
连续液相柴油加氢装置的能耗优势分析
2015-09-03 10:56董晓猛黄宝才范宜俊李桂军
石油炼制与化工 2015年8期
董晓猛,黄宝才,范宜俊,李桂军
(中国石化安庆分公司,安徽 安庆 246001)
连续液相柴油加氢装置的能耗优势分析
董晓猛,黄宝才,范宜俊,李桂军
(中国石化安庆分公司,安徽 安庆 246001)
将中国石化安庆分公司2.2 Mt/a连续液相柴油加氢装置能耗与装置设计值和传统滴流床工艺能耗进行了对比分析,结果表明,采用具有中国石化自主知识产权的柴油液相循环加氢技术,具有传统滴流床工艺无法比拟的低能耗优势。
连续液相 柴油加氢 能耗
随着环保法规的日益严格和人们环保意识的增强,世界各国对车用柴油质量要求越来越严格。欧盟已从2009年开始实施EN590:2099(简称欧Ⅴ)排放标准,要求柴油硫质量分数小于10 μg/g[1]。我国自2010年1月1日开始在全国范围内实施国Ⅲ排放标准,要求柴油硫质量分数小于350 μg/g[2],2015年1月1日开始在全国范围内实施国Ⅳ排放标准,要求柴油硫质量分数小于50 μg/g[3],目前国标委明确了在2016年底全国强制实施国Ⅴ排放标准。随着柴油质量升级步伐的不断加快,市场对超低硫清洁柴油需求将不断增加。为此,中国石化安庆分公司(简称安庆分公司)新建了一套2.2 Mt/a柴油加氢装置,设计以直馏柴油和焦化柴油为原料,在高温高压、氢气以及催化剂的作用下脱除原料中的硫、氮等杂质,生产满足国Ⅳ排放标准的清洁柴油产品。该装置采用中国石化石油化工科学研究院、中国石化工程建设有限公司、中国石化石家庄炼化分公司和安庆分公司联合开发的连续液相柴油加氢(SLPH)技术[4]以及柴油超深度加氢脱硫RS-2000催化剂[5]。
安庆分公司2.2 Mt/a连续液相柴油加氢装置于2013年1月30日建成正式中交,9月一次开车成功并生产出合格的柴油产品。2014年2月18日至2月20日进行生产满足国Ⅳ排放标准柴油的技术标定。本文主要对该连续液相柴油加氢装置的能耗优势进行分析。
1 连续液相柴油加氢装置的工艺流程及节能措施
1.1 工艺流程
连续液相柴油加氢装置工艺流程示意见图1。混合原料油经过过滤、预热、升压后与新氢混合,再经加热炉升温后,与循环油混合,一起自下而上进入反应器进行加氢脱硫、脱氮等精制反应。从反应器出来的反应产物直接进入热高压汽提分离器(热高分)进行气液分离,从热高分顶部出来的气相组分经冷却后进入冷低压分离器(冷低分)进行气液分离,得到冷低分油和冷低分气。从热高分底部出来的液相组分中的一部分经循环油泵升压后进入反应器,另一部分冷却至220 ℃后进入热低分进行闪蒸分离,得到热低分油和热低分气。热低分气经冷却后与冷低分气一起去低分气脱硫装置。热低分油与冷低分油混合后进入产品分馏塔,得到粗石脑油和柴油。
1.2 节能措施
对连续液相柴油加氢装置采取的主要节能措施包括6个方面:①采用循环液相加氢新工艺,取消了传统滴流床技术中的高压循环氢系统;新增了低扬程的循环油泵,减少了高压蒸汽消耗;反应进料加热炉出口汽化率低,降低了燃料气消耗和加热炉负荷。②优化换热流程,合理利用热源,降低加热炉出入口温差;合理利用装置热量为气体分离装置提供热源;利用双壳程高效换热器,减小冷热流换热温差,提高换热效率,节省换热面积。③加热炉设置余热回收系统,回收烟气余热。④利用蒸汽发生器回收多余热量。⑤需冷却的物料及产品尽量选用空气冷却器,以节省用水。⑥新氢压缩机采用无级调量系统,部分流量变化较大的泵、加热炉引风机和鼓风机、空气冷却器采用变频控制,节省电耗。

图1 连续液相柴油加氢装置工艺流程示意
2 连续液相加氢技术与传统滴流床技术的异同点
传统滴流床加氢技术与连续液相加氢技术分馏流程相同,不同点见表1。从表1可以看出,两种技术主要有两方面不同:第一,连续液相加氢技术取消了高压循环氢系统,节省了循环氢压缩机相关的蒸汽、电能等消耗;同时,注水和气体脱硫系统相应由高压变为低压,电耗大幅度降低;新增的循环油泵虽然流量大,但扬程低,电耗相对较小;

表1 连续液相加氢技术与传统滴流床技术的不同点
第二,反应器入口温度通过高温循环油与加热炉出口物料直接混合,热量利用效率高,消除了传统滴流床技术靠换热器加热所带来的换热器热效率的问题。
3 能耗分析
3.1 连续液相加氢装置与传统滴流床加氢装置能耗的对比分析
为了进一步比较连续液相加氢装置在降低能耗方面的优势,将安庆分公司现有1.0 Mt/a传统滴流床柴油加氢装置与2.2 Mt/a连续液相加氢装置的能耗组成进行了对比分析,结果见表2,其中1.0 Mt/a柴油加氢装置能耗数据取自2013年5月标定数据。安庆分公司现有1.0 Mt/a传统滴流床柴油加氢装置设计加工催化裂化、焦化、催化裂解等二次加工柴油和直馏柴油,生产满足国Ⅲ排放标准的柴油产品,该装置可作为传统滴流床柴油加氢装置的代表。
从表2可以看出,安庆分公司2.2 Mt/a连续液相柴油加氢装置的循环水消耗量为879 t/h,折合能耗为13.79 MJ/t,1.0 Mt/a传统滴流床柴油加氢装置循环水消耗量为837 t/h,折合能耗为28.42 MJ/t,虽然连续液相加氢装置的加工负荷为传统滴流床加氢装置的213%,但循环水消耗量却只相差了42 t/h,实际上2.2 Mt/a连续液相柴油加氢装置的循环水设计消耗量为519 t/h,由于施工单位将紧急放空冷却器循环水接为一级循环水,而设计为新氢机接二级循环水,使得循环水的消耗量增加了360 t/h,剔除此因素后连续液相柴油加氢装置的循环水消耗折合能耗为8.36 MJ/t,远低于传统滴流床的28.42 MJ/t。这主要是由于一方面滴流床加氢装置的循环氢压缩机采用1.3 MPa蒸汽冷凝式透平,需要消耗大量的循环水,另一方面传统滴流床技术的低分气需要水冷却后才能进入循环氢压缩机循环使用。此外,新建的连续液相加氢装置采用了较多的空气冷却器,减少了循环水消耗。

表2 连续液相加氢装置与传统滴流床加氢装置能耗对比
1) 2.2 Mt/a连续液相加氢装置与1.0 Mt/a传统滴流床加氢装置的差值。
连续液相柴油加氢装置的除氧水消耗量为15.81 t/h,折合能耗为23.41 MJ/t;传统滴流床柴油加氢装置除氧水消耗量为2.87 t/h,折合能耗为8.78 MJ/t,液相柴油加氢装置的能耗比传统滴流床柴油加氢装置高14.63 MJ/t,主要原因是由于连续液相加氢装置利用蒸汽发生器生产低压蒸汽需要消耗除氧水以回收多余的热量。
液相柴油加氢装置生产1.3 MPa蒸汽13.44 t/h,折合能耗为-162.60 MJ/t,而传统滴流床柴油加氢装置要消耗4.88 t/h的1.3 MPa蒸汽,折合能耗为125.82 MJ/t,液相柴油加氢装置的能耗比传统滴流床柴油加氢装置低288.42 MJ/t。这主要是由于传统滴流床技术中,循环氢压缩机需要消耗5 t/h的1.3 MPa蒸汽。
液相柴油加氢装置的电消耗量为4 140 kWh,折合能耗为151.73 MJ/t,传统滴流床柴油加氢装置电消耗量为2 151 kWh,折合能耗为168.04 MJ/t,液相柴油加氢装置的能耗比传统滴流床柴油加氢装置低16.3 MJ/t。液相加氢装置虽然增加了两台循环油泵,但由于扬程小,且由于对部分流量变化大的设备增加了变频控制措施,电耗有较大幅度降低。
液相柴油加氢装置的燃料气消耗量为1.730 t/h,折合能耗为238.26 MJ/t,传统滴流床柴油加氢装置燃料气消耗量为0.215 t/h,折合能耗为69.39 MJ/t。主要原因是传统滴流床加氢装置的分馏塔塔底热源采用蒸汽汽提方式汽提H2S,而液相加氢装置为了克服蒸汽汽提导致柴油产品带微量水的问题,塔底热源采用加热炉,增加了燃料消耗;另一方面,传统加氢装置是按满足国Ⅲ柴油排放标准生产硫质量分数小于350 μg/g的柴油,加热炉出口温度仅为297 ℃,而液相加氢装置是按满足国Ⅳ排放标准生产硫质量分数小于50 μg/g的柴油,加热炉出口温度达353 ℃,两者相差了46 ℃,但由于液相加氢装置优化了换热流程,实际上反应加热炉消耗燃料只有0.48 t/h, 折合能耗为66.88 MJ/t,仍然比传统滴流床装置低2.51 MJ/t。
上述对比分析结果表明,与传统滴流床加氢装置相比,连续液相加氢装置最主要是节省了蒸汽消耗,同时工艺流程优化和变频等节能措施的使用进一步降低了电耗、充分利用了低温热;但增加了新鲜水消耗和分馏炉的燃料气消耗。总体上能耗降低了42%,降低幅度显著。
3.2 连续液相加氢装置标定能耗与设计能耗的对比分析
2014年2月18—20日进行装置标定,标定期间能耗见表3。从表3可以看出,柴油加氢装置标定总能耗为232.41 MJ/t,略高于设计能耗(227.81 MJ/t)。这主要是由于标定期间,柴油原料为来自于罐区的冷进料,如果采用设计的热供料,根据测算预计能耗能进一步降低到167.2 MJ/t。
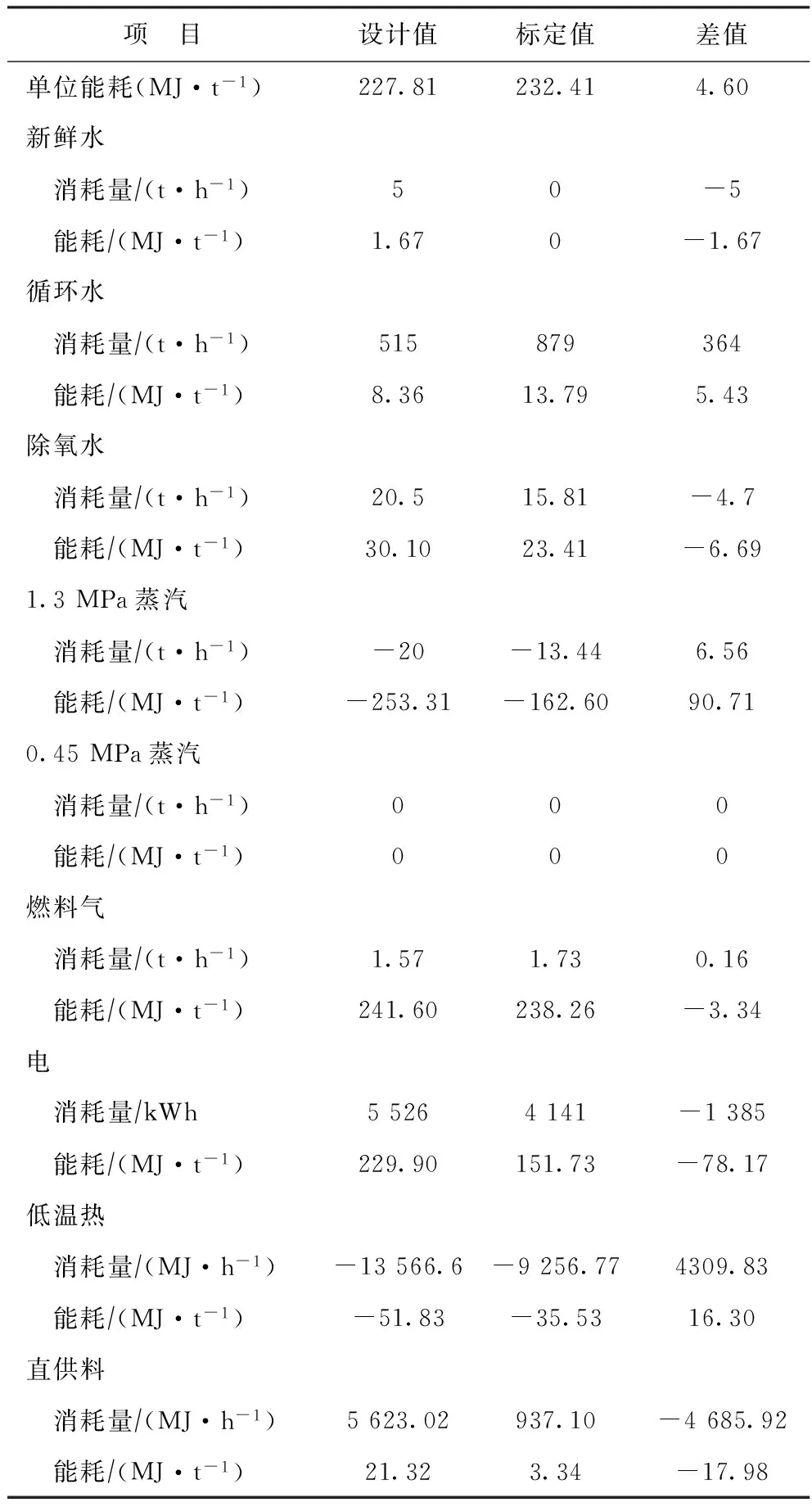
表3 连续液相加氢装置标定能耗
标定期间装置循环水消耗量为879 t/h,设计值为515 t/h,标定值比设计值高364 t/h,折合能耗为5.43 MJ/t。循环水量增加的主要原因是紧急放空冷却器循环水设计为新氢机为二级循环水,而实际为一级循环水。
标定期间装置1.3 MPa蒸汽发生器产生蒸汽13.44 t/h,设计值为20 t/h,标定值比设计值低6.56 t/h,折合能耗为90.71 MJ/t。主要原因是原料进料温度低,设计进料温度为90 ℃,标定期间原料进料温度仅为65 ℃,为了保证两台加热炉的燃烧均匀,蒸汽发生器低负荷运转,将更多的热量转移至原料油预热,从而减少了蒸汽产量。另外从热高压分离器到反应器的循环油泵进出口阀门法兰处临时设置了蒸汽保护,增加了蒸汽消耗量约2 t/h。
标定期间的燃料气耗量为1.73 t/h,设计值为1.57 t/h,标定值比设计值高0.16 t/h,折合能耗为3.34 MJ/t。这一方面是由于标定期间原料的进料温度低,另一方面燃料气的热值低于设计燃料气热值。
标定期间用电量为4 141 kWh,设计值为5 526 kWh,标定值比设计值低1 385 kWh,折合能耗为78.17 MJ/t。标定值比设计值低的主要原因是新氢机采用无级调量运行,加热炉的鼓风机和引风机采用变频运行,精确控制各空气冷却器冷后温度,同时循环泵的循环比控制在1.5,低于设计循环比2.0。
标定期间外送低温热9 256.77 MJ/h,设计值为13 566.6 MJ/h,标定值比设计值低4 309.83 MJ/h。设计的柴油产品低温热供给气体分离装置,温度由137.5 ℃降至110 ℃,而标定期间柴油产品温度由131 ℃降至107 ℃。这主要是由于对产品分馏塔采取了降压降温操作,设计分馏塔的操作压力为0.2 MPa,塔底温度为300 ℃,而实际操作压力为0.16 MPa,塔底温度为285 ℃,塔底温度的下降必然会导致副产1.3 MPa蒸汽量的下降,外供低温热量减少。
标定期间直供料热量为937.10 MJ/h,设计值为5 623.02 MJ/h,直供料热量比设计值低4 685.92 MJ/h,这主要与进料温度偏低有关。
4 结 论
安庆分公司连续液相柴油加氢装置的标定结果表明,装置设计合理,能耗仅为232.41 MJ/t,略高于设计能耗(227.81 MJ/t),如果装置按照设计全部为热进料,则运行能耗将低于设计值。连续液相柴油加氢装置由于采用循环液相加氢新工艺,取消了传统滴流床技术中的高压循环氢系统,能耗远低于传统滴流床工艺400.86 MJ/t的平均能耗水平,能耗降低了42%,具有显著的低能耗优势。
[1] EN 590:2009.Automotive Fuels-Diesel-Requirements and Test Methods[S].2009
[2] GB 19147—2009.车用柴油[S].2009
[3] GB 19147—2013.车用柴油[S].2013
[4] 郝振岐,梁文萍,肖俊泉,等.柴油液相循环加氢技术的工业应用[J].石油炼制与化工,2013,44(12):20-22
[5] 叶立峰,杨勇,吴远明,等.RS-2000催化剂在中国石化镇海炼化分公司柴油加氢装置的工业应用[J].石油炼制与化工,2013,44(6):49-52
ADVANTAGE OF CONTINUOUS LIQUID PHASE DIESEL HYDROGENATION IN ENERGY CONSUMPTION
Dong Xiaomeng, Huang Baocai, Fan Yijun, Li Guijun
(SINOPEC Anqing Branch Company,Anqing,Anhui 246001)
The advantages in energy consumption of continuous liquid phase diesel hydrogenation technology developed by SINOPEC with own intellectual property rights were analyzed. The results show that continuous liquid phase diesel hydrogenation technology has an incomparable advantage in low energy consumption over traditional trickle bed process.
continuous liquid phase; diesel hydrogenation; energy consumption
2014-12-16; 修改稿收到日期: 2015-03-28。
董晓猛,大学本科,高级工程师,从事加氢工艺管理工作。
董晓猛,E-mail:dongxm.aqsh@sinopec.com。
猜你喜欢
中国石油石化(2021年8期)2021-03-30
汽车维修与保养(2020年11期)2020-06-09
中国特种设备安全(2019年1期)2019-03-13
中国惯性技术学报(2017年1期)2017-06-09
儿童故事画报·发现号趣味百科(2017年1期)2017-06-01
光学精密工程(2016年3期)2016-11-07
通信电源技术(2016年4期)2016-04-04
智能建筑电气技术(2015年5期)2015-12-10
西安建筑科技大学学报(自然科学版)(2014年6期)2014-11-10
天津冶金(2014年4期)2014-02-28
