高速动车组制动软管检修试验与失效研究
2015-03-15 08:13田广浩张博言
新技术新工艺 2015年1期
田广浩,张博言
(南车青岛四方机车车辆股份有限公司,山东 青岛 266111)
高速动车组制动软管检修试验与失效研究
田广浩,张博言
(南车青岛四方机车车辆股份有限公司,山东 青岛 266111)
摘要:介绍了新一代高速动车组制动软管的检修试验方法,并结合实际检修过程对主要失效形式进行了分析,提出了预防与解决措施。
关键词:新一代高速动车组;制动软管;失效形式
制动软管是列车空气制动系统的重要组成部件之一,一般安装于列车底部,其主要作用是传递列车操纵时的空气压力信号以及压力空气,通过列车空气压力的变化实现列车的制动和缓解等功能。
本文基于新一代高速动车组现车检修实况,对制动软管的试验方法进行了探究,并且总结分析了检修中出现的主要失效形式,提出了预防与解决措施。
1产品的主要结构及性能参数
1.1主要结构
制动软管内外胶层基础材料采用三元乙丙橡胶和天然橡胶,中间骨架为多层高强度纤维编织而成,并用钢丝加固和合成橡胶蒙皮。接口处管接头采用不锈钢制造。
高速动车组用软管主要包括制动用软管、踏面清扫用软管、头车车钩用软管、中间车钩用MR软管、空压机软管及管接头、辅助供风用软管。
1.2主要性能参数
空气软管中的球面和锥面配合要求密封可靠,不得在装配或运行过程中出现漏风现象。软管中的非金属材料应选用阻燃、低烟、无毒(低毒)、无卤的非延燃性材料或防火材料,满足DIN 5510-2-2009的2级以上标准。软管内压缩空气的工作压力为880 kPa,空气制动软管能够插入连接该软管的连接件,不能有装配障碍。
空气制动软管示意图如图1所示,公称直径、尺寸及尺寸容许误差见表1。
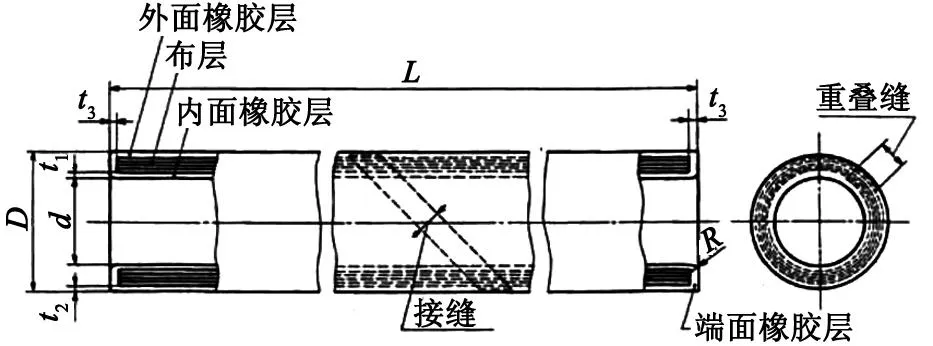
图1 空气制动软管示意图
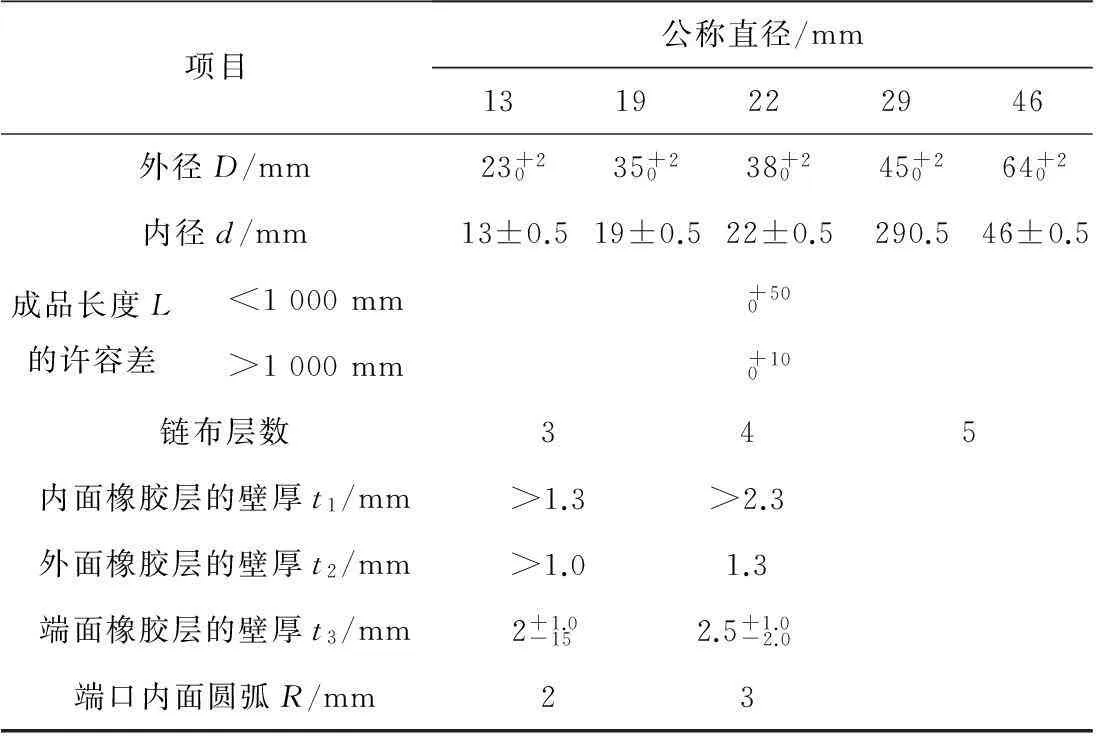
项目公称直径/mm1319222946外径D/mm23+2035+2038+2045+2064+20内径d/mm13±0.519±0.522±0.5290.546±0.5成品长度L的许容差<1000mm+500>1000mm+100链布层数345内面橡胶层的壁厚t1/mm>1.3>2.3外面橡胶层的壁厚t2/mm>1.01.3端面橡胶层的壁厚t3/mm2+1.0-152.5+1.0-2.0端口内面圆弧R/mm23
注:成品长度L按照合同双方协定
1.3制动软管检修方法
1.3.1外表去污
使用软刷与清水对空气软管外表进行清洗。
1.3.2整体外观检查
检查包括:1)对空气软管逐个进行外观检查,要求软管总成标记清晰,位置居中;2)软管表面应无鼓泡、污物、破损等缺陷,否则报废,表面有裂纹时,若裂纹深度达到第1层(从外表面数起)帘子线时报废,若裂纹深度未达到第1层(从外表面数起)帘子线,但裂纹长度>20 mm ,也做报废处理;3)胶管表面要平整,柔性良好,不得有影响使用性能的伤痕、气泡、裂纹、夹层及其他缺陷;4)软管表面洁净,色泽均匀,胶管表面无水渍斑痕等,管内壁清洁干燥。
1.3.3连接器和接头检查
检查包括:1)连接器和接头表面无气孔、裂纹以及毛刺;2)连接状态良好,压套铆压均匀一致并且端正;3)接头加工面和非加工面均不得有裂纹、气孔、夹渣以及毛刺等影响强度和使用性能的缺陷;4)螺纹表面不得有裂纹、碰伤、乱扣和断扣等缺陷;5)接头密封面应光洁,外表无划伤及污物。
1.4性能试验
1.4.1风压试验
将需要进行试验的空气软管安装在保压试验台上并将空气软管完全浸入水槽内,要求连接紧密,无泄漏,软管管体完全浸没于水面以下;打开试验台电磁阀按钮,使用880 kPa压缩空气对制动软管进行保压试验,保压时间5 min,要求试验过程中电磁阀保持导通状态,压力无下降,保压5 min无漏气。制动软管风压试验如图2所示。

图2 制动软管风压试验
1.4.2水压试验
1)将软管连接于水压试验台上,要求各连接处密封紧密,无松动。
2)通过压动压力泵对水压试验台进行充压,压力值为1.4 MPa,要求保压2 min软管无显著凸起。
3)膨胀率测试。保压过程前在每根软管橡胶管体的上部、中部和下部各取1点,然后使用记号笔进行标记(试验结束后清除标记),使用游标卡尺测量标记处外径值a1、a2和a3并记录,在保压过程中再次测量上述3点外径值b1、b2和b3并记录,要求对应的每组a、b值满足下式:
4)长度变形率测试。在保压试验前使用测量软管测量橡胶管体长度L并记录,保压过程中测量软管橡胶管体长度l并记录,要求上述数值满足下式:
2失效形式与解决措施
2.1失效形式
制动软管检修中主要存在4种失效形式,即软管使用寿命超限、胶管表面缺陷、接头与螺纹表面缺陷和伸长率与膨胀率超限。通过连续选取1 000根检修不合格的软管作为样本进行统计,得到其失效形式如图3所示。
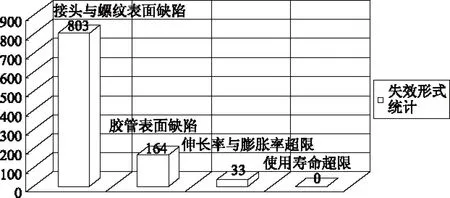
图3 空气制动软管失效形式统计图
从图3可以看出,接头与螺纹表面缺陷是制动软管失效的主要形式,另外根据装车运营中实际统计故障率分析,制动软管失效漏风造成的压降也是导致行车故障的重要原因之一。
2.2失效原因
对检修中有接头与螺纹表面缺陷的制动软管进行取样分析如下。
1)软管端锥面有纵向划伤(沿管径方向,见图4a),漏气很严重,冒大泡;软管端锥面出现横向划伤(沿管锥面圆周),并出现小细纹,若其贴近密封线(见图4b),则会出现轻微泄漏,平均25~30 s冒1个小泡;横向细纹越靠近管口(见图4c),则泡泡产生的频率越高且越密集。
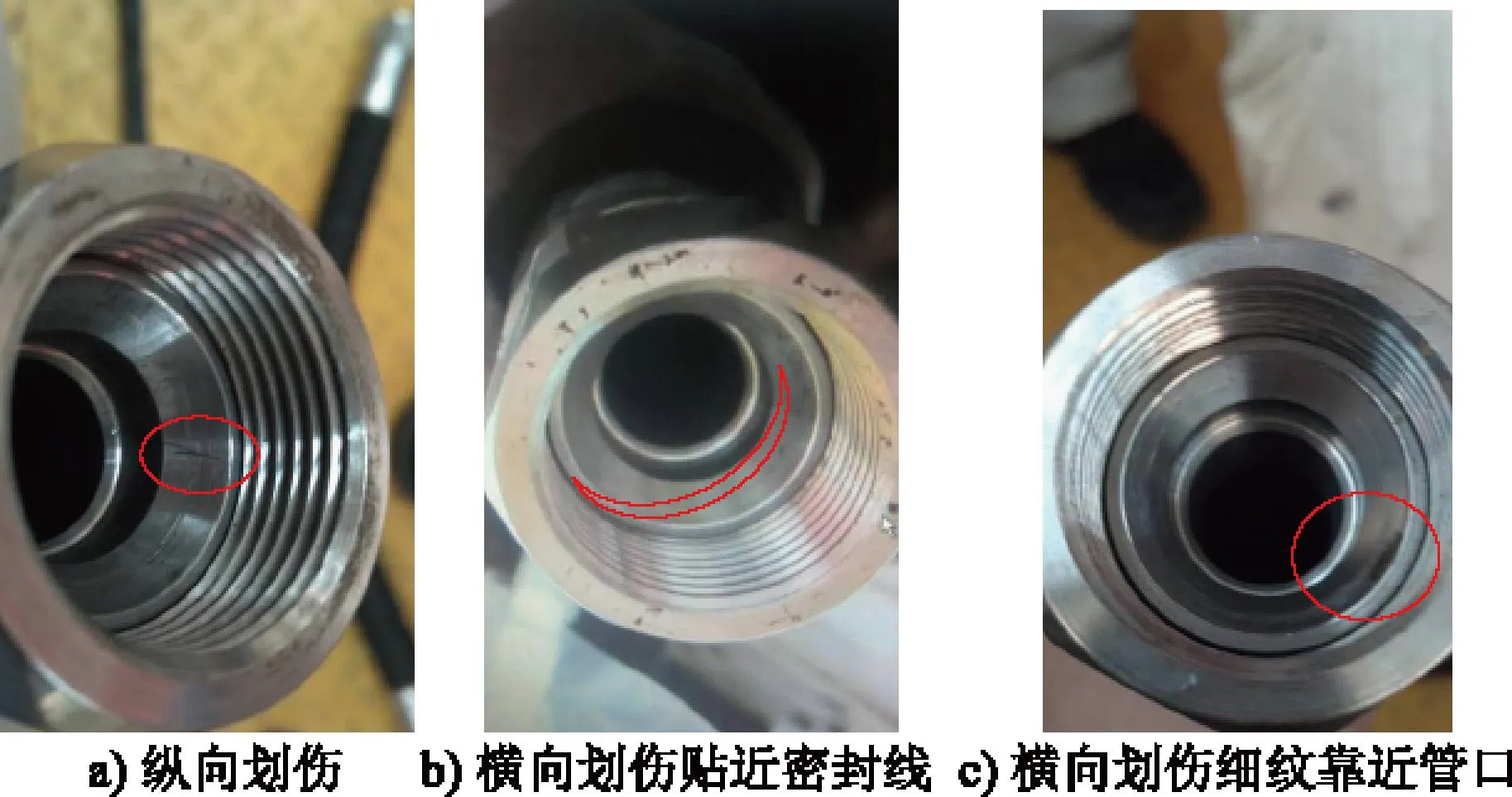
图4 软管端锥面缺陷
管接头前端出现横向划伤(见图5a),则会出现泄漏,冒小气泡;管接头接近密封线处出现轻微细纹或小坑(见图5b),则会造成大量漏气,冒大气泡;管接头出现纵向划伤,伤及密封线(见图5c),则必然产生大量漏气,连续冒大泡。

图5 管接头出现划伤的情况
2)依据试验结果可知,若清洗不彻底,空气软管管内螺纹、密封锥面和接头处会有大量灰尘与杂物附着,在这种工况下进行试验,杂物附着在密封面上,扭紧接头时很有可能会造成密封面划伤。从观察的样本情况判断,没有清洗干净的空气管密封锥面划伤都很严重,如图6所示。拆卸管接头操作也很容易造成管接头的损坏,存放中若没有进行有效防护,会造成管接头螺纹的损伤,最终导致密封不良,且此过程是不可逆的,只能更换新接头。如图7所示,螺纹处规律性分布的损伤是拆卸时的磕碰造成的。

图6 空气管密封锥面划伤

图7 螺纹处损伤
2.3预防与解决措施
管接头与螺纹表面的缺陷是引起制动软管失效的主要形式,在检修过程中,可通过如下几种方法有效地预防和解决。
1)在拆卸制动软管时,不能使用风动扳手强制拆卸,遇到卡滞时,使用螺纹松动剂对其进行处理,不可强制拆卸,避免导致螺纹与接头密封面损坏。
2)制动软管拆卸后要使用特制卡套对每根软管进行防护,管接头需放置在特定工装内,避免运输过程中造成磕碰损坏。
3)制动软管检修前应进行彻底清洗,要求接头密封锥面和螺纹表面处无明显杂质;试验配套工装在连接制动软管时也应检查配合面是否存在杂质与污垢,需清理干净后再与软管连接。
4)制动管路防护卡套需在安装时再打开,避免沾染杂质;安装前需检查螺纹与接头密封面是否有明显杂质与损坏,确认状态良好后再进行安装,否则杂质会在安装过程中磨损密封面,产生导致制动软管失效的隐患。
3结语
本文对高速动车组制动软管进行了研究,结合实际检修试验,总结分析了软管失效主要存在的几种形式,并提出了一套有效解决制动软管接头与螺纹表面损坏的方法,经验证,其可有效降低软管检修报废率。
责任编辑李思文

Research on Test and Failure of Brake Hose Maintenance for High-speed EMU
TIAN Guanghao,ZHANG Boyan
(CSR Qingdao Sifang Locomotive & Rolling Stock Co.,Ltd,Qingdao 266111,China)
Abstract:The paper introduced the testing methods adopted in brake hose maintenance for new generation high-speed EMU, and analyzed the main failure modes during actual maintenance practice, thereby proposed preventive measures and solutions.
Key words:new generation high-speed EMU, brake hose, failure modes
收稿日期:2014-05-28
作者简介:田广浩(1981-),男,本科,工程师,主要从事高速动车组制造技术等方面的研究。
中图分类号:U 266.2
文献标志码:A