
烧结机高铬篦条铸造生产实践
2015-12-31 01:54赵会敏
天津冶金 2015年6期
赵会敏
(天津天铁冶金集团机械装修部,河北涉县056404)
烧结机高铬篦条铸造生产实践
赵会敏
(天津天铁冶金集团机械装修部,河北涉县056404)
为保证烧结机的正常运行,对高铬篦条铸造工艺进行改进,通过合理控制篦条消失模尺寸,设计了浇注系统及砂箱,强化了冶炼、浇注及开箱时关键工序的控制措施,使篦条综合性能得到很大提高,铸造篦条合格率达98%以上,产量提高了50%以上,能够满足烧结生产需要。
烧结机;高铬篦条;铸造;浇注系统
1 引言
天铁集团400型烧结机台车需要426根篦条平铺安装在三条主梁上,篦条与高温烧结矿直接接触,而且在运行过程中不断受到各种废气、水蒸气的腐蚀及烧结矿持续撞击,极易造成篦条短时间内磨损严重继而变形断裂。因此,篦条质量的好坏直接影响烧结机的持续作业时间,这就要求篦条具有高强度及韧性、高耐磨性及抗氧化性,并有很高的热疲劳抗力。以往利用木模及手工粘土砂铸造篦条表面质量差,尺寸精度低,并且易断裂,造成篦条成品率低,制模复杂造成生产周期较长,影响烧结机正常的备件供给。为保证烧结机的正常运行,进行了高铬篦条铸造工艺改进,使篦条综合性能得到很大提高,满足了烧结生产需要。
2 烧结机高铬篦条铸造工艺改进
篦条结构简单且易损耗,导致需求量较大,利用木模制作成型率低、生产周期长、成品缺陷多,尺寸误差大,影响安装精度,因此采用成批量制作消失模代替木模,造型后无需起模,浇注时铁水使其边熔化边充满型腔,所生产的铸件尺寸精度高、表面平整且生产效率较高,因此适合篦条的批量生产。篦条简图见图1。
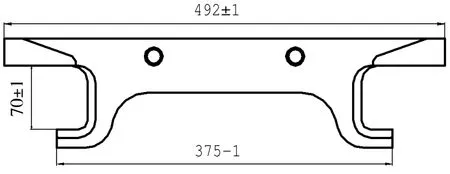
图1 篦条简图
2.1 白模尺寸控制
高铬铸铁篦条的线收缩较大,一般在1.5%~ 2%,所以在白模制作时工艺收缩量依据篦条结构特点,并在生产实践过程中不断调整,最终长度方向收缩量定为2%,宽度方向及高度方向收缩量定为1.5%。
2.2 涂料的作用及涂刷方案
消失模涂料主要保证白模的强度和刚度,并具有高温透气性,既阻止金属液渗透到砂子中确保铸件表面光洁,也能防止白模热解产生气孔。此次生产实践通过把自制涂料与几种外购涂料对比,最终确定了选用适合铸造高铬篦条的消失模专用耐火涂料,采用浸涂的涂刷工艺,涂层均匀,涂层厚度1~2 mm,采用蒸汽烘干方式,时间为4~6 h。
2.3 造型
2.3.1 浇注系统的设计
篦条是薄板类铸件,容易产生侧弯,所以浇注时白模放置采用工作面水平放置,浇注系统采用树枝状串浇工艺,每箱2个外浇口,3~4层横浇口,浇注系统示意图见图2。

图2 浇注系统示意图
2.3.2 装箱及振实
消失模铸造尽量采用真空浇注,在一定范围的负压下,型砂具有一定的强度承受金属液的冲击和静压力,能加快排气速度和排气量,使铁水前沿与模样的接触界面气压不断降低,推进铁水前沿的充型速度,加快汽化速度,增强铁水的流动性与成型性,使铸件轮廓尺寸更清晰。
用消失模铸造篦条在造型时应充分考虑铸型的密封性。根据篦条尺寸大小情况及浇注系统的选定,砂箱四周与模样间的吃砂厚度为80~100 mm左右,砂箱底面与模样间的吃砂厚度为150~200 mm,顶部与模样间吃砂厚度为75~150 mm,篦条与篦条间距为20 mm,因此采用轮廓尺寸为1 350 mm×1 350 mm×1 200 mm,并且内腔四周带有透气网的负压专用砂箱,见图3。每箱放篦条消失模75~ 100件,造型时分3~4层。型砂采用20~40目天然砂,从砂箱上部敞开位置装入底砂,振实后刮平,逐层放入与横浇道、直浇道连接在一起的的白模,加砂后振实并在最后一层白模的上面覆盖约100 mm的型砂,然后用塑料密封,并将浇口杯安放好,为防止塑料受到浇注时的铁水飞溅而熔化导致密封不严,塑料上需要再覆盖50~80 mm厚的型砂,现场篦条装箱实物图见图4。

图4 现场篦条装箱实物图
造型完成后,将砂箱从震实台移至浇铸工位,连接好真空管路,启动真空设备,将压力控制在0.04~0.06 MPa,保压2~3 min之后,使密封的砂箱内的砂型达到一定强度后进行浇注。
3 熔炼和浇注
3.1 铬成分的控制
为提高篦条的耐高温性能,需要冶炼铁水时加入一定量的铬合金元素,使篦条在与高温烧结矿接触时表层生成致密的氧化物保护膜。另外,高铬铸铁本身对裂纹有一定的修复能力,减小在高温下因热内应力不均匀产生裂纹的几率。此次生产实践证明,通过多次进行铬成分调整,随着铬含量的增加,金属的抗氧化温度相应提高。但铬含量超过30%时,脆性化合物会增高导致合金熔炼困难,不但加大了生产成本,铸造综合性能反而降低。因此,铬含量控制在25%~27%,此次含量定在26%,根据在炉料中投入旧篦条或废钢的不同,确定高铬篦条铸造配料表,见表1。
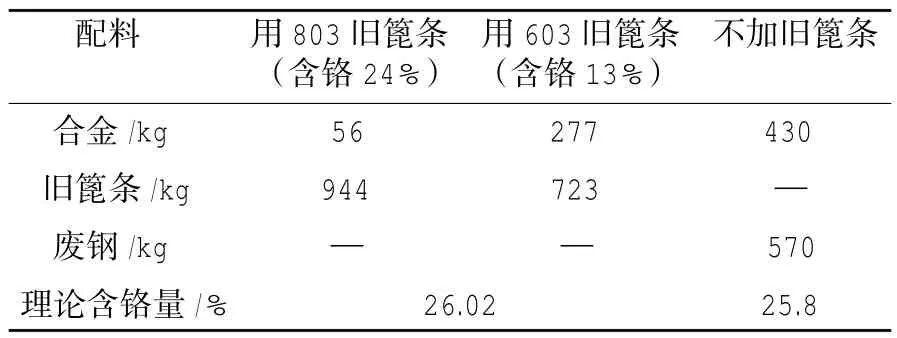
表1 高铬篦条铸造配料表
3.2 熔炼
采用容量为500 kg的中频炉熔炼,按照先投合金,再加废钢(废篦条),最后投回炉料的顺序加料熔炼,在熔炼后期,加入0.2%~0.6%的镍,其固溶于基体,以提高基体组织的高温强度和热疲劳强度。
为提高篦条综合性能,在浇包内冲入具有脱硫去氧及细化晶粒作用的稀土,用来改善夹杂物形态、数量以及分布,通过实践,将稀土加入量控制在0.08%~0.35%范围内最为合理。
3.3 浇注
铁水温度达到1 500℃时,倒入已烘烤的浇包内,镇静铁水,扒去表面浮渣,浇注温度控制在1 450~1 480℃。
两个外浇口分别浇注,浇注时间每个浇口控制在30~60 s,浇注间隔不超过1 min。在浇注初期要求铁水注入量要慢,快浇容易使消失模热溶解产生的气体压力大于铁水流动前沿静压力,造成铁水反喷,观察浇注系统充满铁水后要加快浇注速度,在浇注后期,浇注速度再次放缓,保持铁水平稳上升直至浇杯口充型完毕。
3.4 开箱
浇注7 min左右后将负压关闭,冷却5 min后进行开箱。此时篦条还处于高温状态,减少了表面粘砂缺陷。将开箱后的篦条放在透风空地后自行冷却,这种开箱方式增强了篦条的抗冲击性能。
4 效果
通过对烧结机高铬篦条铸造工艺的改进,表面光洁度及尺寸精度大大提高,降低了因尺寸超差造成的废品率,减少了以往粘砂严重的铸造缺陷,使铸造篦条合格率达98%以上。对改进铸造工艺后的高铬篦条进行了尺寸检验及主要成分测定,不同批次的篦条铸件抽检结果见表2。与传统的篦条铸造工艺相比,产量提高了50%以上,而且篦条表面平整度较高,内部组织致密,性能稳定。经现场使用反馈,由于铸件质量的提高,保证了生产单位设备的正常运转,使用效果良好。

表2 高铬篦条铸造工艺改进后质量指标
5 结束语
高铬铸铁篦条的需求量大,铸件形状简单体积较小,因此利用一箱多件的浇注方式生产效率高,由于占地面积较小,从而生产线布局紧凑,所以不影响其他作业,易形成规模化生产。此次高铬铸铁篦条生产工艺是消失模铸造的简单应用,为不同材质及结构尺寸较复杂铸件采用消失模铸造积累了经验。
[1]邓宏运.消失模铸造及实型铸造技术手册[M].北京:机械工业出版社,2013.
[2] 韩晓峰.铸造生产与工艺工装设计[M].长沙:中南大学出版社,2010.
Production Practice of High Chromium Grate Bar Casting for Sintering Machine
ZHAO Hui-min
(Mechanical Installation and Maintenance Department of Tianjin Tiantie Metallurgy Group,She County, Hebei Province 056404,China)
In order to ensure the normal running of sintering machine,the casting process of high chromium grate bar was improved.By way of reasonably controlling the size of grate bar lost foam,designing casting system and flask and strengthening critical processes such as smelting,pouring and knocking out,the comprehensive properties of grate bar were improved by big margin.The qualification rate of grate bar casting was up to over 98%and production increased by more than 50%.Sintering production could be well met.
sintering machine;high chromium grate bar;casting;pouring system
10.3969/j.issn.1006-110X.2015.06.019
2015-08-15
2015-09-10
赵会敏(1983—),男,本科,工程师,现在天铁集团机械装修部从事机械制造与加工管理工作。
猜你喜欢
山东冶金(2022年3期)2022-07-19
铸造设备与工艺(2022年3期)2022-07-13
中国铸造装备与技术(2022年3期)2022-05-27
睿士(2021年3期)2021-03-24
昆钢科技(2020年5期)2021-01-04
玻璃(2020年2期)2020-12-11
玻璃(2020年2期)2020-12-11
小哥白尼(军事科学)(2020年4期)2020-07-25
电子制作(2019年16期)2019-09-27
金桥(2018年8期)2018-09-28
