A-100钢激光成形零件在飞机起落架制造领域的工艺研究
2015-03-15 08:13郭初阳郭喜军王建国
新技术新工艺 2015年1期
郭初阳,郭喜军,刘 聪,王建国
(1.驻西飞公司军事代表室,陕西 西安 710089;2.中航工业天水飞机工业有限责任公司,甘肃 天水 741025)
A-100钢激光成形零件在飞机起落架制造领域的工艺研究
郭初阳1,郭喜军1,刘聪1,王建国2
(1.驻西飞公司军事代表室,陕西 西安 710089;2.中航工业天水飞机工业有限责任公司,甘肃 天水 741025)
摘要:A-100钢(23Co13Ni11Cr3MoE)因其优异的综合性能,在飞机起落架制造领域得到了广泛应用,传统飞机起落架的制造是对A-100钢模锻件进行加工,但加工余量大且效率低,本工艺研究将参照传统起落架制造工艺,对A-100钢激光成形零件进行试加工,通过对原有参数进行调整和优化,最终得出了适用于A-100钢激光成形零件的工艺参数。
关键词:A-100钢;激光成形;飞机起落架;工艺试验
起落架是飞机的起飞和着陆装置,其功用是保证飞机的正常起飞、着陆、滑行和停放,吸收着陆及地面运动时产生的撞击和跳动能量,改善飞机的起落性能,其制造过程运用了大量的特种工艺手段。激光成形技术是通过材料快速凝固沉积,直接形成组织晶粒细小、致密、均匀的近终成形零件,作为一项先进的复杂零件整体制造技术,激光成形技术不仅可节约大型模锻设备,而且具有材料利用率高和生产周期短等优势。
为探索A-100钢激光成形件起落架制造方面的优势,首先对激光成形毛坯样件试加工,并对试加工后的样件进行无损检测和金相测试,然后对样件进行热处理和表面处理工艺试验,验证可行性并确定激光成形样件的热处理和表面处理工艺参数,最后综合试验结果得出结论。
1试加工
工艺流程为切削→数控铣削→钳。激光成形毛坯件如图1所示,其中108 mm两端面去除3 mm余量,R42.5 mm去除3 mm余量,R80、102.5和104 mm去除5 mm余量。通过对毛坯件进行试加工,确定A-100钢模锻件切削和铣削参数同样适用于激光成形件加工。
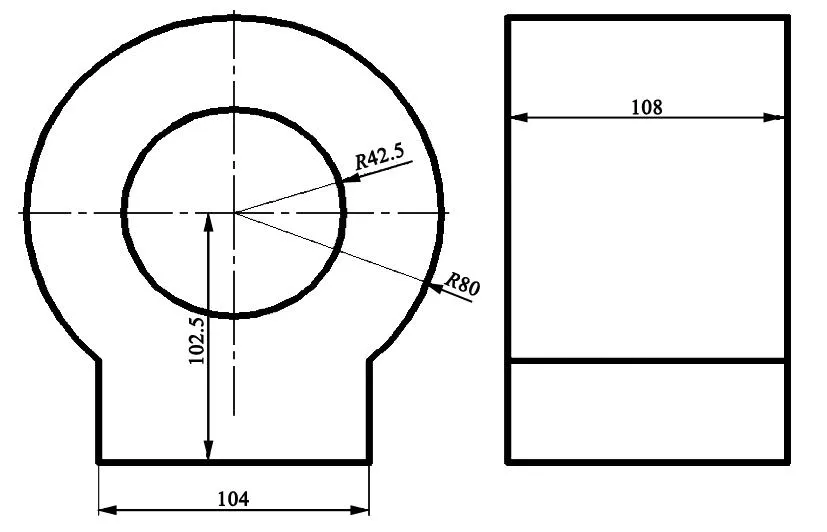
图1 圆筒毛坯尺寸
2无损检测和金相测试
利用超声波检测、磁粉探伤和X射线检查对毛坯件进行无损检测。通过酸溶液腐蚀检测加工过程中机体表面烧伤情况,从而验证切削和铣削参数的合理性。
使用φ1.2的标准试块(AA级)作为对比试块,对粗加工后的毛坯件进行全面超声波检测,毛坯件经超声波检测后未发现缺陷。对毛坯件去除量为3和5 mm的表面进行磁粉探伤,未发现去除表面存在缺陷,初步确定毛坯去除余量后表面不存在冶金缺陷。利用X射线检查毛坯存在的内部缺陷(如缩孔和气孔等铸造缺陷),经检查未发现内部缺陷。对机械加工表面进行酸蚀检查,检查机械加工过程中机体表面烧伤情况,经酸蚀检查,未发现加工表面烧伤,说明所选切削和铣削参数合理。
毛坯样件粗加工后,选择在去除3 mm加工余量的表面进行脱碳层深度测试取样,采用硬度法检查脱碳层深度,测得脱碳层深度为0.15 mm,即总脱碳层深度为3.15 mm。根据测试结果确定毛坯去除5 mm加工余量后,能够保证表面脱碳层完全去除,晶粒度为6级,与A-100钢锻件的晶粒度级别相当。
3热处理工艺试验
对激光成形件在472 ℃回火状态下(热处理为:淬火885 ℃,保温1 h,油冷;冷处理为:-73 ℃,保温1 h,空气回温;回火为:472 ℃,保温5 h,空冷)进行热处理,试验结果表明激光成形A-100材料在472 ℃回火状态下的综合性能匹配良好。
为进一步验证472 ℃回火时热处理工艺的合理性,结合A-100钢模锻件热处理温度(回火温度482 ℃)进行472、477和482 ℃回火状态下的热处理对比工艺试验(见表1),并分别进行力学性能测试(见表2~表4)。
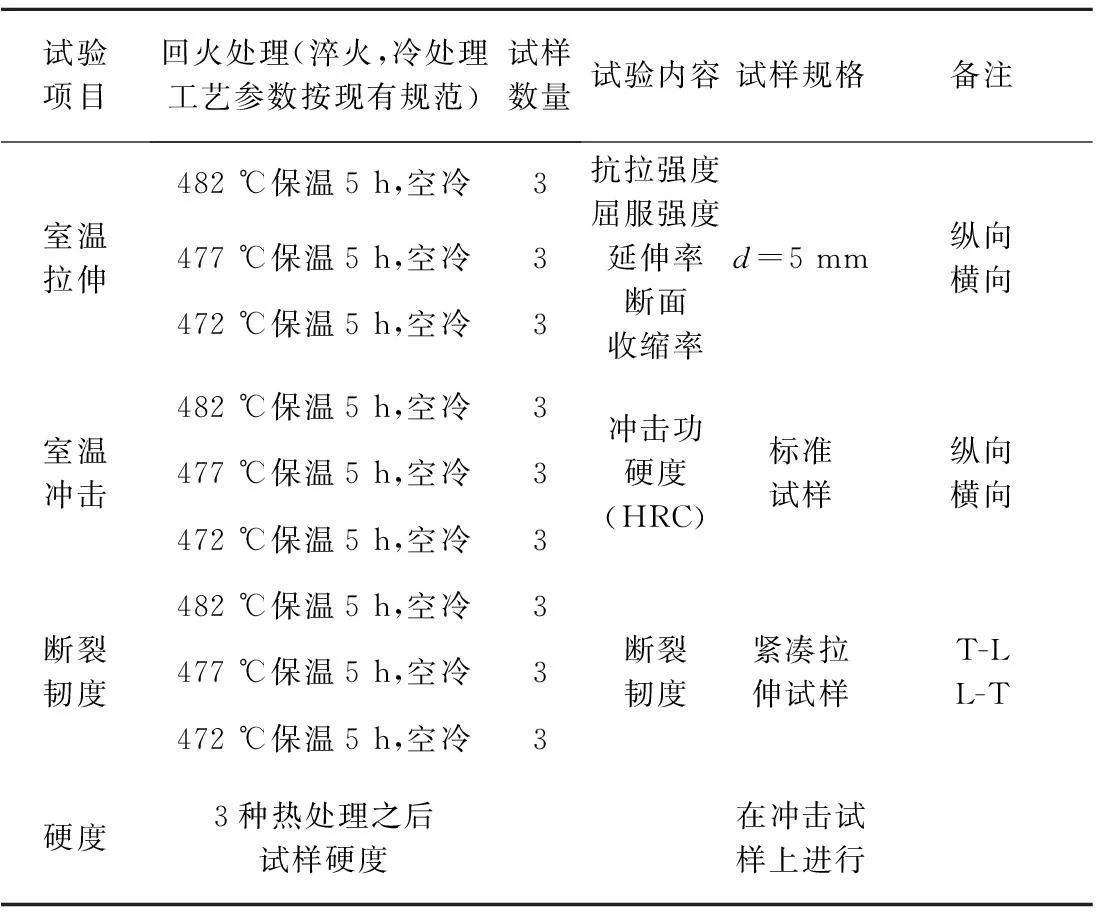
表1 A-100钢激光成形热处理工艺试验方案

表2 472 ℃(5 h)回火处理后的力学性能
注:1表示该值为KQ值
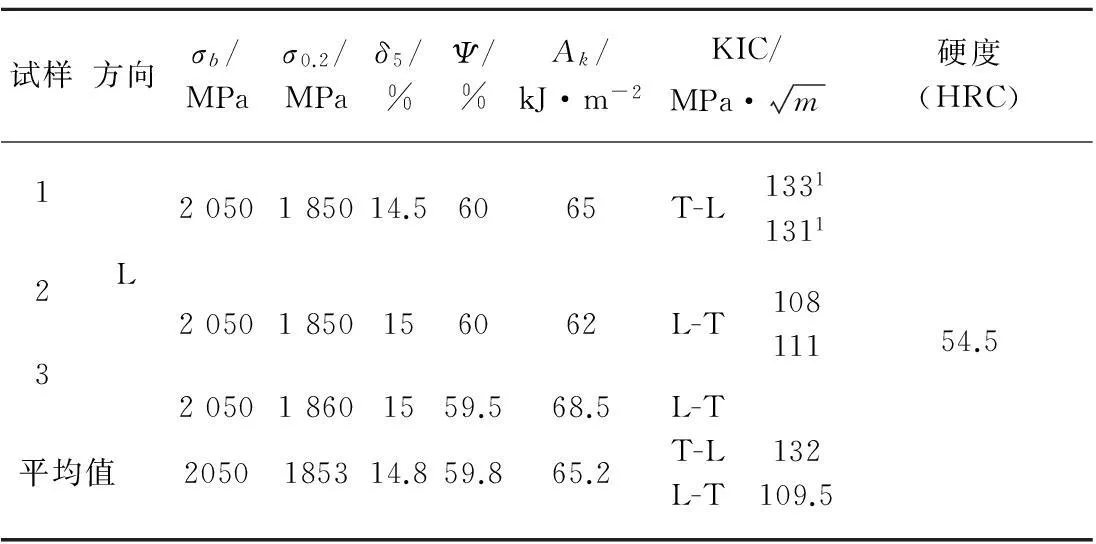
表3 477 ℃(5 h)回火处理后的力学性能
注:1表示该值为KQ值
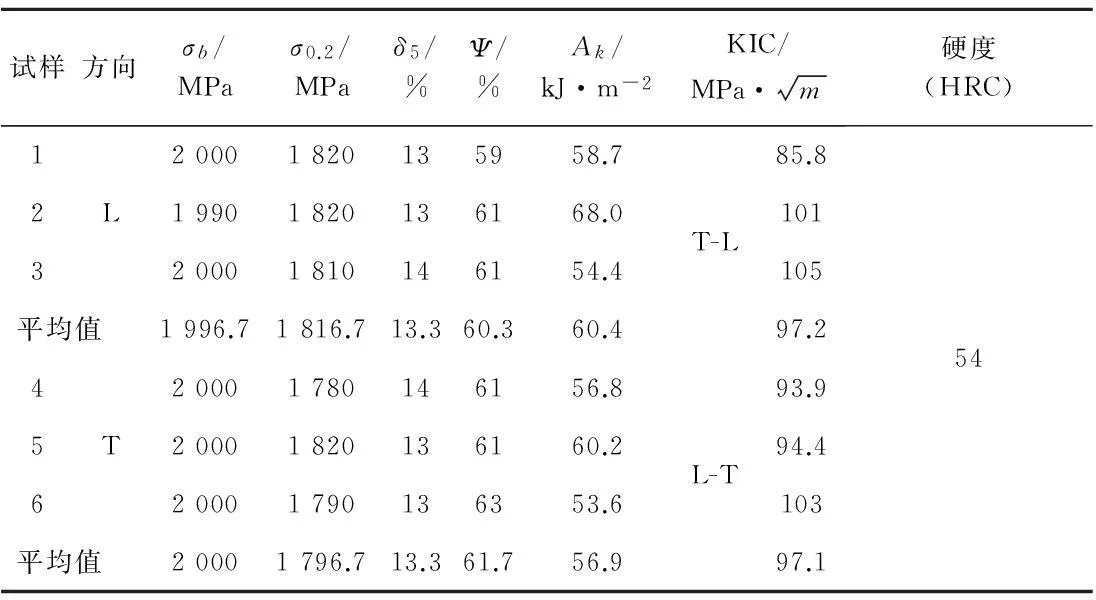
表4 482 ℃(5 h)回火处理后力学性能
从表1~表4的试验数据可得到性能关系如图2~图5所示。
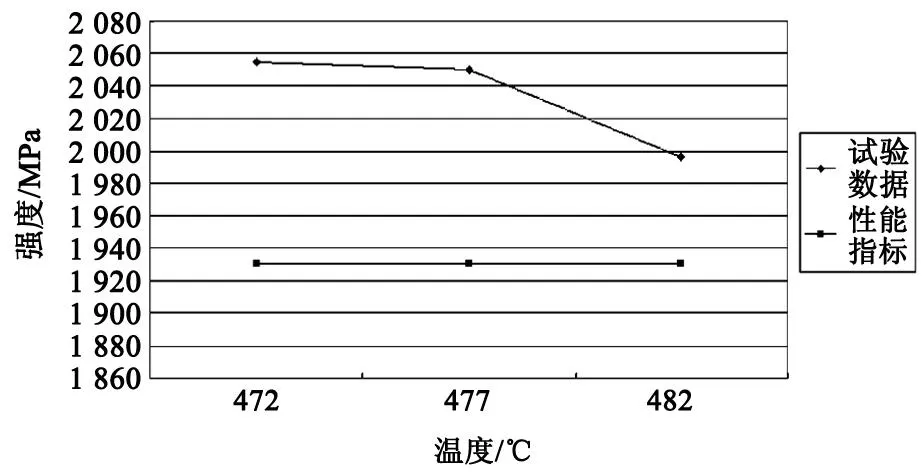
图2 抗拉强度与回火温度关系图
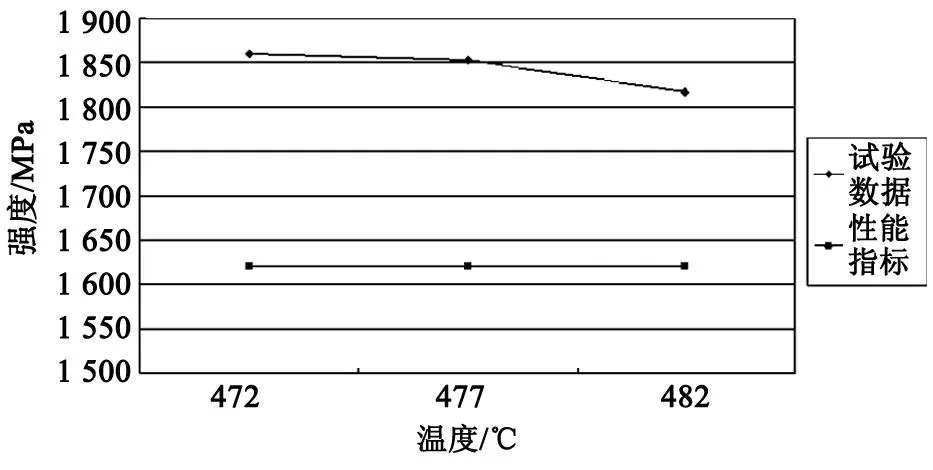
图3 屈服强度与回火温度关系图

图4 断裂韧度与回火温度关系图
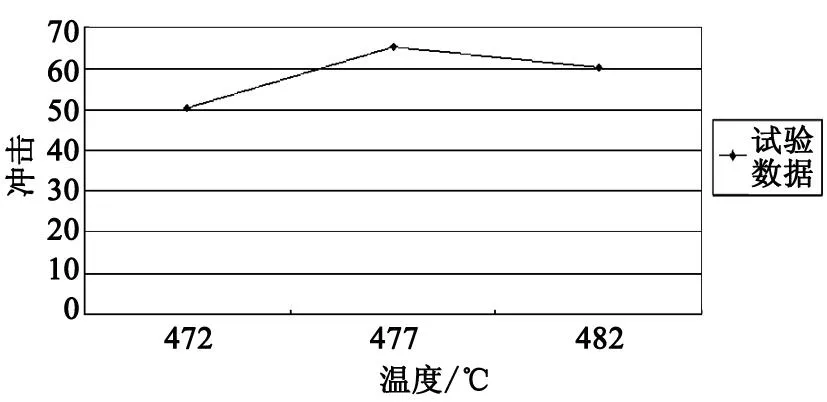
图5 冲击韧度与回火温度关系图
在472~482 ℃范围可得到下述结论。
1)随着回火温度的上升,抗拉强度下降且下降速度较快。屈服强度变化过程与抗拉强度相似,但下降幅度小于抗拉强度。抗拉强度和屈服强度下降后与要求的最低性能指标值(抗拉强度1 930 MPa,屈服强度1 620 MPa)接近。

3)综合抗拉强度、屈服强度、断裂韧度、冲击韧度与回火温度的关系走向,在482 ℃温度下可获得良好的匹配性能(KIC除外),A-100钢材料处于研制阶段,棒材及锻件的KIC性能不稳定。A-100钢激光成形是将棒材磨制成粉末后经激光熔敷并快速凝固成形,其KIC性能受棒材性能及激光成形工艺影响,因此在工艺试验过程中,毛坯件的KIC也存在较大幅度的波动。
4)根据上述分析,在482 ℃温度下可以获得较好的力学性能,最终确定482℃作为激光成形件的回火温度。
4表面处理工艺试验
激光成形件与传统模锻件有所差异,不能确定其表面处理工艺参数与A-100钢模锻件表面处理参数是否一致,经分析制定了表面处理研究方案(见表5)。
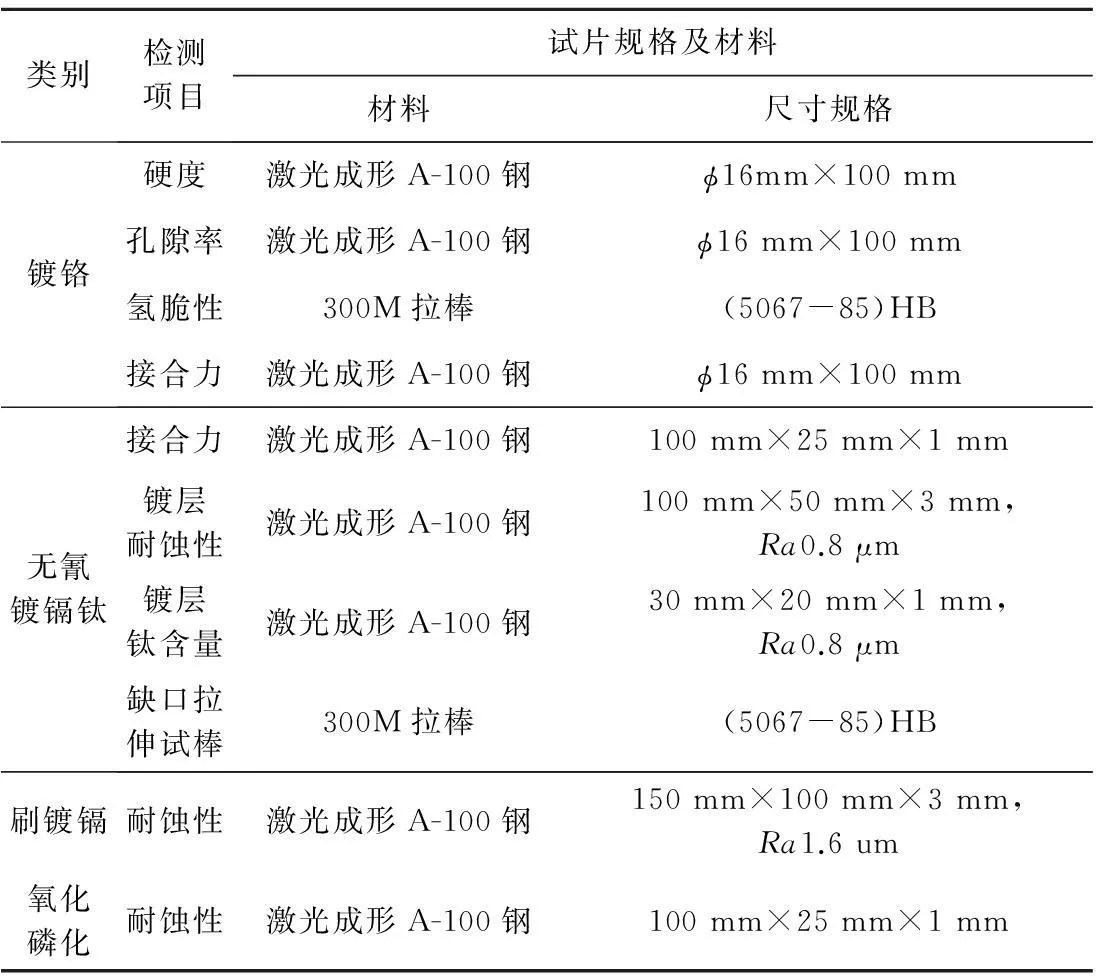
表5 表面处理试验方案
参照A-100钢模锻件表面处理工艺参数,经过分析和验证,确定A-100钢激光成形试件镀铬、镀镉钛、刷镀镉和氧化磷化的工艺流程及参数具体如下。
4.1镀铬
1)工艺流程:镀前检查→有机溶剂除油→消除应力→吹氧化铝→装挂并绝缘→电化学除油→流动热水洗→流动冷水洗→弱浸蚀→流动冷水洗→镀硬铬→ 回收槽洗→流动冷水洗→ 拆卸→流动冷水洗→干燥→除氢→检验。
2)镀铬过程及工艺参数:预热,镀铬槽中不通电预热3~5 min;预热后,利用换向开关使零件置于阳极,弱腐蚀30~90 s,电流密度为20~30 A/dm2。
阳极腐蚀后,反转电流方向,使工件转换成阴极,电流密度为正常电镀铬电流密度的1.5~2.5倍,冲击电镀30~90 s,然后逐渐降至正常电流密度。
电镀硬铬,在镀铬溶液中按下列参数进行:温度50~60℃;电流密度为40~60 A/dm2.
4.2镀镉钛
1)工艺流程:镀前检查→有机溶剂除油→消除应力→吹氧化铝→装挂并绝缘→流动冷水洗→去离子水洗→镀镉钛→流动冷水洗→拆卸→流动冷水洗→干燥→除氢→检验。
2)镀镉钛工艺参数:温度为室温;电流密度为2~3 A/dm2;电压为2~5 V;阳极材料为Cd-1。
4.3刷镀镉
1)工艺流程:镀前检查→屏蔽非刷镀区→打磨刷镀区→清洗→流动冷水洗 →刷镀镉→去除屏蔽→打磨→流动冷水洗→干燥→检验。
2)刷镀工艺参数: 阴阳极相对移动速度控制在15~36 m/min范围;刷镀电压为15~20 V;刷镀所需电量Q按下式计算:
Q=100C δ S
式中,C为耗电系数,单位为A·h/dm2μm,工艺试验采用SPS5070刷镀液,耗电系数为0.048 8A·h/dm2μm;δ为镀层厚度,为8~12μm;S为刷镀面积,为15dm2。
由此可计算出刷镀所需要的电量Q为0.585 6~0.878 4A·h。
4.4氧化磷化
1)工艺流程:磷化前检查→除油→吹氧化铝→装挂→流动冷水洗→氧化磷化→流动冷水洗→流动温水洗→填充→回收槽洗→流动温水洗→干燥→除氢→ 检验。
2)氧化磷化参数见表6.

表6 氧化磷化参数
按上述方案及工艺参数在粗加工的毛坯样件上切取表面处理试片,进行多批次镀铬、镀镉钛、刷镀镉、氧化磷化和喷漆工艺等试验,试样涂层性能合格。
5结语
A-100钢激光成形件机械加工性能良好,经超声波检验、X射线检查、磁粉探伤和酸蚀检查,均未发现缺陷,证明试加工工艺参数满足A-100钢激光成形毛坯件的加工要求。通过多次热处理工艺试验,最终确定了热处理工艺参数,对比A-100钢模锻件表面处理工艺,对激光成形件进行表面处理工艺试验,试验涂层经测试满足性能要求,工艺方案合理可行。综上所述,A-100钢激光成形件初步具备了起落架的试制要求。
责任编辑李思文
Research on Process of A-100 Steel Laser Forming Parts in the Filed of Aircraft Landing Gear Manufacturing
GUO Chuyang1,GUO Xijun1,LIU Cong1,WANG Jianguo2
(1.The Military Representative Office of Xi’an Aircraft Industry Company Ltd, Xi’an 710089, China;2.AVIC Tianshui Aviation Industry Co., Ltd, Tianshui 741025, China)
Abstract:A-100 steel has been widely applied in the filed of aircraft landing gear manufacturing for its excellent comprehensive performance,the traditional aircraft landing gear manufacturing is processing A-100 steel forging parts, but it has a large working allowance and low efficiency. This process research was based on the traditional gear manufacturing technology to processing A-100 steel laser forming parts to find out the technological parameters which are fit for A-100 steel process parameters of laser forming parts by adjusting and optimizing the original parameters.
Key words:A-100 steel, laser forming, aircraft landing gear, process test
收稿日期:2014-05-06
作者简介:郭初阳(1989-),男,助理工程师,主要从事国内多型飞机研制生产的质量监督等方面的研究。
中图分类号:V 261.99
文献标志码:A
猜你喜欢
小天使·五年级语数英综合(2021年10期)2021-10-19
模具制造(2019年4期)2019-12-29
饮食科学(2019年5期)2019-11-21
山东冶金(2019年5期)2019-11-16
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2018年9期)2018-09-19
制造技术与机床(2017年7期)2018-01-19
特别健康·上半月(2017年10期)2017-09-22
滇池(2017年5期)2017-05-19