
工业石灰窑MVC架构的PLC控制系统*
2015-02-13 04:08杨盛泉杨洪波王劲松罗清道
西安工业大学学报 2015年11期
杨盛泉,荆 心,杨洪波,王劲松,罗清道
(1.西安工业大学 计算机科学与工程学院,西安710021;2.黄冈市华窑中兴窑炉有限责任公司,黄冈438000)
石灰的主要成分是氧化钙(CaO),是非常重要的建筑材料和工业原料,广泛用于钢铁、农药、医药、皮革、纺织等行业的产品.石灰品质的好坏直接影响着其相关联产品的质量.石灰窑是生产石灰的重要热工设备,目前国内外石灰窑都基于传统的方式生产过程控制,即采用人工操作或者部分设备相对独立的半自动化控制.这种控制方式的缺点是石灰窑各设备工作协调性差,工人劳动强度大,易受主观因素的影响,从而导致石灰产品质量时常不稳定,过生烧率高,烟尘污染大,生产效率低.
可编程控制器(Programmable Logic Controller,PLC)是一种具有微处理器(CPU)的数字电子控制器,可以将控制指令随时加载内存内储存与执行,它是专为工业设备进行底层控制的核心装置.PLC它不仅能实现复杂的逻辑控制、算术运算、PID闭环控制功能,而且具有很强的抗干扰能力与高可靠性,它的集成度高、体积小,能在恶劣环境下长时间连续不间断地运行[1].MVC(Model、View、Controller)模式把一个系统的输入、控制处理、输出流程按照模型、视图、控制器的方式进行分离[2],他是当下一种流行的软件设计模式,将他应用到工控系统可以使得系统的分析、设计到实现的复杂度大大降低,同时使得系统的可维护性、健壮性得以提高.
文中基于MVC模式,利用PLC自控控制技术的优势结合传统PC机的图形人机界面的特长研究与开发新型的石灰窑自动控制系统.
1 石灰窑工艺运行原理与系统控制硬件设计
石灰窑在运行过程中,其生产经历从原料配料、混料、提升加料、烧成、出灰一系列工序,这些工序环环相扣,任何一个环节出问题对石灰的产量、质量都会产生重大影响[3].根据石灰窑的运行工艺流程特点设计出分层的集散控制系统,它具有集中管理分散控制的特点[4].
1.1 石灰窑生产工艺运行原理
石灰窑煅烧生产首先是选择优质的石料和煤料分别存放到石料仓和煤料仓中,经过振动筛去除细小杂质传送到各自的电子秤按照设定的配比称量后,通过混料皮带均匀混合,其混合需要按照事先设定的比例混合,如果当次有偏差,则需要到下一次称量时自动补偿;继而由窑底的卷扬机将装满混料的料斗通过斜拉提升架至窑顶布料器,布料器完成给石灰窑混料均匀布料输送到窑内.
混料靠自重克服窑内热气流的浮力而缓慢向下运动,相继通过石灰窑的预热带、煅烧带、冷却带.在此期间,混料中的石料在下降过程中,经过炽热的煤料与助燃空气和二次风燃烧产生的燃烧产物进行复杂的煅烧化学反应,从而导致石灰石的分解和生石灰的晶粒的发育成长,当全过程完成时,也被底部的助燃空气冷却降温至40~60℃.然后由石灰窑的圆盘出灰机和两段密封阀在不泄漏助燃风的情况下,将石灰卸至窑外皮带机上.再经颚式破碎机破碎并筛分,最后经过斗提机输送到石灰成品库仓[3,5].
1.2 系统控制硬件设计
根据石灰窑生产的工艺运行机理,设计的石灰窑控制系统的硬件结构如图1所示,为典型的集散控制系统模式,主要包含三层,每一层包含内容与作用均不同.其描述为
① 应用层(Application layer).它为系统的外围连接层,主要由石料电子秤、煤料电子秤、工业控制计算机人机界面组成.石料电子秤与煤料电子秤通过RS485通信将配料采集数据送入到控制层.人机界面为最终系统与操作人员交换的界面,它通过TCP/IP协议连接到控制层,它可以实时地显示系统的实际工艺画面、运行曲线、动态数据等信息.
② 决策层(Policy layer).它为系统的的核心层,其由电源模块、CPU模块,开关量(I/O)模块、A/D采集模块、D/A控制模块等单元以积木式方式组合成.
③ 设备层(Device layer).它为系统的最底层,为石灰窑各个设备的采集与动作单元,其由温度传感信号、压力传感信号、料位传感信号、助燃风阀输出、二次风阀输出、窑出灰阀输出、窑出灰阀输出、窑设备运行状态、电子秤运行状态、电子秤控制动作等组成.
基于工业控制计算机和仪器仪表、PLC、外部信息采集单元与执行机构这种分层开发方式充分利用集散系统多种设备通讯技术和各部分相对独立分布式工作的特性,由于其良好的可移植性、健壮性、可重用性和安全性以及灵活的软硬件组态机制等优点而广受工业控制行业开发人员的欢迎.
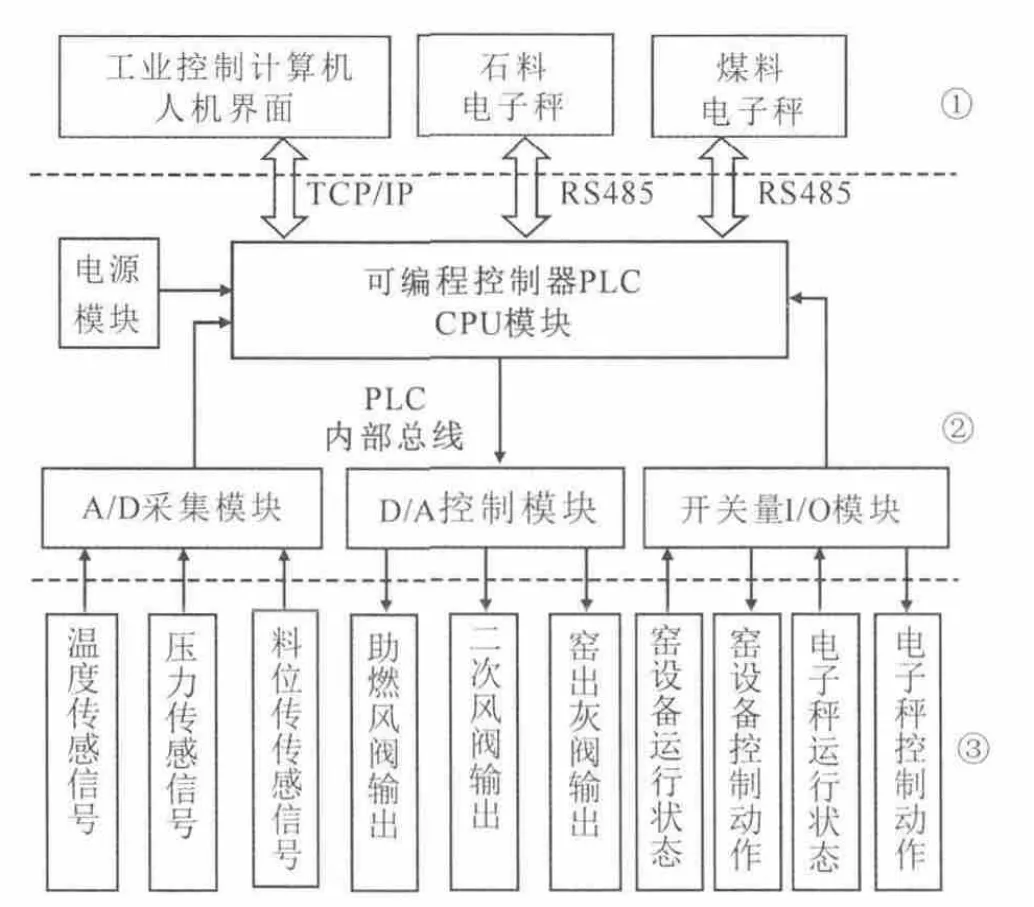
图1 基于PLC控制的系统硬件组成结构Fig.1 System hardware architecture based on PLC control
2 MVC模式软件系统设计
MVC框架是Xerox PARC在20世纪80年代为编程语言Smalltalk-80发明的一种系统设计模式,已被广泛使用到各行各业的软件设计开发当中.使用MVC将系统开发的整体被分成三种核心部件:模型(Model)、视图(View)、控制器(Controller),它们相对独立地并协同处理程序任务[6].由于MVC框架是一种系统设计设计思想而不是具体软件实现技术,不同行业系统设计开发人员对于不同的系统其MVC框架模式的描述往往不同,其基于MVC思想的技术方案表现为多种多样[7].本系统考虑到工业石灰窑控制工作的涉及到工控机、电子秤仪表、PLC以及其他外部设备等多接口特性,这些接口的设备要根据产品工艺曲线要求协同完成生产控制,系统设计的基于MVC架构的石灰窑软件功能结构如图2所示,它是由若干个Model、View、Controller组成.本系统的软件主要由应用层工业控制计算机PC程序、决策层PLC程序组成,这些程序中完全按照MVC架构思想设计,它们联合起来内部形成若干逻辑上的MVC组合体,针对石灰窑不同的控制要求完成不同的控制或者管理工作.
2.1 登 陆
系统的操作人员通过工业控制计算机的登陆、注册入口界面(PC View),系统的新用户需要注册,已注册的用户则需要输入用户名、口令信息给View,然后经过基于角色访问控制管理(PC Controller),按照实现设定的不同的角色所见到的用户界面不一样,完成的工作也不一样策略模型(PC Model),最后进入其具体的石灰窑多媒体人机交互操作界面(PC View).在此PC Model中石灰窑系统设计了四级登陆MVC角色权限,具体为:系统管理员(Right=0)、石灰工艺员(Right=1)、烧成班长(Right=2)、操作人员(Right=3),它们分别对应不同的操作PC View.
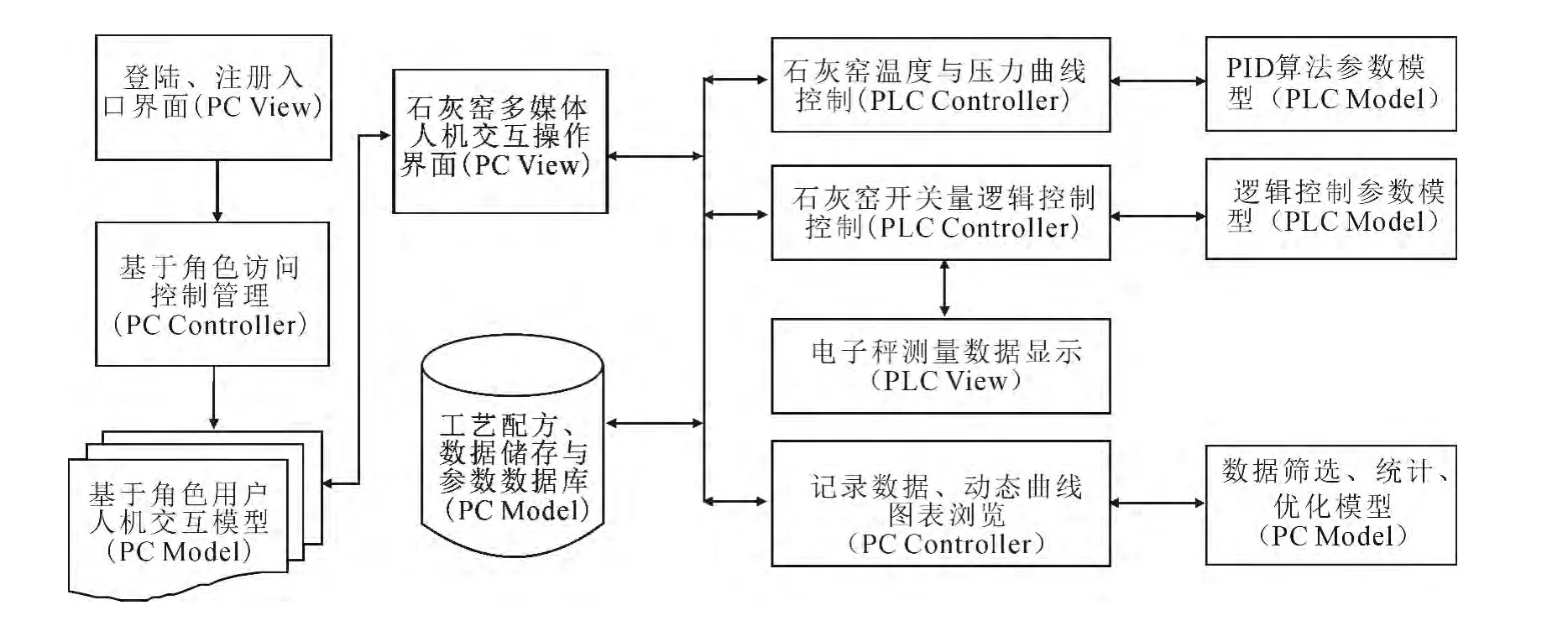
图2 基于MVC架构的石灰窑软件系统功能结构设计Fig.2 Design of the lime kiln software system functional structure based on the MVC architecture
2.2 石灰窑烧成控制
石灰窑的烧成机制是连续生产的方式,石灰窑形状为花瓶装树立着,所以也称竖窑、筒窑或者立窑,它的从上向下烧成过程分成:预热段、煅烧段、冷却段、出灰段.其过程要控制不同阶段的温度和压力,不同的石灰产品往往有着不同的烧成温度曲线模型(PC Model)和压力曲线模型(PC Model),控制温度一般可以调整燃料配比和助燃风的流量,控制压力一般可以调整助燃风和二次风的流量,在PLC内部通过石灰窑温度与压力曲线控制(PLC Controller)来调控D/A阀门实现.石灰窑温度与压力曲线控制(PLC Controller)工作时采用特定的PID算法参数模型(PLC Model)进行运算使得窑内采集温度、压力与实际产品工艺曲线设定值一致,PLC通过以太网口TCP/IP协议将运算调控结果反映到石灰窑多媒体人机交互操作界面(PC View);整个石灰窑烧成控制运行过程反映了PLC动态地调整外部设备使得窑炉工控跟随产品工艺设定参数的MVC过程.
2.3 石灰窑开关量逻辑控制
石灰窑开关量逻辑控制MVC主要为称重逻辑控制MVC、上料逻辑控制MVC、窑顶布料逻辑控制MVC、出灰逻辑控制MVC等.称重逻辑控制MVC通过石灰窑开关量逻辑控制(PLC Controller)采集电子秤测量数据 (PLC View)PV与设定的石料与煤料参数模型(PLC Model)配比参数SV进行比较运算进行控制振动筛与下料阀.上料逻辑控制MVC通过PLC Controller采集I/O模块中的皮带状态以及提升机的状态与预设的参数模型(PLC Model)中的上料规则实现给窑顶送料逻辑控制.窑顶布料逻辑控制MVC通过PLC Controller采集A/D模块中料位PV数值与工艺曲线参数模型(PLC Model)中的加料SV进行运算从而决定是否需要加料控制.出灰逻辑控制MVC根据PLC Controller采集I/O模块中的出灰机状态通过PLC Model中的出灰规则进行控制.
这些逻辑控制策略存放在逻辑控制参数模型(PLC Model)库中,它由若干产生式规则(if…then…)形成.如:石灰窑开关量逻辑控制(PLC Controller)通过PLC的RS-485通信口实时采集电子秤测量数据(PLC View)中的石料与煤料的重量为PV,通过逻辑控制参数模型(PLC Model)中的称重逻辑控制参数为SV,e位称重阈值,其产生式规则如下:
if abs(PV-SV)<e then CloseWeight;//关闭称重系统
if abs(PV-SV)>=ethen OpenWeight;//打开称重系统
2.4 石灰窑数据、图形与曲线
这一部分MVC完全是针对PC机采集数据存储后的查询、浏览、分析控制.石灰窑系统PC机通过TCP/IP可以采集PLC中的称重上料布料出灰开关量、电子秤数据、加料数据、各个部件运行状态等生产数据,这些数据通过控制器定期储存到数据库 (PC Model)中.当用户通过石灰窑多媒体人机交互操作界面(PC View)发出数据请求后,记录数据、动态曲线、图表浏览(PC Controller)通过数据筛选、统计、优化模型(PC Model)执行相应的方法,从工艺配方、数据储存与参数数据库 (PC Model)以图形或者曲线、目标变换数据返回到用户操作界面(View),供用户进一步分析或者二次决策.
在石灰窑控制系统中进行这种显示与行为分离的MVC设计可以带来很多好处,一方面使得各子系统的功能相对简单,从而易于实现,也降低了维护的难度;另一方面,又进一步的隔离了工艺配方与历史数据存储资源库,从而提高了后台数据的安全性.
3 石灰窑MVC架构软件系统实现
软件系统实现包含下位PLC程序与上位机PC机程序.针对国内某钢铁企业石灰窑控制要求,选取国际知名品牌Siemens S7-300PLC,其硬件组态配置结构如图3所示,它一共由两个机架组成,包含了 PS 307 5A 电源模块、CPU 315-2PN/DP模块、DI与DO系列开关量模块、AI与AO系列模拟量模块以及CP340串口通信模块等.PLC工作时通过PLC的PN太网口与工控机通信,同时通过PLC的CP340串口RS485遵循标准Modbus协议与托利多称重仪表通信.
PLC中核心代码使用SCL语言编写了若干FC、FB、DB等功能块.PLC中的这些功能块分别实现系统中设计的 MVC中的PLC Model、PLC Controller功能.PLC主程序OB1通过定期扫描执行若干任务功能块FC35,其主要代码为
{SCL_OverwriteBlocks:= ‘y’}//功能块内部写保护
FUNCTION FC35:VOID//定期扫描执行FC块
BEGIN
fPeriodRunFlag:=not fPeriodRunFlag;//定期执行标志
FC05();//系统AD与DA数据处理
FB41.DB11();//01#温度仪表PID执行
FB41.DB12();//02#温度仪表PID执行
FB41.DB13();//03#温度仪表PID执行
FB41.DB14();//04#温度仪表PID执行
FB41.DB21();//01#压力仪表PID执行
FB41.DB22();//02#压力仪表PID执行
FC10();//称重逻辑控制 MVC
FC11();//上料逻辑控制 MVC
FC12();//窑顶布料逻辑控制MVC
FC13();//出灰逻辑控制 MVC
FC20();//系统通信数据处理
END_FUNCTION
石灰窑上位机PC程序使用Borland Delphi 7.0进行设计开发,主要模块包含:用户注册登录模块、下位网络通信模块、窑炉工艺画面模块、数据储存管理模块、曲线动态显示模块等.核心代码运用组件与多线程的思想来设计实现,每个线程都有它自己的运行内存、句柄和系统资源.每一个线程内部都包含很重要的TTimer时间触发器,它负责为上位机的 MVC内部 PC Model、PC View、PC Controller之间的数据管理、事务处理、控制输出等工作.本系统的实现的石灰窑上位机PC程序运行主窗口如图4所示.
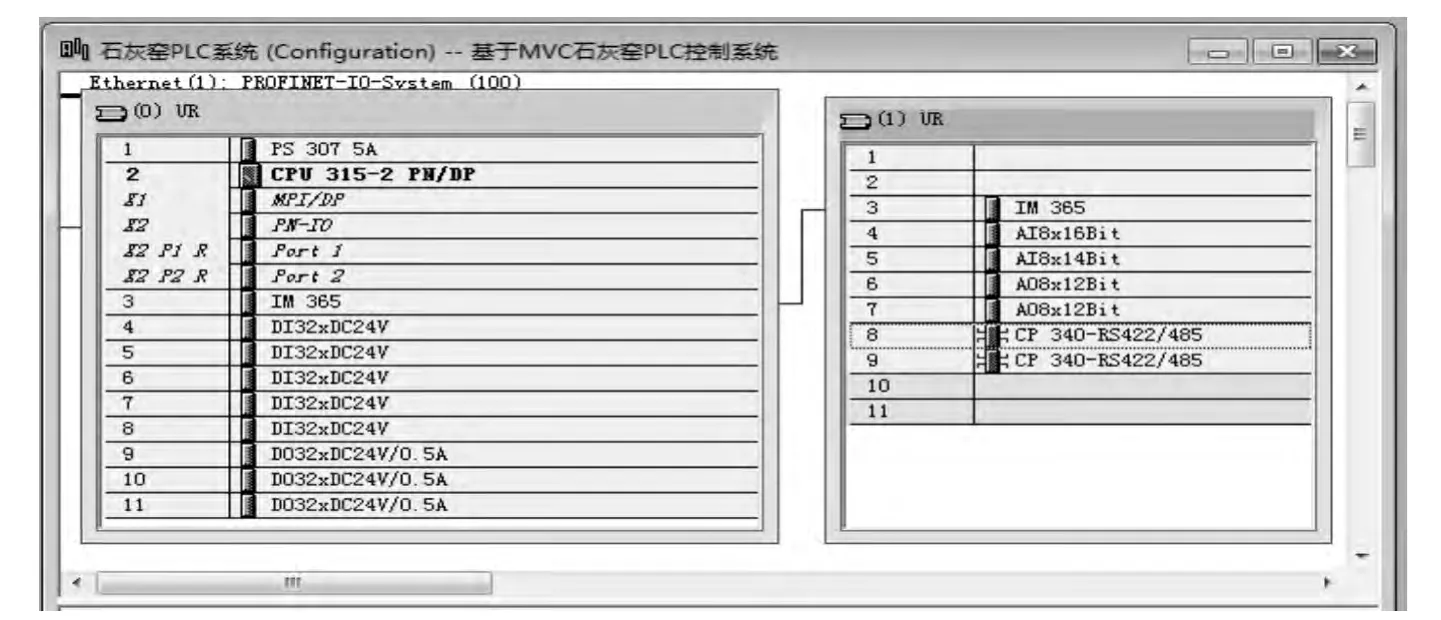
图3 石灰窑S7-300PLC硬件组态配置结构Fig.3 Lime kiln S7-300PLC hardware module configuration structure
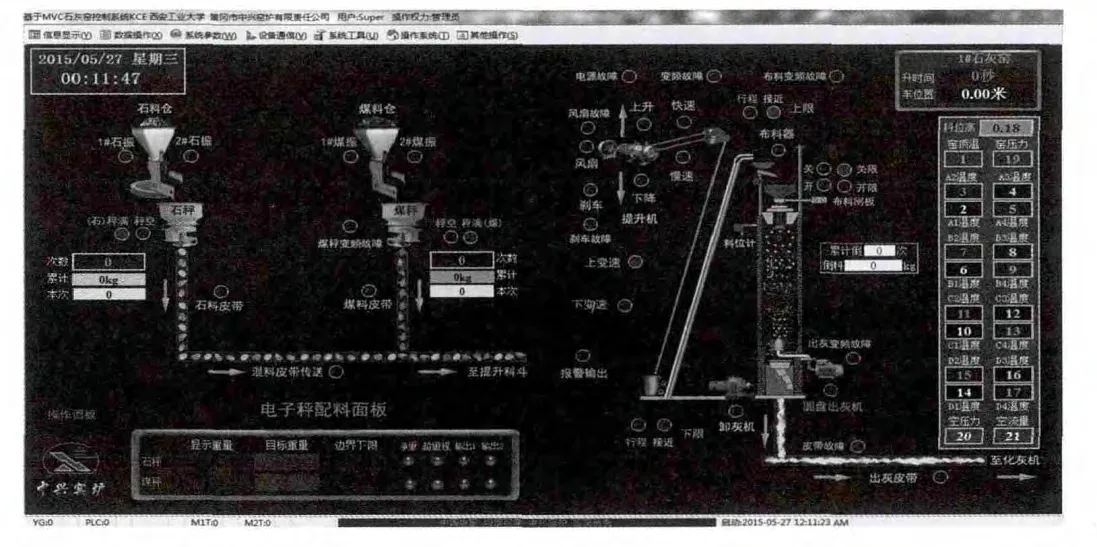
图4 基于MVC模式的石灰窑上位机主窗口Fig.4 Lime kiln PC main window based on the MVC architecture
该系统在国内某钢铁企业320m3石灰窑MVC模式控制中得到了成功的实施并且已经稳定运行一年多.跟其同样物理规模(320m3)传统人工为主控制的石灰窑(Old System)生产历史运行指标数据进行了统计评价对比,其结果见表1.其中活性度指标是表征生石灰水化反应速度的一个指标,即在足时间内以中和生石灰消化时产生的Ca(OH)2所消耗的4mol·L-1盐酸的毫升数表示;含CaO%表示石灰中有效氧化钙含量,这个参数越高说明质量越好;生过烧率为生烧与过烧的比例,生烧就是其中部分石灰石没有完全分解,过烧是石灰石煅烧过渡,使生石灰致密,这一部分生石灰活性低,难于在后面的生产中起反应;环保指标主要指燃烧产物排放中的烟尘含量.
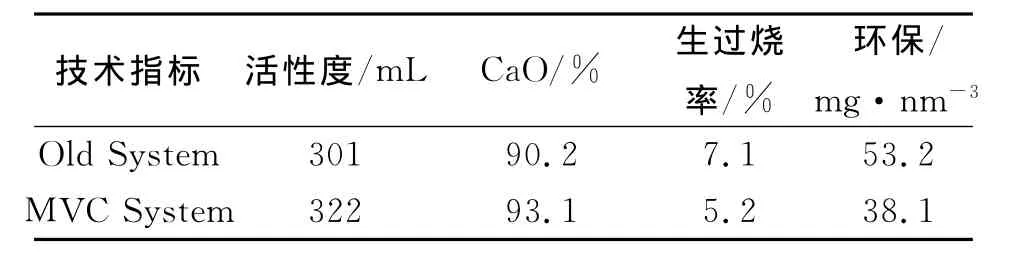
表1 两种控制方式运行效果对比Tab.1 Contrast befween the two systems
通过表1可以看出,MVC System比Old System活性度高约21mL、有效氧化钙含量高约3%、生过烧率低约2%,并且环保烟尘排放指标低了很多,远低于国家环保硬性指标50mg·nm-3.
4 结 论
工业石灰窑MVC架构的PLC控制系统硬件上由应用层、决策层、设备层等三层组成,其软件又由若干个Model、View、Controller组成.本系统的设计与实现简单易行,具有很强的通用性,该系统在具体的企业运行实验对比表明,其可以很大程度上改变了石灰窑传统控制过程中表现出的产品质量差、生过烧率高、环保指标差、工人劳动强度高等落后状况.本系统为工业石灰窑控制行业提供了较好的模型和方法,具有良好地实际应用推广价值.
[1] 苏方臣,刘振,刘波.基于PLC的皮带卸料小车自动布料控制系统设计[J].工业控制计算机,2015,28(4):167.SU Fang-chen,LIU Zhen,LIU Bo.Design of Belt Discharging Carrier Automatic Control System Based on PLC[J].Industrial Control Computer,2015,28(4):167.(in Chinese)
[2] 解甜,许军.基于 MVC架构的煤矿监控系统软件设计[J].煤矿机械,2015,36(4):298.XIE Tian,XU Jun.Design of Coal Mine Monitoring System Software Based on MVC Architecture[J].Coal Mine Machinery,2015,36(4):298.(in Chinese)
[3] 许洪玮,刘春雷,刘洋,等.新型石灰窑自动化控制生产线[J].自动化与仪器仪表,2014,1:96.XU Hong-wei,LIU Chun-lei,LIU Yang,et al.The New Lime Kiln Production Line Automation[J].Automation and Instrumentation,2014,1:96.(in Chinese)
[4] 杨盛泉,刘海泉,王志安,等.台车式加热炉Fuzzy-PID复合控制系统[J].西安工业大学学报,2013,33(7):537.YANG Sheng-quan,LIU Hai-quan,WANG Zhi-an,etc.Fuzzy-PID Composite Control System for Car Bottom Heat Furnace[J].Journal of Xi’an Technological University,2013,33(7):537.(in Chinese)
[5] 陆景宝,刘伟,常海斌.石灰窑自动化系统的设计与实现[J].自动化应用,2014,5:58.LU Jing-bao,LIU Wei,CHANG Hai-bin.Design and Implementation of the Automation System of Lime Kiln[J].Automation Application,2014,5:58.(in Chinese)
[6] 司秀丽,李伟为.基于MVC的长春市玉米病虫害与缺素诊断专家系统的设计与实现[J].贵州农业科学,2014,42(6):184.SI Xiu-li,Li Wei-wei.Design and Accomplishment of MVC-based Expert System for Maize Pest and Nutrient Deficiency Diagnosis in Changchun[J].Guizhou Agricultural Sciences,2014,42(6):184.(in Chinese)
[7] 王召鹏,韩璞.基于 MVC架构的电厂两票系统的设计与实现[J].计算机仿真,2015,32(2):152.WANG Zhao-peng,HAN Pu.Design and Implementation of Two Tickets System of Electric Power Plant Based on MVC Framework[J].Computer Simulation,2015,32(2):152.(in Chinese)
猜你喜欢
小猕猴学习画刊(2022年9期)2022-11-04
法律方法(2022年2期)2022-10-20
中国氯碱(2022年6期)2022-07-19
纯碱工业(2022年2期)2022-04-21
中学生百科·大语文(2021年11期)2021-12-05
纺织科学研究(2021年7期)2021-08-14
科技风(2020年10期)2020-04-10
科学与财富(2018年7期)2018-05-21
电子制作(2018年2期)2018-04-18
37°女人(2017年11期)2017-11-14
