
甲醇气态回收工艺在天然气和煤层气集输系统的应用
2015-12-16 08:31胡成勇王亚彬安杰张宝周鹏飞
油气与新能源 2015年3期
胡成勇 王亚彬 安杰 张宝 周鹏飞
(中国石油集团工程设计有限责任公司北京分公司)
油气田产出的天然气中往往含有水分及 H2S、CO2等杂质,这些物质的存在容易导致天然气在集输过程中冻堵或腐蚀管道及设备,因此,需采取一定的防冻措施及净化措施。通常,当气流温度低于天然气水露点温度时易形成水合物,防止天然气水合物形成的方法主要有加热和注抑制剂两种,相对于盐类水合物抑制剂而言,醇类抑制剂使用较为广泛,主要包括甲醇、乙二醇和二甘醇。常用水合物抑制剂的性质见表1。
在各种抑制剂质量浓度相同的条件下,甲醇使水合物生成温度的降幅最大,抑制效果最好,乙二醇次之,二甘醇最小。甲醇的凝点远低于乙二醇和二甘醇,因而,甲醇适用的气体温度范围更宽。此外,甲醇的蒸汽压最高,注入管道和设备后容易汽化与湿气充分混合,可以直接注入,操作方便。但是,由于甲醇易挥发且有毒,对操作人员的健康有一定影响,并且,常规甲醇回收工艺流程复杂、难度大、能耗高、甲醇消耗量大且污染环境,因此,制约了甲醇的应用。新型甲醇气态回收工艺可简化甲醇回收流程、提高甲醇回收率、降低甲醇消耗量,可以有效改善甲醇回收利用难的状况。
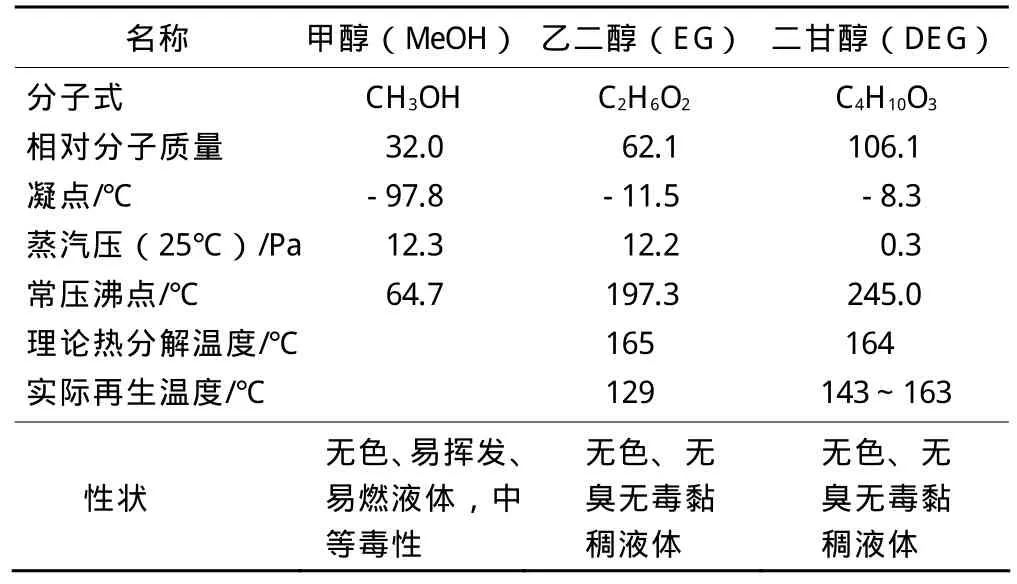
表1 常用水合物抑制剂的性质
1 甲醇回收工艺对比
1.1 常规精馏法甲醇回收工艺
气田各集气站含甲醇污水由罐车拉运至天然气净化厂甲醇回收装置进行集中回收处理。常规精馏法甲醇回收工艺流程见图1。
工艺流程:低浓度甲醇污水经过滤器滤除杂质颗粒,然后,经换热器预热后进入甲醇精馏塔,甲醇汽化后进塔顶冷凝器冷凝,冷凝后的高浓度甲醇溶液进入回流罐,经回流泵增压后,一部分进入甲醇储罐,一部分进入塔顶进一步精馏提纯,回收的甲醇纯度大于90%。精馏塔底污水换热后去水处理站。釜式重沸器采用蒸汽作为热源,塔顶冷凝器采用冷却水作为冷源。
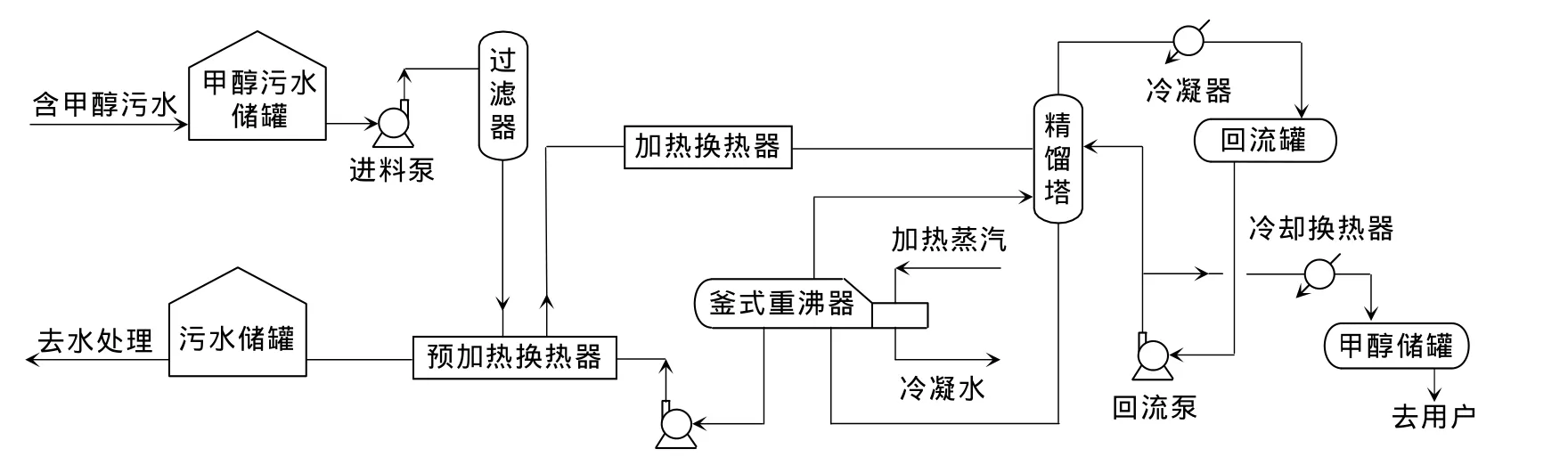
图1 常规精馏法甲醇回收工艺流程
1.2 新型甲醇气态回收工艺
甲醇气态回收工艺是利用甲醇沸点低,在醇水溶液中分压高的特性,在经过特殊设计的气提器内,利用极性络合物的特性将甲醇与水分离,具有流程短、易于操作、甲醇消耗量低的特点,可实现天然气处理过程中甲醇的在线回收。
IFPEXOL是法国石油研究院研发的气体净化工艺,包含脱水(IFPEX-1)和脱硫(IFPEX-2)2个部分。其中,IFPEX-1工艺基于低温甲醇作为防冻剂,采用丙烷制冷工艺回收天然气凝析油,采用气态回收工艺回收甲醇。
IFPEX-1工艺流程:入口天然气经气液分离后分为2股,一股作为气提气进入吸收塔下端与来自上端三相低温分离器的甲醇水溶液逆流接触,由于甲醇挥发性高,温度相对较高的天然气与甲醇水溶液接触过程中,可以将水溶液中的甲醇气提出来,实现气态甲醇回收;另一股与吸收塔顶部富含甲醇的气流汇合,经换热器预冷并经丙烷蒸发器进一步制冷后,进入三相低温分离器,实现干天然气、天然气凝析油、甲醇水溶液的分离,甲醇水溶液经循环泵打入吸收塔实现甲醇回收,天然气凝析油回收储存,干天然气经换热器换热后,作为商品气外输或者进行进一步处理。IFPEX-1工艺流程见图2。
1.3 工艺对比
1.3.1 工艺流程方面
常规精馏法甲醇回收工艺流程长、动设备多,尤其是精馏塔为全塔,操作较为复杂,一般用于甲醇污水的集中处理;而甲醇气态回收工艺可实现甲醇在线回收,无需集中处理回收,简化了甲醇回收流程。

图2 IFPEX-1工艺流程
1.3.2 投资能耗方面
甲醇气态回收工艺无需增设加热装置,能耗小、投资低。若入口天然气温度不高,可先经换热器与站内压缩机后高温气体进行换热后再进吸收塔,以提高气提气温度,有利于提高甲醇气态回收率,降低甲醇消耗量。
1.3.3 甲醇气态回收工艺其他特点
一是,天然气尤其是煤层气开采过程中,原料气中一般含有煤粉、沙砾等杂质,采用低温分离法进行天然气脱水时,部分杂质不可避免地会存在于液相天然气凝析油中。采用甲醇气态回收工艺,所回收甲醇纯度高、洁净,所回收气态甲醇的纯度高达95%。
二是,甲醇气态回收后,剩余污水中的甲醇含量较低,可直接回收利用,另外,溶解在天然气凝析油中的甲醇,可通过简单水洗进行回收,不影响天然气凝析油的处理加工。
2 甲醇气态回收工艺的应用
近几年,中国依据油气田实际情况,在国外IPFEX-1脱水工艺的基础上,对甲醇气态回收工艺进行了改进:一是,对进入吸收塔的天然气做加热处理,采用高温天然气作为气提气与甲醇富液在吸收塔内接触,可大幅提高传质效率,降低气提气循环量;二是,把吸收塔和三相低温分离器集成为合一装置,缩减了工艺流程,降低了设备投资。
2.1 甲醇气态回收工艺在天然气田的应用
2007年投产的新疆克拉玛依盆五气田的低压气处理成套装置,首次实现了IFPEX-1工艺国产化,装置分离出的水清澈透明,水中甲醇含量<1%,甲醇气态回收率达98%。盆五气田低压气处理工艺主要运行参数见表2,工艺流程见图3。
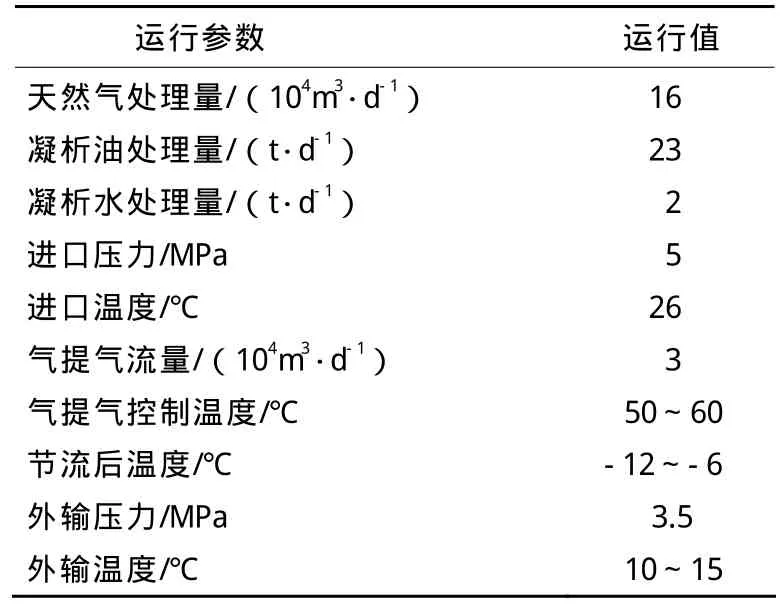
表2 盆五气田低压气处理工艺主要运行参数
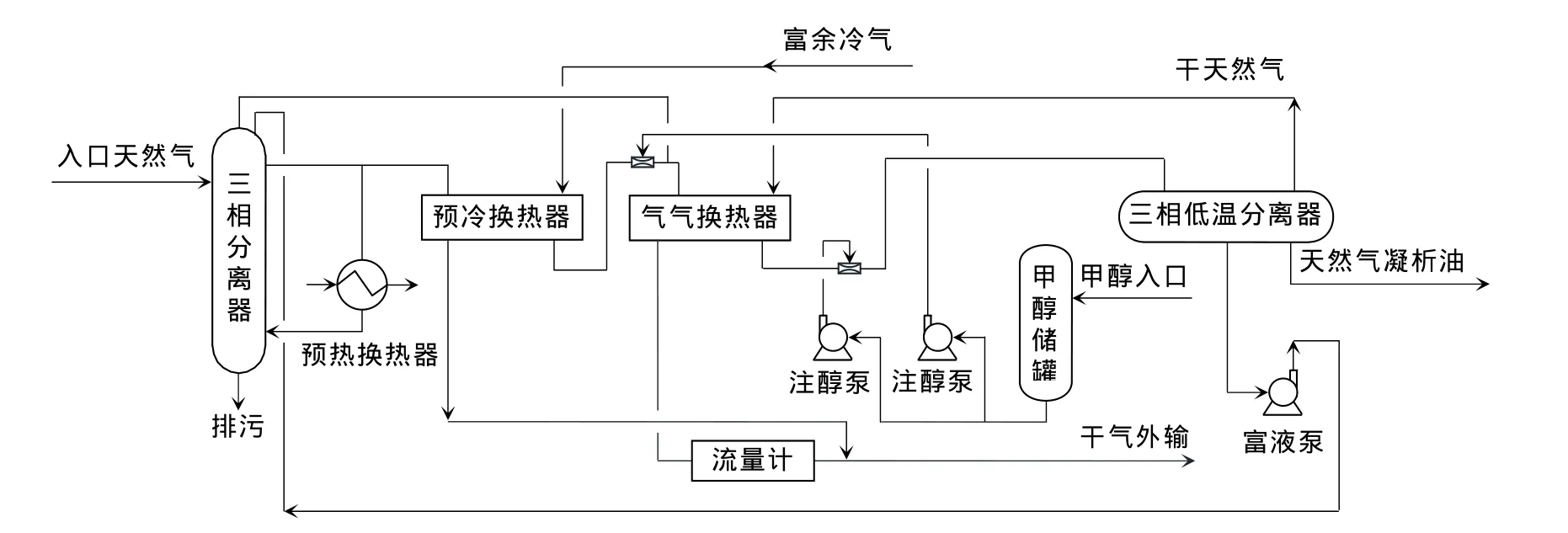
图3 盆五气田低压气处理工艺流程
工艺流程:入口天然气经立式三相分离器进行初步气液分离后,一股去预冷换热器与富余冷气换热后去气气换热器进一步换热降温,然后,进入三相低温分离器进行气液分离,气液分离后的干天然气返回气气换热器加热升温,并经流量计计量后外输,天然气凝析油外输,甲醇水溶液经富液泵打入立式三相分离器中气提塔上部进行回收;另一股天然气经预热换热器加热,该高温天然气作为气提气,从立式三相分离器中气提塔下部进入,与上部甲醇富液逆向接触,甲醇被高温天然气带走汇入主流程,实现甲醇气态回收。
2.2 甲醇气态回收工艺在煤层气田的应用
煤层气是一种以甲烷为主要成分的可燃气体,在中国有着丰富的储藏资源。随着中国煤层气事业的发展,甲醇气态回收工艺得到了进一步的推广和应用。
短距离管输煤层气的露点控制深度要求较低,只需满足外输条件下没有水合物产生即可。分子筛等深度脱水方法,虽然露点降较大,但是,流程较为复杂,现场操作工作量大,设备投资较高;低温法脱水适用范围较广,可以根据制冷温度的高低达到不同的露点控制深度,同时,可以实现天然气轻烃回收。因此,针对煤层气特点,一般采用低温分离法脱水。甲醇气态回收工艺,由于其具有诸多优点,在煤层气处理工艺中得到广泛应用。
2.2.1 新型露点控制装置的特点
在分析了煤层气露点控制深度要求的基础上,开发了基于甲醇气态回收的新型露点控制装置,高度集成了绕管换热器、空冷器、脱水分离器及气提塔合一装置、外制冷系统等高效设备,实现了基于甲醇气态回收的煤层气露点控制技术的橇装化和模块化。
该基于甲醇在线气态回收的露点一体化集成系统技术集成度高,设备整体出厂,大大缩短了建站时间。另外,该装置采用全自动控制,可实现无人值守,大大降低了一线操作人员的劳动强度,提高了现场管理水平。与国内同类处理装置相比,投资降低约 50%,能耗降低约 70%,占地面积减少约80%;与国外进口装置相比,投资降低约 60%,相同占地面积下,降低能耗约30%。
新型露点控制装置特点:一是,具有入口煤层气预冷功能,降低空冷器负荷,减少设备投资;二是,分离器入口采用管道聚结技术,提高分离器效率,降低分离器尺寸;三是,利用空气冷量对高温煤层气进行冷凝,安全环保、能耗小、运行成本低;四是,利用极限换热技术的复热功能,为外输煤层气提供热能,实现煤层气的短距离输送;五是,利用甲醇防冻和解冻性能,保证装置在冬季的平稳运行。
2.2.2 新型露点控制装置的应用
该基于甲醇在线气态回收的露点一体化集成系统,适用于低压、低产、低含水的煤层气集气站,对于低产、偏远、复杂地形情况下的煤层气开发意义重大。目前,基于甲醇气态回收的露点控制技术已经在煤层气田得到了较为广泛的应用,山西煤层气保2集气站、保3集气站及中澳煤层气三交北集气站等站场,共有5套装置采用了该技术。其工艺流程见图4。

图4 新型露点控制系统工艺流程
工艺流程:温度 65~85℃、压力 1.2MPa的压缩机出口来煤层气,首先进入露点控制橇的一级空冷器预冷至40℃,再经绕管换热器预冷至5℃,然后,通过雾化器注入甲醇,汇入脱水分离器中气提装置的出口甲醇气体后,温度升至15℃,当环境温度低于15℃时,进入二级空冷器将气体冷却至0℃,当环境温度高于15℃时,二级空冷器停用;之后气体进入外制冷系统,保持外制冷系统煤层气出口温度维持在-5℃;然后,再进入脱水分离器,分离出甲醇水溶液,脱水分离后的气体与装置入口煤层气换热后达到30℃外输出橇。脱水分离器分离出的甲醇水溶液经过管道循环泵打回脱水分离器气提装置的上部入口,在向下流动过程中,与从气提装置下部进入的一部分高温煤层气完成气提甲醇过程,甲醇被高温煤层气带走,在二级空冷器之前汇入主流程,实现甲醇在装置内的循环利用,可大大减少通过雾化器的注醇量。
2011年 12月,基于甲醇在线气态回收的露点控制一体化集成系统在中国石油煤层气保德保2集气站正式投产应用。投产以来,该装置运行平稳,脱水效果良好,满足设计要求。根据设计参数,对甲醇气提循环开启、关闭时的系统甲醇消耗量进行了对比,具体数据见表3。
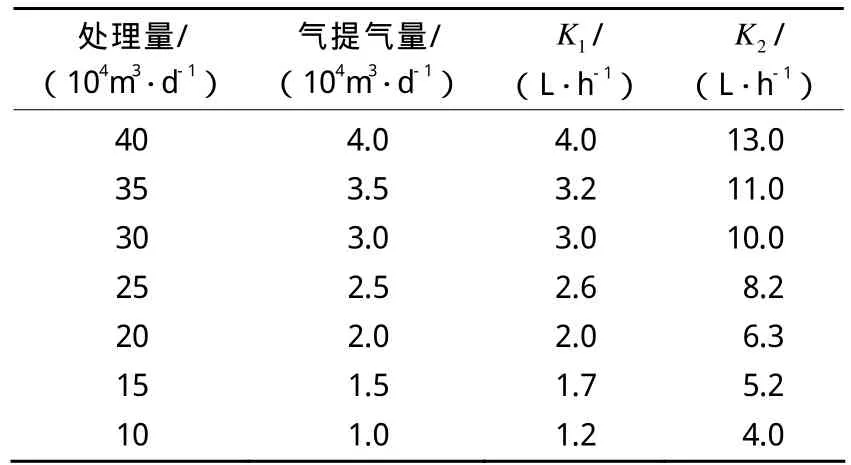
表3 气提循环开启、关闭时甲醇注入情况∗
由表3可以看出,气提循环开启时的甲醇注入量远远小于气提循环关闭时的注入量,说明气提效果明显,大大降低了甲醇的消耗量。
3 结语
甲醇是优质的水合物抑制剂,传统的甲醇回收工艺流程复杂、能耗高,制约了其应用。新型甲醇气态回收工艺具有流程简单、能耗低的优点,与传统的甲醇再生工艺相比,具有较强的技术优势。
近年来,通过国产化推广应用,已经形成了适用于国内天然气田、煤层气田的脱水脱烃技术及配套的甲醇气态回收工艺,对提高中国天然气和煤层气集输处理的水平具有重要意义。
[1] 谢广禄,刘光宇.IFP甲醇脱水工艺与分子筛脱水工艺的比较[J].天然气技术,2007(3): 56-59.
[2] 王亚彬.基于甲醇气态回收的煤层气低成本露点控制方案[C].北京: CPE 论文集,2012.
[3] 孙晓春,赵玉林.大牛地气田水合物抑制剂的选择[J].油气田地面工程,2006(4): 16-17.
猜你喜欢
流程工业(2022年1期)2022-06-27
石油工业技术监督(2021年6期)2021-06-22
工业加热(2021年4期)2021-05-12
能源工程(2021年1期)2021-04-13
湖南电力(2021年1期)2021-04-13
中国特种设备安全(2020年11期)2020-06-09
科学导报·学术(2020年18期)2020-05-25
中国特种设备安全(2019年7期)2019-09-10
中国海洋平台(2019年1期)2019-05-25
科学之谜(2018年9期)2018-12-17
