程度以及故障类型有重要的指导作用。
[1] 黄加亮,陈丹. 船舶动力装置技术管理[M]. 大连:大连海事大学出版社,2009:43-44.
[2] 孙培廷,魏海军. 油液检测技术及其应用[J]. 世界海运,2004, 27(1):54-55.
[3] 施彦,韩力群,廉小亲.神经网络设计方法与实例分析[M]. 北京: 北京邮电大学出版社, 2009:23-75.
[4] LITT JS, SIMON DL, GARY S. A Survey of Intelligent Control and Health Management Technologies for Aircraft Propulsion Systems[J]. Journal of Aerospace Computing, Information and Communication, 2004(1):543-563.
[5] 陈果.基于神经网络和D-S证据理论的发动机磨损故障融合诊断[J].航空动力学报,2005,20(2):303-308.
[6] LI Shaohui, FU Jixin. Study on the Characteristic Parameter of Oil Spectrometrie Analysis[J]. Lubrication Engineering, 2004(6):92-93.
[7] 朱新河, 严志军,王宏志,等. 船舶螺旋桨轴油液监测的研究[J]. 大连海事大学学报, 2000,26(4): 14-17.
[8] 刘立峰. 基于神经网络和证据理论融合的水电机组振动故障诊断研究[D].西安:西安理工大学, 2006.
[9] 虞和济, 韩庆大,李沈.设备故障诊断工程[M ].北京:冶金工业出版社,2001:931-949.
[10] 王松,褚福磊,何永勇,等.基于信息融合技术的发动机故障诊断的研究[J].内燃机学报,2003,21(5):374-378.
DiagnosisofSternBearingWearFaultwithCombinationofNeuralNetworkandEvidenceTheory
WANGYongjian1,CHENJingfeng1,YANGXiaoming2
(1.Marine Engineering Institute, Jimei University, Xiamen 361021, China; 2.Fujian Xiamen Shipping Co., Ltd, Xiamen 361021, China)
With the aim of improving the accuracy of existing oil analysis techniques for diagnosing stern bearing wear fault, the method of fusing 4 commonly used diagnosis analysis (ferrograph, spectroscopy, oil chemical-physics analysis and particle counting analysis) is designed based on neural networks and the D-S evidence theory. The test data from the 4 kinds of analysis of the oil sample are transformed into BOOL values by comparing them to respective wear limit values, and processed by means of neural network analysis method to find the tentative decisions given by each analysis method. These tentative decisions are processed according to the D-S evidence theory to get the final diagnosis decision. The method is verified by actual cases.
ship engineering; ship stern bearing; oil analysis; neural network; D-S evidence theory; wear fault
2014-07-29
福建省自然科学基金(2012J01228);福建省教育厅资助项目(JA12203)
作者简介:王永坚(1972—),男,福建晋江人,副教授,高级轮机长,主要从事轮机仿真技术与船舶动力装置故障分析研究工作。
E-mail:wyongjian55@qq.com
陈景锋(1963—),男,福建厦门人,教授,轮机长,主要从事船舶动力装置故障分析研究工作。E-mail:jingfengchen@126.com
1000-4653(2014)04-0020-05
TP18;U664.21
A
猜你喜欢
机床与液压(2022年21期)2022-11-23
超硬材料工程(2022年3期)2022-10-19
西安石油大学学报(自然科学版)(2022年4期)2022-07-28
组合机床与自动化加工技术(2022年4期)2022-04-26
中国机械工程(2022年2期)2022-01-27
可再生能源(2021年6期)2021-06-19
探索科学(学术版)(2020年10期)2021-01-29
航空发动机(2020年4期)2020-09-16
汽车维修与保养(2020年11期)2020-06-09
润滑与密封(2019年11期)2019-11-27
