通用类宏程序在数控铣床加工中的应用
2015-04-22 05:04王秋红
重庆科技学院学报(自然科学版) 2015年5期
王 秋 红
(安徽机电职业技术学院, 安徽 芜湖 241003)
通用类宏程序在数控铣床加工中的应用
王 秋 红
(安徽机电职业技术学院, 安徽 芜湖 241003)
随着CADCAM软件的不断普及应用,相对于手工编程而言,自动编程的优势越发明显,但手工编程中的宏程序却有着自动编程没有的优点 —— 短小精悍,加上能运用变量编程,对于提高编程的效率和质量有着重要的意义。通过实例介绍数控铣削加工编程中,如何应用通用类宏程序提高数控编程效率。
数控加工; 数控程序; 手工编程; 宏程序
数控编程作为数控加工的关键技术之一,其程序的编制效率和质量在很大程度上决定了产品的加工精度和生产率。随着数控加工不断朝高速、精密方向发展,提高数控程序的编制质量和效率对提高制造企业的竞争力有着重要的意义。
目前,国内企业使用的数控机床大多是普通数控机床和少量的高精密数控机床。加工人员在编程时可以使用手工编程编写简单的零件程序,程序比较简短;对于复杂曲面类零件可以借助CADCAM软件进行自动编程,此类程序往往比较复杂、程序段落繁多、占用内存较大,无法适应内存容量有限的传统普通数控机床,甚至无法实现高速切削加工。由此可见虽然自动编程方法能解决手工编程难以解决的问题,但最大限度地发挥普通数控机床的加工效率更具有现实意义,因此编制简洁合理的小容量数控程序,使加工程序变得简洁,对现实加工来说,有着重要的实际意义。本次研究通过实例介绍数控铣削加工编程中如何运用宏程序编程来提高数控编程的效率。
1 宏程序的特点
用户宏程序功能是数控技术的重要发展,将变量和演算式引入加工程序,并允许在加工程序中使用逻辑判断语句。用了变量和演算式的子程序称为用户宏程序,在主程序或上一层用户宏程序中呼出用户宏程序的语句叫做宏程序语句。宏程序语句通常用于精加工[1]。
能够使用变量是宏程序的一大特点。在一般的加工程序中,G代码移动距离可以直接用数值指令,如:G00X100.0,但在用户宏程序中,数值可以直接指定,也可以用变量号指定。因此,变量是指可以在宏主体的地址上代替具体数值,在调用宏主体时再用引数进行赋值的符号,例如#i(i=1,2,3,…)。使用变量可以使宏程序具有其他程序不具备的特点,即通用性。宏主体中可以使用多个变量,以变量号码进行识别。宏能够将有规律的几何形状、尺寸,用简短的程序段表示出来,用于形状尺寸类似的零件加工,并且编写的程序非常简洁,逻辑严密,具有极好的易读性、易修改性和通用性。该类宏程序比CADCAM软件生成的程序更加简捷,所以机床在执行此类程序时,处理速度更快、反应更加迅速。
2 通用宏程序的应用实例
在数控加工中,使用子程序可以对零件某一部分的形状反复进行切削加工,但是子程序的通用性差,而宏程序不仅具有子程序所有的特点,而且通用性强,编程人员可以将加工内容进行具体分类,将加工特点相同的内容归纳到一起,再根据零件的几何信息并利用相关的数学模型,编写出适合这一类零件加工的通用程序。具体应用时,操作者根本无需触动程序本身,而只需针对各项加工参数所对应的自变量赋值做出个别调整即可,而不必再进行繁琐、重复性的编程工作。
机械零件产品的形状主要是由各种凸台、凹槽、圆孔、斜平面、回转面等组成,很少包含不规则的复杂曲面。对于规则曲面,如半球、椭半球、锥面等,都可以用三角函数表达式及参数方程加以表述,便于设置变量和对变量赋值计算,因此宏程序特别适用此类规则曲面的加工[2]。此外在铣削加工中,操作者会经常重复一些简单的加工,如铣削平面、倒角、倒圆角、铣削规则形状的凹槽和凸台等。铣削工作虽然简单但是也需要编写程序,因为在实际加工中,这些简单的加工工作往往非常多,几乎每个零件都会涉及到平面的铣削。针对不同的方形毛坯需要铣削6个面,技术人员需要重复编写大量的程序,这既不利于程序储存也不便于程序管理,因此本次研究利用宏程序来解决此类问题。针对一些加工简单、工作量大的内容编写一些通用类程序,该程序可以用于所有同类内容的加工。
比如编写1个通用类宏程序,解决长方形零件的双向铣削平面的走刀路线。零件走刀路线如图1所示。
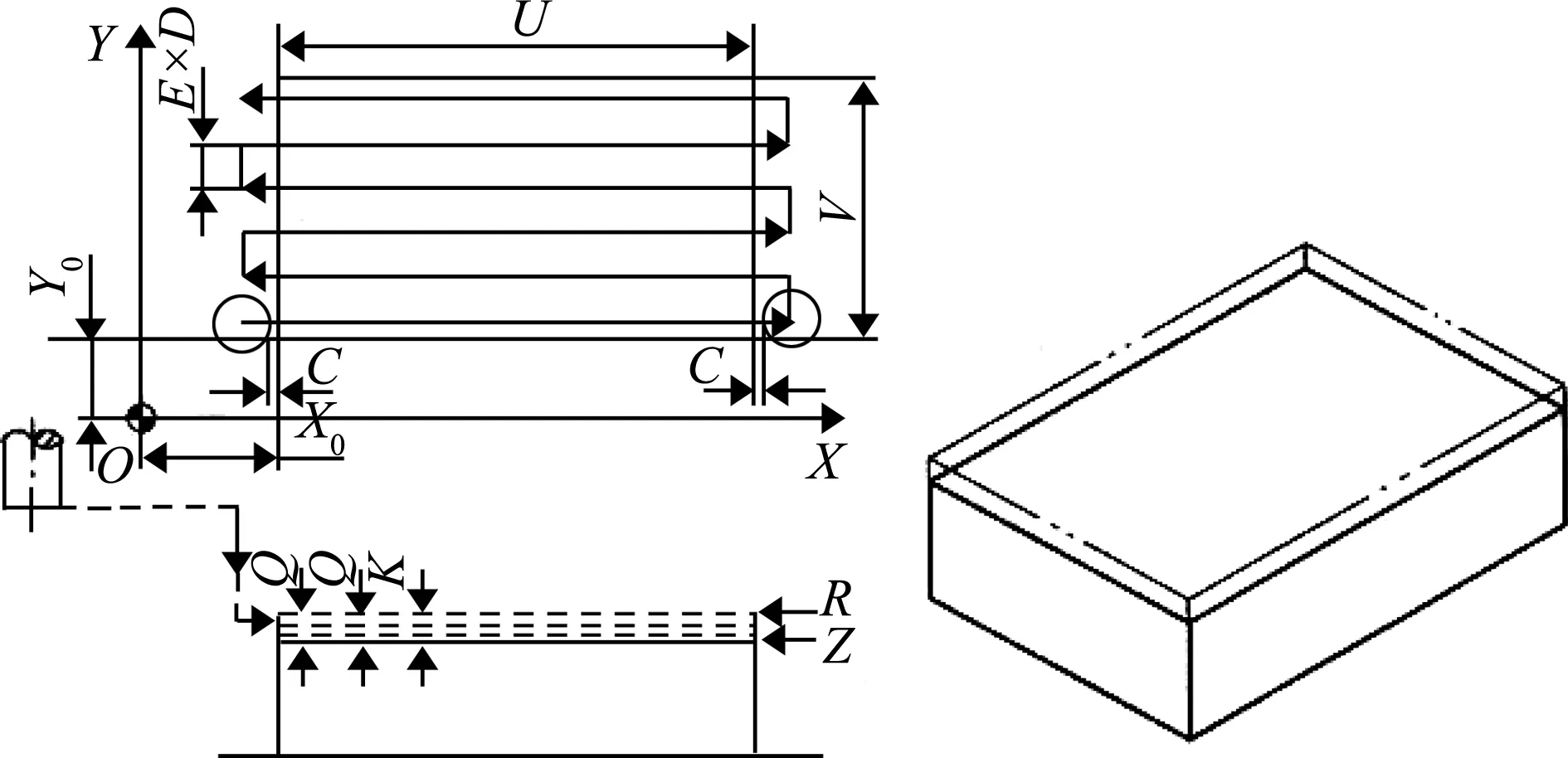
图1 长方形零件平面双向铣削刀具走刀路线图
以FANUC 0i-MD系统为例编写程序:
01001;
#24= X0;X0为工件左下角的X坐标绝对值
#25= Y0;Y0为工件左下角的Y坐标绝对值
#26=Z;Z为垂直方向最终加工深度尺寸值
#18=R;R为刀具起始加工深度及快速接近点的坐标绝对值
#21=U;U为工件的横(X)向长度
#22=V;V为工件的纵(Y)向宽度
#7=D;D为刀具半径
#9=F;F为切削进给速度
#8=E;E为有效切削刀具直径百分比(E≤1)
#3=C;C为间隙(C≥刀具半径)
#6=K;K为精加工余量
#17=Q;Q为Z轴每次下降深度
N03 G90 G54 X0 Y0 Z50;
N06 M03 S800;
N10 #27=#24-[#3+#7]; #28=#25+#7*[2*#8-1]; #29=#18+#6-#17; #30=#28; #14=2*#7*#8;
N15 WHILE[#29GE#26]DO1;
N20 #12=0;
N25 G00 X#27 Y#28;
N30 Z#18;
N40 WHILE[#12LE#22] D02;
N45 G01 X[#21+#3+#7+#24] F#9;
N55 #12=#12+#14;
N60 IF[#12GT#22] GOTO100;
N65 #28=#28+#14;
N70 Y#28;
N75 G01 X#27 F#9;
N80 #12=#12+#14;
N85 #28=#28+#14;
N90 G00 Y#28;
N95 END2;
N100 #29=#29-#17;
#28=#30;
N105 G00 G90 Z[#18+5];
N110 END1;
N115 #29=#26;
#28=#30;
#12=0;
N120 G00 X#27 Y#28;
N125 Z#18;
N135 WHILE [#12LE#22] DO3;
N140 G01 X[#21+#3+#7+#24] F#9;
N145 #12=#12+#14;
N150 IF[#12GE#22] GOTO190;
N155 #28=#28+#14;
N160 Y#28;
N165 G01 X#27 F#9;
N170 #12=#12+#14;
N175 #28=#28+#14;
N180 G00 Y#28;
N185 END3;
N190 Z[#18+5];
N195 G00 Z[#18+50];
N200 M30。
上述程序01001中,对变量做了明确定义,共12个变量,该程序可用于铣削方形毛坯表面。当毛坯尺寸发生变化时,只需修改变量值即可,而不需要重新编写程序。在进行毛坯铣6面以及平面类加工中其具有很好的实用价值。
3 结 语
用户宏程序是数控技术的重要发展,能够使用变量是宏程序的一大特点,针对一些简单、重复性的加工工作,编写通用类宏程序,既利于程序储存也便于程序管理。
[1] 冯志刚.数控宏程序编程方法、技巧与实例[M].北京:机械工业出版社,2007:4-5.
[2] 陈海舟.数控铣削加工宏程序及应用实例[M].北京:机械工业出版社,2005:103-104.
Introduction to Modular Application of Macro Program in NC
WANGQiuhong
(Mechanical & Electrical Engineering, Anhui Technical College,Wuhu Anhui 241003, China)
With the growing popularity of CADCAM software, the advantages of automatic programming is obviously reflected, while manual programming has its unique advantage-dapper! Coupled with the ability to use variable programming, it is significent to improve the efficiency and quality of programming. Through examples the author introduced how to apply the general macro program to improve the efficiency of CNC programming.
CNC; NC program; manual programming; macro program
2014-12-24
安徽省教育厅质量工程重点教学研究项目“基于PBL有效教学模式的研究与实践 —— 数控设备应用与维护专业改革与建设”(2012JYXM791);安徽机电职业技术学院教科研项目“数控编程与加工精品课程建设”
王秋红(1982 — ),女,黑龙江七台河人,硕士,讲师,研究方向为数控编程、工艺及模具设计等。
TG547
A
1673-1980(2015)05-0084-03
猜你喜欢
农机使用与维修(2022年11期)2022-11-17
设备管理与维修(2021年20期)2021-11-26
智能制造(2021年4期)2021-11-04
制造技术与机床(2019年10期)2019-10-26
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年11期)2017-12-18
中国科技纵横(2015年2期)2015-11-05
科学中国人(2014年16期)2014-11-20
中国新技术新产品(2014年3期)2014-03-24