
新型1吨电弧炉的研制
2015-05-30 08:52陈妍丽张宝文高国强杨军辉
科技创新与应用 2015年28期
陈妍丽 张宝文 高国强 杨军辉
摘 要:本设备是我所为国核宝钛锆业股份公司研制的。主要用于锆及锆合金、返回料的熔炼,同时还用于中间合金制备、科研、辅助电极生产等。文章主要介绍了1吨真空电弧炉的的技术性能及结构,说明了设备的工作过程和结构特点。
关键词:电弧;真空;传动系;加料系统
1 设备的性能参数及构成
1.1 设备的性能参数
(1)最大熔化重量:1000kg(锆及锆合金);(2)最大熔化电流:16kA工作电压:20V-45V;(3)最大熔化速率:24Kg/min;(4)极限真空度:7×10-2Pa;(5)电极杆快速升降速度:500mm/min;(6)电极杆极限行程:3400mm;(7)坩埚有效尺寸:Φ300×1400mm,Φ440×1400mm;(8)炉室极限行程:2000mm;(9)炉室升降速度:1000mm/min;(10)冷却水系统压力:0.2~0.4MPa,温度≤30℃,流量:45t/h;(11)熔炼电源:690V三相50Hz 600KVA;
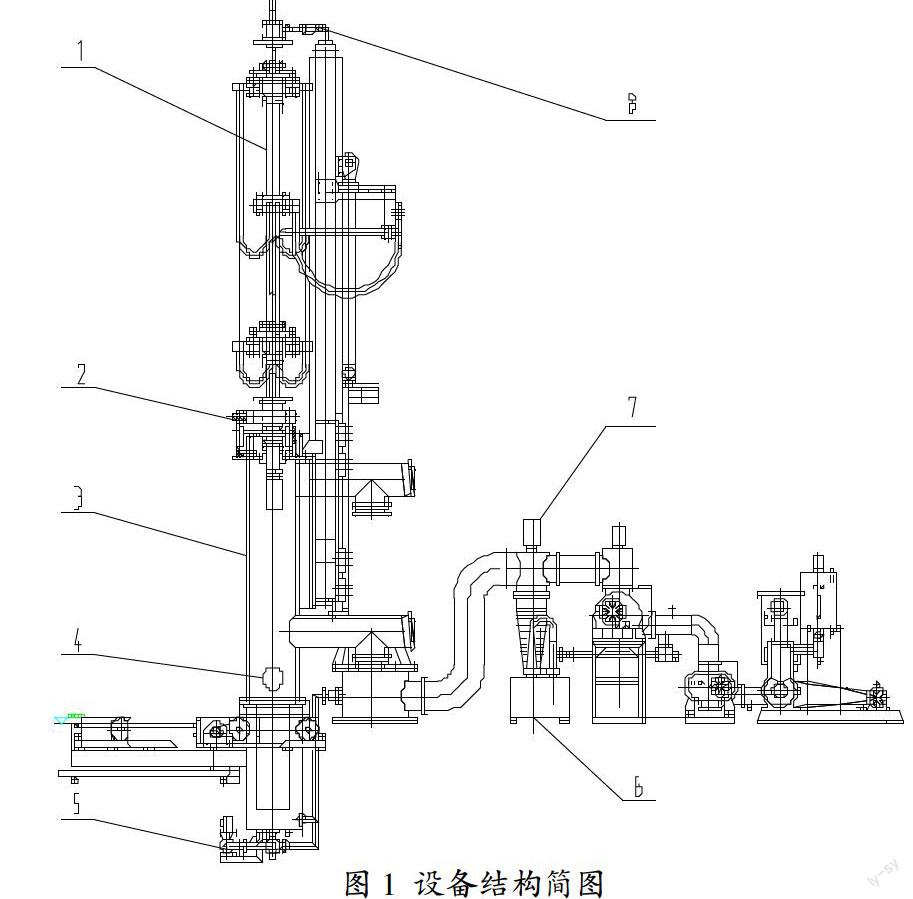
1.2 设备的构成
本设备主要由以下几个部分组成:(1)电极杆及传动系统。(2)电子称重系统及X-Y调节系统。(3)炉室升降及动密封。(4)返回料加料系统。(5)坩埚及稳弧系统。(6)真空系统。(7)水、气系统。(8)自动控制系统。
2 设备各部分工作过程及结构特点
2.1 电极杆及传动系统
电极杆采用双层水冷焊接式结构,外壁为不锈钢管,内壁为铜管,两者之间采用焊接方式达到真空密封。电极杆底部带有气动夹头,通过两个气缸可自动夹紧辅助电极。压缩空气的压力保证了电极杆与辅助电极间的持续的紧密接触,而且,在任何条件下,即使在压缩空气源或电源断开的情况下,互锁的夹头也不会松开。
2.2 电子称重系统及X-Y调节系统
称重系统是精确计算熔化速率所不可缺少的工具,又是指导熔炼进入下一阶段(补缩、跳闸等)的重要依据。
X-Y调节系统主要是由两个电动推杆组成,电动推杆的伸出和缩回与称重系统的浮动架、炉室上的动密封联合作用完成自耗电极与坩埚的全方位对中调节。
2.3 炉室升降及动密封
炉室采用双层水冷结构,内层为不锈钢,外层为碳钢,炉室的上下法兰采用碳钢,底部导电法兰为铜法兰,铜法兰上有可靠的辅助导电装置。炉室通过一侧管与真空系统连接,侧管端部有翻板式泄爆口。炉室顶部有动密封,电极杆从动密封内穿过,动密封内有六道骨架油封,动密封顶部为波纹管,可使电极杆在动密封内倾斜,完成与坩埚的对中。
炉室升降采用液压升降,有一个油缸带着炉室及炉室上部的电极杆及其传动系统一起沿直线导轨上下移动。炉室通过直线导轨和移动导柱连在一起,炉室升起后,通过坩埚移动台车,将坩埚移至装出料工位,可进行自耗电极或铸锭的装出炉工作。
2.4 返回料加料系统
该系统是本设备的一个新的突破点。它可实现在真空状态下多次加入返回料的功能,通过一根加料斜管与炉体相连,500Kg返回料分别装入10个圆形料筒中,料筒由油缸推动一个棘轮机构旋转,每次转动36°保证准确定位。每个料筒底部都有一个插板,需加料时旋转料筒,当一个料筒对准了加料口,由油缸将插板打开,块料顺着斜管进入炉室内的接料斗中,斜管与炉室之间有一段焊接波纹管,工作时通过两个油缸拉紧炉室接料法兰和波纹管密封真空,出料时波纹管退回,方便炉室上提。当进行装出炉时,加料仓与炉体分离,装出炉可以正常进行。返回料加料系统可以满足加料工作可靠进行。(返回料最大尺寸70mm)。
2.5 坩埚及稳弧系统
本设备的结晶器为锻造式铜坩埚,材料为T2,每种尺寸的坩埚自带一个内水套,坩埚系统还包括稳弧线圈、外水套及温水冷却系统。
2.6 真空系统
真空系统是为了在熔炼过程中保持必要的真空度,防止熔化时物料被氧化。配置有Z-400增压泵,罗茨泵ZJ-2500和ZJ-1200,机械泵H-8A(两台),维持泵2X-15。真空系统各泵阀的开启和停止可实现程序自动控制或手动操作,并配有进口传感器测量规头,确保在不同的气体介质情况下读数准确,并能够直接在计算机上显示真空度和充氩压力。
2.7 水、气路部分
冷却水系统主要用于坩埚、炉壳、水冷电缆、真空机组及电源、电极杆的冷却。电极杆、电源由封闭式冷却器进行单独供水,坩埚、炉体、真空系统等由外部循环水直接冷却,冷却水为软化水。电极杆、坩埚水路上均有流量、温度显示及报警。坩埚供水可在熔化过程中根椐出水温度自动调节进水量,以实现温水冷却,改善铸锭表面质量。
压缩空气系统主要由移动式空压机、0.6m3储气罐、气动三联体、压力表和管道等组成,主要供应给真空阀门的用气和电极杆气动夹头的用气。
2.8 自动控制系统
电控系统用于控制整个工作过程,分“自动”、“手动”档,且可安全转换。设备在熔炼过程中包括过流、短路、缺水、过热和互锁在内的所有保护功能。一旦出现水压、流量降低到一定值、水温过高以及真空突降、压缩空气压力达不到要求等任一情况,先报警提示;如果水压、流量、水温、真空、压缩空气压力达到跳闸设定值时,电源跳闸,停止熔炼。
3 结束语
该设备经组装调试及试生产,各项指标均达到了设计要求,十分方便锆返回料的回收利用。现运行良好。
参考文献
[1]张继玉.真空电炉[M].北京:冶金工业出版社,1994,6.
[2]成大先.机械设计手册[M].北京:化学工业出版社,1994,8.
作者簡介:陈妍丽:工程师,主要从事非标设备的设计工作。
猜你喜欢
真空与低温(2022年6期)2023-01-06
真空与低温(2022年5期)2022-10-13
智能建筑电气技术(2022年2期)2022-02-06
昆钢科技(2020年6期)2020-03-29
制造技术与机床(2019年9期)2019-09-10
中国自行车(2018年7期)2018-08-14
电子制作(2017年22期)2017-02-02
电气化铁道(2016年4期)2016-04-16
焊接(2016年1期)2016-02-27
橡胶工业(2015年6期)2015-07-29
