正交试验法优化精细等离子引入引出参数研究
2015-03-15 08:16董汉伟赵洪波宋利锋
新技术新工艺 2015年1期
董汉伟,赵洪波,于 丹,宋利锋
(三一重型装备有限公司,辽宁 沈阳 110027)
正交试验法优化精细等离子引入引出参数研究
董汉伟,赵洪波,于丹,宋利锋
(三一重型装备有限公司,辽宁 沈阳 110027)
摘要:针对精细等离子切割内孔时的引入引出点缺陷问题,以引入引出参数设置为切入点,设计正交试验并进行对比分析。确定引入圆弧半径为9 mm、引入角度为70°、引出圆弧半径为5 mm、引出角度为70°、间隙值为2 mm是优化参数组合,结果显示其可以明显改善引入引出点切割质量,将凹坑深度控制在<0.5 mm,解决了精细等离子切割引入引出点缺陷问题。
关键词:精细等离子;引入引出缺陷;正交试验;参数优化
精细等离子切割内孔时,容易发生引入引出位置运动方向的改变[1],导致切割缺陷,产生凹坑,从而影响产品外观质量及性能[2]。分析认为,通过调整引入引出参数设置[3],对目前所使用的引入引出参数进行优化,可以达到改善引入引出点切割质量的目的[4]。引入引出参数包括引入圆弧半径、引入角度、引出圆弧半径、引出角度和间隙值等[5]。
如果对每组参数的组合都通过切割试验来优化引入引出参数,则工作量较大,耗费大量人力物力,而采用正交试验法可以用较少的试验次数选出各因素的最优组合。本文以正交试验法为指导思路,通过设计正交试验并进行对比分析,寻找引入引出参数的最佳组合,以改善精细等离子引入引出位置的切割质量。
1试验准备
1.1正交试验设计
使用五因素四水平正交试验表L16(45)进行试验,共进行16次切割试验,试验参数见表1。其他试验参数相同并确定条件如下:切割材料为Q345B钢板,板厚为16 mm;切割电流为200 A;切割速度为1 800 mm/min,内孔直径为40 mm。
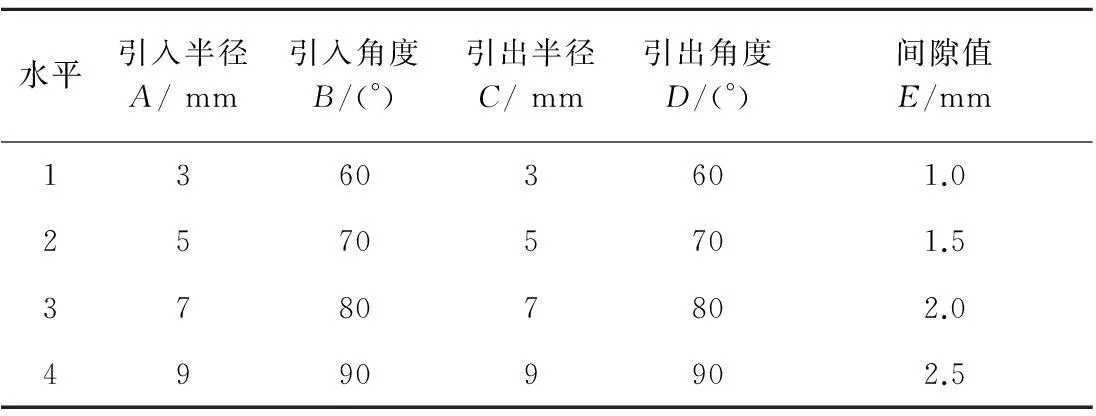
表1 试验参数表
1.2确定考核指标
一般引入引出位置的缺陷表现为凹坑,如图1所示。为了客观表征切割缺陷,以凹坑深度H为引入引出质量考核指标。
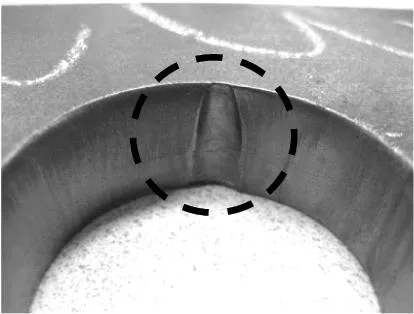
图1 引入引出缺陷
凹坑深度为理论圆弧边界与凹坑缺陷边界之间的距离,如图2所示。每组参数的凹坑深度取5次测量的平均值。
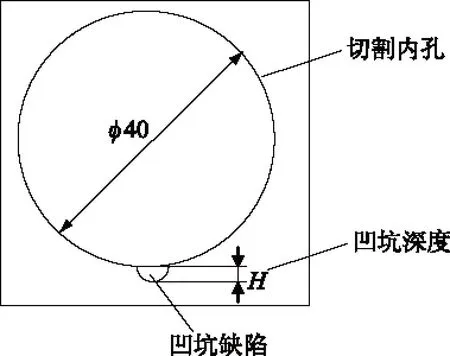
图2 凹坑深度示意图
2试验过程与分析
按表2参数进行16组切割试验。表2中H值为凹坑深度数据。
2.1综合影响值
计算各因素对凹坑深度的综合影响值Kij:
K11=1.16+0.64+0.85+1.11=3.76
K21=0.47+0.99+0.83+0.66=2.95
K31=0.84+0.69+0.87+0.66=3.06
K41=0.44+0.54+0.58+0.94=2.50
依次计算:K12~K42,K13~K43,K14~K44,K15~K45,并将计算结果填入表2。
2.2分析计算结果
找出各因素对凹坑深度影响的主次顺序,采用极差分析法,首先计算各因素对凹坑深度影响的极差Rj:
R1=3.76-2.50=1.26
R2=3.37-2.86=0.51
R3=3.96-2.35=1.61
R4=3.52-2.61=0.91
R5=3.25-2.94=0.31
将计算得到的Rj值填入表2的相应栏内,比较Rj值的大小可以看出各因素对凹坑深度影响的主次顺序为:C>A>D>B>E,即引出圆弧半径和引入圆弧半径对凹坑缺陷的影响较大,而间隙值的影响较小。

表2 试验参数及凹坑深度值
续表2
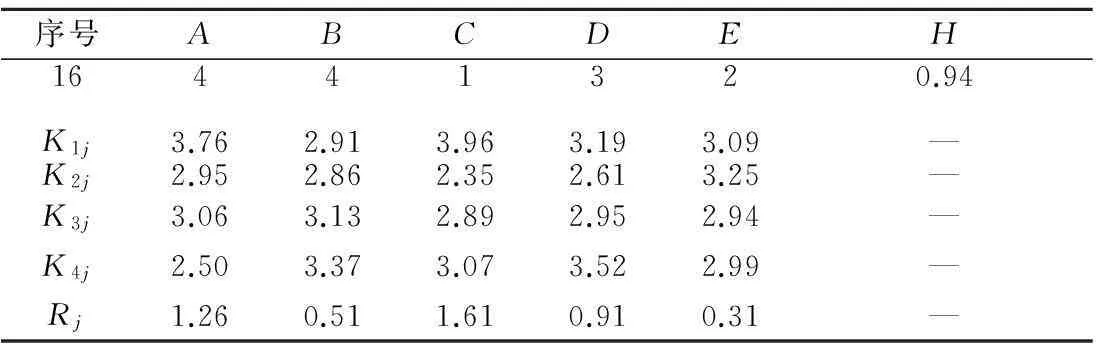
序号ABCDEH16441320.94K1j3.762.913.963.193.09—K2j2.952.862.352.613.25—K3j3.063.132.892.952.94—K4j2.503.373.073.522.99—Rj1.260.511.610.910.31—
2.3确定各因素的较优位级组合
从表2中各因素对凹坑深度的综合影响值可以看出,引入圆弧半径为9 mm时,切割工件的凹坑深度最小,即引入圆弧半径的最优值为A4(9 mm);同理,可以得出各因素最优组合为A4B2C2D2E3,即引入圆弧半径为9 mm,引入角度为70°,引出圆弧半径为5 mm,引出角度为70°,间隙值为2 mm。
2.4实施验证
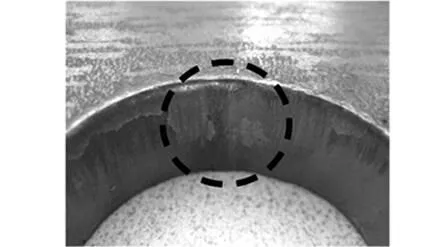
图3 改进参数切割试样
以最佳组合A4B2C2D2E3为引入引出参数进行验证试验,切割工件如图3所示,测得凹坑深度为0.4 mm,缺陷程度较小,优化效果显著。
3结语
通过引入正交试验法,对精细等离子切割引入引出参数进行了试验与评定,确定引入圆弧半径为9 mm、引入角度为70°、引出圆弧半径为5 mm、引出角度为70°、间隙值为2 mm为优化参数组合,其可以明显改善引入引出点切割质量,使凹坑深度控制在<0.5 mm,满足公司零件切割质量要求,解决了精细等离子切割引入引出点缺陷问题。
参考文献
[1] 杨素媛,潘文力.国内数控切割技术的研究与应用现状[J].金属加工(热加工),2010(8):37-40.
[2] 陈洁,郑鹏.数控等离子切割技术及应用[J].新技术新工艺,2009(2):80-83.
[3] 孙凌翔,李劲松.数控等离子弧切割多参数的选择与优化控制[J].电焊机,2011,41(2):79-83.
[4] 江开平.空气等离子弧切割的质量提高及环境保护[J].金属加工(热加工),2012(14):70-71.
[5] 李莉.基于数控切割技术的井下液压支架结构优化[J].煤炭技术,2013(6):28-29.
责任编辑李思文
Optimization of Cut-in Parameter for Precision Plasma by Orthogonal Experiment
DONG Hanwei, ZHAO Hongbo, YU Dan, SONG Lifeng
(Sany Heavy Equipment Co., Ltd, Shenyang 110027, China)
Abstract:Aimed at the cut-in defects of inner holes from precision plasma, orthogonal experiment about cut-in parameter was designed following with comprehensive analysis. The optimized cut-in parameters with cut-in radius of 9 mm, cut-in angle of 70°, cut-off radius of 5 mm, cut-off angle of 70° and gap distance of 2 mm were obtained, which brings significant improvement on cutting quality. The defects depths can be controlled under 0.5 mm, along with the solution of cut-in defects from precision plasma.
Key words:precision plasma, cut-in defects, orthogonal experiment, parameter optimization
收稿日期:2014-04-29
作者简介:董汉伟(1983-),男,硕士,工艺工程师,主要从事焊接成型等方面的研究
中图分类号:TG 483
文献标志码:A
猜你喜欢
筑路机械与施工机械化(2016年11期)2017-02-05
科教导刊·电子版(2016年30期)2016-12-26
山东农业科学(2016年11期)2016-12-17
安徽理工大学学报·自然科学版(2016年1期)2016-12-14
湖北农业科学(2016年18期)2016-12-08
电脑知识与技术(2016年24期)2016-11-14
科技视界(2016年23期)2016-11-04
科技视界(2016年18期)2016-11-03
科技视界(2016年20期)2016-09-29