
Cr对高强钢焊条焊缝组织和性能的影响
2015-12-18 08:31蔡养川
焊管 2015年6期
蔡养川,罗 震
(天津大学 材料科学与工程学院,天津300072)
Cr对高强钢焊条焊缝组织和性能的影响
蔡养川,罗 震
(天津大学 材料科学与工程学院,天津300072)
基于Ni-Cr-Mo-V合金体系,研究了Cr对800 MPa高强钢焊条焊缝组织和性能的影响。研究结果表明,当w(Cr)<1.2%时,随着Cr含量的增加,焊缝金属强度和韧性逐渐升高;当w(Cr)>1.2%时,随着Cr含量的增加,焊缝金属强度逐渐升高,而韧性逐渐降低。焊缝熔敷金属中w(Cr)=1.2%时,可以使焊缝金属获得大量细小、均匀的粒状M/A组织,从而提高了焊缝的强度和韧性。
焊接;Ni-Cr-Mo-V合金体系;Cr;800 MPa高强钢焊条
Ni-Cr-Mo-V系合金钢既具有较高的强度,又具有良好的塑性和韧性,因此得到广泛应用[1-2]。实践表明,焊接加工是影响高强度结构钢质量的关键,且低合金高强度钢焊接接头的韧性是焊接结构使用性能的重要指标,特别是针对800 MPa级以上的高强度钢。如何在满足强度要求的条件下提高焊接接头的韧性储备,一直是焊接工作者研究的热点课题之一。
Cr是强碳化物形成元素,能提高焊缝的淬硬性,提高焊缝的强度,同时也可能导致冷裂纹产生[3-6]。但Cr含量合适时,可以增加残余奥氏体的含量,提高韧性[7-9]。本研究利用自主开发的800 MPa高强钢焊条,通过试验研究Cr对高强钢焊条焊缝组织和力学性能的影响,确定Cr的最佳含量,为研制综合性能优良的焊接材料提供试验和理论依据。
1 试验方法
1.1 材料制备及焊接方法
焊条焊芯采用H08E,直径为5.0 mm,选用TL-25型焊条涂粉机将按一定比例均匀混合而成的合金粉末涂抹在焊芯上,并加工成直径5.0 mm、长约450 mm的焊条,然后经过低温80℃×2 h、中温 150℃×1 h和高温 350℃×2 h热处理成形。焊前经过350℃×1 h烘干后使用。其配方原则是药皮中金属Cr含量逐渐增加,其他合金成分(镍粉、钼粉)含量不变,余量为大理石、萤石、石英、金红石、钛白粉电解锰和45#硅铁等矿物质混合物,其药皮合金成分配比见表1。采用Newasia WS-630D焊机在Q235试板(160 mm×120 mm×20 mm)上实施堆焊, 焊接电流为160~240 A,电压为20~25 V,焊接速度约为180 mm/min,连续堆焊10~15层,层间温度控制在250℃左右,堆焊厚度大于15 mm,制取试样。

表1 药皮合金成分配比 %
1.2 显微组织及力学性能试验
利用Neophot21显微镜观察焊缝金属组织;利用JSA4-840进行扫描电镜试验;利用D8ADVANCE型X射线衍射仪确定焊缝金属组织的物相组成。采用万能电子拉伸试验机测定焊缝强度;采用XJL-300B型落锤冲击试验机测定焊缝冲击吸收功;采用HR-150A型洛式硬度计测定焊缝试样宏观硬度,测试试样不同区域的7个硬度点,去掉一个最高点,去掉一个最低点,剩下5点数据的平均值为焊缝金属的硬度值。
1.3 扩散氢含量测定
熔敷金属扩散氢含量测定应按GB/T 3965—1995《电焊条熔敷金属中扩散氢测定方法》进行,选择水银法试验。
2 试验结果与分析
2.1 焊缝金相组织结果分析
合金元素影响熔敷金属组织,而熔敷金属组织决定其力学性能,因此研究合金元素Cr对熔敷金属组织的影响规律是非常必要的。金属Cr添加量不同时各组熔敷金属的组织结构如图1所示。

图1 金属Cr添加量不同时各组熔敷金属的组织结构
由图1可以看出,随着Cr含量的增加,熔敷金属组织中铁素体含量逐渐增加;当w(Cr)≤1.2%时,随着Cr含量的增加,熔敷金属中M/A组元含量逐渐增加,且M/A组元晶粒度逐渐均匀细小;但当w(Cr)>1.2%时,随着Cr含量的增加,熔敷金属中M/A组元含量逐渐增加,且逐渐呈块状分布。
产生以上结果的主要原因是:①Cr元素会缩小γ区,促进铁素体的形成,因此随着Cr含量增加,熔敷金属中铁素体含量增多[10];②当Cr含量合适时,会提高残余奥氏体的含量,增加M/A组元含量,当Cr含量较低时,M/A组元呈颗粒状,当Cr含量较高时,M/A组元则呈板条状。
2.2 焊缝金属组织力学性能结果分析
添加不同Cr含量时各组熔敷金属的力学性能见表2。熔敷金属中Cr含量与焊缝力学性能的关系如图2所示。

表2 不同Cr含量时各组熔敷金属的力学性能
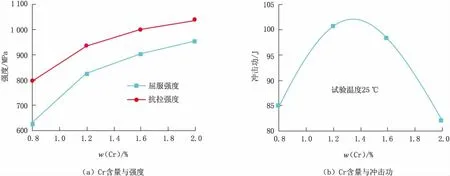
图2 熔敷金属中Cr含量与焊缝力学性能的关系
由表2和图2可看出,熔敷金属的强度随着Cr含量的增加而逐渐增加,这主要是因为Cr是强碳化物形成元素,能提高焊缝的淬硬性,提高焊缝强度。当w(Cr)<1.2%时,随着Cr含量的增加,熔敷金属的冲击韧性逐渐增加;当w(Cr)>1.2%时,随着Cr含量的增加,熔敷金属的冲击韧性逐渐降低。这主要是因为当Cr含量合适时,会提高残余奥氏体的含量,增加M/A组元的含量,且当Cr含量较低时,M/A组元呈颗粒状,含量较高时则呈板条状。研究表明,M/A组元的形状、数量、尺寸和分布对性能影响很大,当焊缝组织中的M/A组元呈细小颗粒状均匀分布时,会阻碍位错运动,因此会使熔敷金属强度和韧性均增加;而当M/A组元呈板条状分布时,M/A组元周围会存在大量的微裂纹,因而使熔敷金属的韧性显著降低[11-12]。
2.3 焊缝金属断口微观形貌分析
本研究通过拉伸试验和常温冲击试验获得4组试样拉伸强度、屈服强度、伸长率、断面收缩率和冲击功等数据,以及试样断口微观形貌。
图3为拉伸试验和冲击试验后各组试样断口微观形貌。由图3可以看出,当w(Cr)<1.2%时,随着Cr含量的增加,试样断口微观形貌中韧窝的数量逐渐增多,尺寸变小,深度增加,分布更均匀;当w (Cr)>1.2%时,随着Cr含量的增加,试样断口微观形貌中韧窝的数量逐渐减少,尺寸变大,深度降低;当w(Cr)=2.0%时出现河流状接力花纹,呈现一部分脆性断裂特征;当w(Cr)=1.2%时,试样断口中韧窝数量达到最大值,尺寸细小,深度较深,分布均匀。这与2.2中熔敷金属的韧性值与Cr含量的关系相似。
2.4 焊缝金属冷裂纹倾向分析
焊后裂纹产生的原因主要有扩散氢、淬硬性以及焊后微观残余应力等[13-15]。
2.4.1 扩散氢含量对焊缝金属冷裂倾向的影响
图4为4组试验用高强钢焊条焊后得到的焊缝金属中扩散氢含量。

图3 各组试样断口微观形貌

图4 不同Cr含量时焊缝金属中的扩散氢含量
由图4可以看出,虽然4组试样扩散氢含量有所差异,但其差别不大,基本都在3.75 mL/100 g左右,且均满足超低氢标准。
2.4.2 淬硬性对焊缝金属冷裂倾向的影响
硬度是力学性能的重要指标,它与金属的组织结构密切相关,硬度越高其脆性逐渐增大。图5为不同试验组焊缝金属试验测得的宏观硬度。
由图5可以看出,随着焊缝金属中Cr含量的增加,焊缝金属宏观硬度会逐渐增加。主要是因为Cr是强碳化物形成元素,会显著提高熔敷金属的淬硬性。

图5 不同Cr含量时焊缝的硬度
2.4.3 微观残余应变对焊缝金属冷裂倾向的影响
为了对上述结果有更深入的探讨,进行了显微组织的XRD物相分析试验。图6为4组试样焊缝金属物相组成。
从图6可以看出,4组试样焊缝金属的物相都是α-Fe,即铁素体。尽管焊缝金属中含有多种微合金化元素Mn,Cr,Ni,Mo等,在焊接过程中形成一些微量相,但是,由于其含量太低,采用X射线衍射方法无法观察到明显的衍射峰。然而,根据不同合金元素配比下衍射峰的数值差异,采用MDI Jade5.0对4组试样焊缝金属的晶胞参数和微观应变进行比较,可以分析出合金元素对焊接接头性能的影响。

图6 4组试样焊缝金属物相组成
表3为不同Cr含量时焊缝组织中的晶格畸变量。

表3 焊缝组织的晶格畸变量
表3中(a-a0)/a0×100表示晶胞参数的相对变化量,a0为α-Fe在25℃的晶胞参数(a0=2.866 4A)。从表3可以看出,合金元素含量与焊缝组织基体的晶胞参数值有一定关系,合金元素含量高时,焊缝金属的晶胞参数相对较高;合金元素含量低时,焊缝金属的晶胞参数相对较低。这主要是因为合金元素Mn,Cr,Ni,Mo等原子溶入基体,造成了基体晶格畸变,而不同试验组由于合金元素的含量不同,合金原子的固溶度不同,故晶格畸变量不同。
比较4组试样试验结果可以发现,4组试样出现不同程度的晶胞参数减小的情况,即存在晶格负向应变,在这一范围内存在微观拉应力。晶格参数变化量的绝对值越小,引起的晶格畸变量也越小,使得其焊缝组织应力分布更均匀;而晶格参数变化量的绝对值越大时,引起的晶格畸变量也越大,增加了焊接残余应力,加大了焊件的冷裂倾向。
本试验中4组试验焊缝组织衍射峰的宽度变化(图6)主要是由于微观应变的变化引起的。表4为不同Cr含量时焊缝组织中的微观应变计算结果。
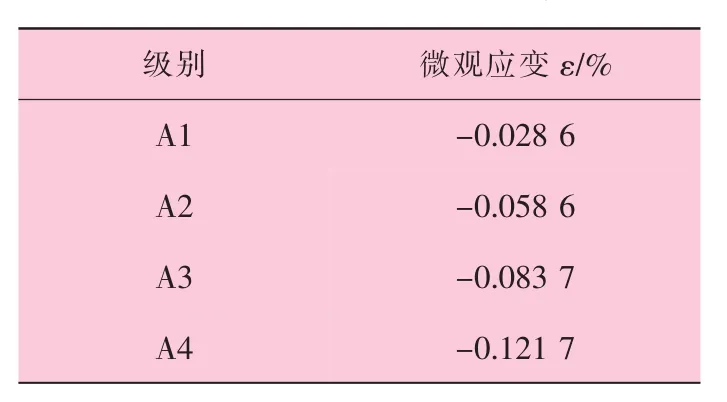
表4 焊缝组织的微观应变计算结果
表4中微观应变的分析结果与表3中晶格畸变的结果大体一致,即对不同Cr含量的4组试样,在焊缝组织中均存在晶粒尺寸的微观应变,这种应变主要为负向的,且在数值变化上有较大差别。微观应变和晶格畸变数值上的变化大致反映了Cr含量的影响。
通过对试验高强钢焊条的熔敷金属进行扩散氢含量测定、宏观硬度测定和微观应变测定等试验结果进行分析发现,最优试验组A2虽然扩散氢含量较低,微观应变值较小,但宏观硬度值较高,具有一定的脆硬倾向,焊接时存在产生冷裂纹的危险。因此,采用A2组焊条进行焊接时要合理地选择焊接工艺,降低焊缝金属的冷裂倾向。
3 结 论
(1)w(Cr)=1.2%时,获得的焊条熔敷金属组织最优,主要为细小的铁素体组织和细小且均匀分布的M/A组元。
(2)w(Cr)=1.2%时, 获得的焊条熔敷金属具有最优力学性能,屈服强度821 MPa,拉伸强度935 MPa,伸长率19%,断后收缩率70%,25℃冲击功101 J。
(3) 最优组焊条(w(Cr)=1.2%)具有一定的冷裂倾向,使用时应选用合适的焊接工艺。
[1]李亚江,王娟,刘鹏.低合金钢焊接及工程应用[M].北京:化学工业出版社,2003.
[2] MATSUDA F,IKEUCHI K,LIAO J.Weld HAZ toughness and its improvement of low alloy steel SQV-2A for pressurevessels(Report1)[J].TransactionsofJoiningandWelding Research Institute,1993,22(02):271-279.
[3] ROSS C T F,TERRY A,LITTLE A P F.A design chart for the plastic collapse of corrugated cylinders under external pressure[J].Ocean Engineering,2001,28(03):263-277.
[4]胡晓勇.承压容器焊接接头残余应力测试及有限元分析[D].南京:南京理工大学,2013.
[5]金敬福,刘爱敏.球罐焊接过程中冷裂纹的产生及控制措施[J].科技信息,2009(16):288.
[6]贾坤宁,王海东,姜秋月,等.高强度桥梁钢焊接冷裂纹敏感性研究[J].电焊机,2012,42(02):23-25.
[7]杜义,张田宏,张俊旭,等.10Ni8CrMoV钢的冷裂纹敏感性分析[J].焊接学报,2006,27(12):93-96.
[8]王记兵,刘政军,曾谢波,等.浮头式换热器浮头盖焊接冷裂纹的消除[J].焊接,2006(09):57-59.
[9] JORGE J C F,SOUZA L F G,REBELLO J M A.The effect of carbon on the micro-structure and properties of CMn all-weld metaldeposits[J].Materials Characterization,2001,47(03-04):195-205.
[10]王宝森,朱双春,叶晓宁,等.12%Cr铁素体不锈钢不同化学成分对接头韧性的影响[J].宝钢技术,2010(04):57-60.
[11]高惠临,董卫华,干荣.管线钢焊接临界粗晶区局部脆化现象的研究[J].材料热处理学报,2001,22(02):60-65.
[12] SPIGARELLI S.Microstructure-based assessment of creeprupture strength in 9Cr steels[J].International Journal of Press ure Vessels and Piping,2013(101):64-71.
[13]高惠临,董卫华,干荣.管线钢焊接临界粗晶区局部脆化现象的研究[J].材料热处理学报,2001,22(02):60-65.
[14]林午光.WG-1型电焊条涂粉机机头的设计[J].黑龙江电力技术,1984(S1):77-80.
[15]邱悦.新型308焊条的研制及工艺性能研究[D].南京:南京航空航天大学,2011.
Effect of Heat Chrome Element on Microstructure and Mechanical Properties of High-strength Steel Electrode Weld
CAI Yangchuan,LUO Zhen
(College of Materials Science and Technology,Tianjin University,Tianjin 300072,China)
Based on Ni-Cr-Mo-V alloy system,it studied the effect of chrome on weld microstructure and mechanical properties of 800 MPa high strength steel electrode.Experimental results showed that,as the content of chrome less-than 1.2%,the weld metal strength and toughness gradually increase with the increase of the content of Cr;and when the content of chrome more-than 1.2%,the strength of weld metal gradually increases and the toughness gradually decreases with the increase of the content of Cr.As the content of Cr is 1.2%,the microstructure of weld metal is large number of wee and homogeneous M/A,which can enhance the strength and toughness of weld metal.
welding;Ni-Cr-Mo-V alloy system;Chrome;800 MPa high-strength steel electrode
TG421
A
1001-3938(2015)06-0020-06
蔡养川(1987—),男,博士研究生,主要从事焊接材料方面的研究工作。
2014-10-28
谢淑霞
猜你喜欢
今日农业(2022年16期)2022-09-22
金属加工(热加工)(2022年8期)2022-09-01
中国外汇(2019年22期)2019-05-21
中华家教(2018年11期)2018-12-03
制造技术与机床(2017年5期)2018-01-19
特别文摘(2016年15期)2016-08-15
焊接(2016年10期)2016-02-27
焊接(2016年8期)2016-02-27
焊接(2016年5期)2016-02-27
诗选刊(2015年6期)2015-10-26
