
某特种车辆发动机缸盖数控加工工艺方案制定
2015-07-12 17:17王利全庞利军张继平
新技术新工艺 2015年4期
王利全,庞利军,张继平
(1.包头职业技术学院 数控技术系,内蒙古 包头 014030;2.北方重工集团 专用机械公司,内蒙古 包头 014030)
某特种车辆发动机缸盖数控加工工艺方案制定
王利全1,庞利军2,张继平2
(1.包头职业技术学院 数控技术系,内蒙古 包头 014030;2.北方重工集团 专用机械公司,内蒙古 包头 014030)
发动机缸盖制造是汽车制造的核心部分,其反映了一个国家汽车制造业的整体发展水平。本文以某特种车辆发动机缸盖为例,就其加工内容、技术要求及刀具选取等方面进行了全面的分析,并制定了数控加工工艺方案。
发动机缸盖;数控加工;工艺方案;制定
发动机缸盖的制造是汽车制造业的核心之一,它直接反映了一个国家的汽车制造业水平。随着我国汽车制造业水平的不断发展,发动机缸盖的研发和改型在不断推进,其加工方法也呈现多样化。本文以某特种车辆发动机缸盖为例,介绍了其数控加工工艺方案的制定。车辆发动机缸盖的毛坯为合金铝铸件,具体零件结构图及剖面图如图1所示。
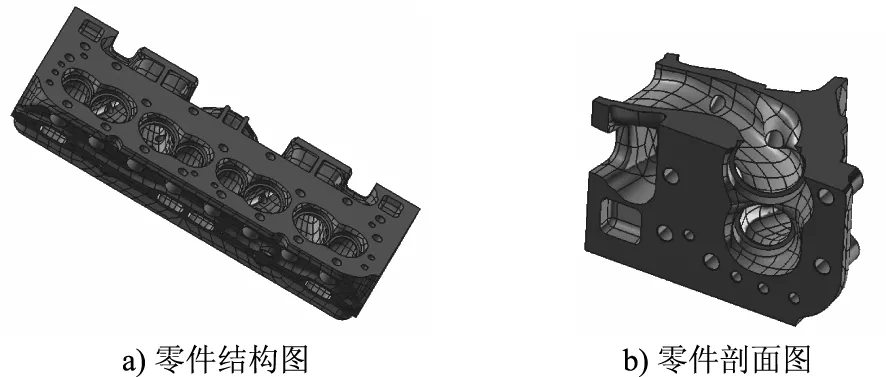
图1 发动机缸盖图
1 发动机缸盖加工工艺分析
1.1 发动机缸盖数控加工内容的选取
在发动机缸盖的加工内容中,由于缸盖端面要和发动机缸体配合,同时在加工过程中要保证端面和进排气管道的垂直度要求,对表面质量和加工精度要求较高;同时,进排气管道两口的垂直度要求较高,整个管道内腔的最大半径为27.3 mm,最小处仅为2.32 mm,曲率半径变化较大,表面粗糙度要求为Ra0.8 μm,加工难度较大,故适合在高速五轴联动数控机床上加工完成。
1.2 加工精度、表面质量及技术要求分析
该零件端面的表面粗糙度要求为Ra1.6 μm,加工的进排气管道口径尺寸为51 mm,内腔处的最大尺寸为54.6 mm;孔内壁曲面曲率半径最小处为0.224 mm,最大处为5.65 mm,孔内壁曲面曲率半径变化较大;尺寸精度为0.005 mm;管道的表面粗糙度要求为Ra0.8 μm。
1.3 加工顺序的安排
根据缸盖端面及进排气管道口的加工精度要求,采用先粗后精方式安排数控铣削加工顺序。在加工过程中,受工件结构的制约,孔两端的轴线相互垂直,因此需要从两端分别进行加工。为保证两端加工时刀具路径的对接,降低加工误差,要保证在一次装夹下,从两端进行粗、精交叉加工[1]。
1.4 刀具的选择
根据零件的材料特性及工件的结构特点,可采用立铣刀完成发动机缸盖端面的整个加工过程,但应注意粗、精加工分别选用2把立铣刀。由于进排气管道口径小于管道内部的最大直径,管道的曲率半径变化较大,因此可采用带球头的整体硬质合金鼓型刀具。
2 发动机缸盖数控加工工艺的制定
根据零件的加工工艺分析和结构可知,发动机缸盖的加工特点如下:1)发动机缸盖铸造应力集中,加工变形大;2)进排气管道口径小于管道内部的最大直径,同时内部管道的曲率半径变化较大,加工中容易发生刀具干涉现象;3)加工管道需要从两端进行,存在刀路对接问题。
根据上述分析情况,在制订发动机缸盖数控加工工艺时,应主要考虑如下几个方面。
1) 数控铣削加工机床型号的确定。由于零件结构的复杂性和较高的加工精度要求,需要选择高速五轴联动数控机床来完成零件的加工[2]。例如,可选择SKY-5L16075单转台单摆头高速五轴联动数控机床进行加工,该机床的具体参数见表1。

表1 SKY-5L16075数控机床参数表
2) 加工定位装夹方案及夹具种类的确定。为保证加工精度和零件的相对位置精度,敞开了加工中刀具运行的空间,在加工过程中采用专用组合夹具。
3) 加工工步划分及工步顺序的安排。由于精度要求较高,为保证零件的加工精度,提高刀具耐用度与生产效率,可采用按刀具划分和粗、精加工分开划分工步的方法,共划分为8个工步,并采用先粗后精的原则安排工步顺序。
4) 刀具的选择。根据零件材料及加工特点,采用带球头的整体硬质合金鼓型刀具,刀具柄部直径为10 mm,刀具直径为12 mm。加工端面的刀具粗、精加工分开,分别采用面铣刀和φ20 mm的硬质合金立铣刀[3-4]。
按照工艺分析过程中制定的工艺方案,选用在相应的机床、刀具和夹具等在五轴联动数控机床上完成零件的加工。
3 结语
数控技术在汽车制造业特别是发动机制造过程中的不断应用普及,必将会促进汽车行业的飞速发展,我国的汽车制造技术在不久的将来必将会达到一个新的高度。
[1] 童伟,申戈琍.中国电子学会电子机械工程分会2007年机械电子学学术会议论文集[C]. 昆明:中国电子学会电子机械工程分会,2007.
[2] 宋放之.数控机床多轴加工技术实用教程[M].北京:清华大学出版社,2010.
[3] 陈吉红,胡涛,李民.数控机床现代加工工艺[M].武汉:华中科技大学出版社,2008.
[4] 袁哲俊,刘华明.金属切削设计手册[M].北京:机械工业出版社,2008.
责任编辑郑练
FormulationoftheNCMachiningProcessSchemeofaSpecialVehicleEngineCylinderHead
WANG Liquan1, PANG Lijun2, ZHANG Jiping2
(1.CNC Technology Department, Baotou Vocational & Technical College, Baotou 014030, China;2.Northern Heavy Industries Group Special Machinery Company, Baotou 014030, China)
Manufacturing of engine cylinder head is the key part of automobile manufacturing, which reflects a country's level of development of the automobile manufacturing industry. The paper took a special vehicle engine cylinder head for example, mainly aimed at the processing, technical requirements and tool selection of a comprehensive analysis, and developed project of NC machining technology.
engine cylinder head, NC machining, process scheme, development
TH 122
:B
王利全(1979-),男,讲师,主要从事数控加工等方面的研究。
2015-01-13
猜你喜欢
现代工业经济和信息化(2022年8期)2022-09-24
铸造设备与工艺(2021年2期)2021-06-08
锻造与冲压(2021年3期)2021-02-27
装备制造技术(2020年11期)2021-01-26
制造技术与机床(2018年8期)2018-10-09
装备制造技术(2018年7期)2018-08-30
制造技术与机床(2017年6期)2018-01-19
中国铸造装备与技术(2017年3期)2017-06-21
汽车实用技术(2017年5期)2017-04-05
汽车维护与修理(2015年2期)2015-02-28
