
垂直挤压超高压容器筒体的研制
2016-01-12 06:35马荣青许锐冰内蒙古北方重工业集团有限公司内蒙古014033
大型铸锻件 2015年6期
关键词:力学性能
马荣青 许锐冰 白 箴(内蒙古北方重工业集团有限公司,内蒙古014033)
垂直挤压超高压容器筒体的研制
马荣青许锐冰白箴
(内蒙古北方重工业集团有限公司,内蒙古014033)
摘要:通过垂直挤压方式生产超高压容器筒体,可以提高材料利用率和生产效率。关键词:超高压容器筒体;垂直挤压;力学性能
国内外超高压容器筒体通常采用整体锻造方法生产,根据不同规格大小一般采用空心和实心两种锻造方式。空心锻造是首先在钢坯中穿孔,加热后在孔心穿一芯轴,接着在水压机上锻造成所需尺寸的圆筒体,最后再进行机械加工[1]。空心锻造工艺操作难度大,对操作人员的技术水平要求很高,锻造生产效率低。实心锻造是将钢锭先锻造成实心棒材,再采用镗孔的办法加工出孔,这种方式材料利用率低,生产效率低,生产成本高。
热挤压技术就是对放在容器(挤压筒)中的锭坯一端施加压力,使之通过模孔成型,得到模孔形状断面管材的一种压力加工方法。在整个热挤压过程中,具有比轧制更为强烈的三向压应力状态图,金属可以发挥其最大的塑性[2]。金属在挤压过程中经受三向压应力,金相组织更加致密、均匀,细化晶粒,综合力学性能、抗腐蚀性、抗疲劳性能更加优良,特别适用于难成型材料的生产,同时适应于超高压容器产品特点。
五年以来,360 MN黑色金属垂直挤压设备已经成功应用于高强度合金钢、高温合金、钛合金、不锈钢、有色合金等厚壁无缝管的生产,积累了丰富的经验。超高压容器产品也是我们集团公司的主要民品之一,已经有近三十年的生产经验,产品主要包括人造石英晶体高压釜、超高压试验装置及超高压钢管等,同时也具备生产超高压食品处理容器的能力。其中高压釜产品市场占有率大,用户认知度高,是代表产品之一。
依托挤压技术优势和生产厚壁无缝管的成功经验,结合超高压容器产品特点,创新地提出了用挤压方式生产超高压容器筒体的课题,经过工艺研究、生产试制,成功地试制出垂直挤压超高压容器筒体。垂直挤压方式生产超高压容器筒体在国内尚属首创,与锻造方式相比,不仅能显著提高生产效率,更为显著的优点是提高了材料利用率,降低了生产成本,以其产品组织致密、均匀、晶粒细小的特点,提升产品技术含量和市场竞争力。
1 研制技术要求
筒体钢的化学成分要求见表1。常温力学性能要求见表2。高温力学性能要求见表3。金相检验要求见表4。各项检测应符合Q/CNG15—2006《人造石英晶体高压釜》及TSG R0002—2005《超高压容器安全技术监察规程》的要求。
2 研制过程
2.1工艺流程
筒体的制造工艺流程为:电炉冶炼( EF)→精炼( LF + VD)→电渣重熔→钢锭加热→表面预处

表1 筒体钢化学成分要求(质量分数,%)Table 1 Requirements of chemical composition for vessel shell ( mass fraction,%)

表2 筒体钢常温力学性能要求Table 2 Requirements of mechanical property for vessel shell at room temperature

表3 筒体钢高温力学性能Table 3 Mechanical properties of vessel shell at high temperature

表4 筒体钢金相检验要求Table 4 Requirements of metallographic examination for vessel shell
理→制坯→退火→粗加工→加热→表面预处理→挤压→退火→校正→粗加工→磁粉检测→性能热处理→超声检测→理化检测→半精加工→超声检测→验收。
2.2研制规格
选用具有代表性的高压釜筒体进行试制,试制筒体粗加成品规格:外径542 mm,内径300 mm,长度6 000 mm。
2.3冶炼
按照挤压试制筒体所需钢锭规格尺寸以及Q/CNG15—2006《人造石英晶体高压釜》对材料化学成分的要求,制定了合理的钢锭冶炼、炉外精炼、电渣重熔工艺,提高钢的纯净度,减少钢中非金属夹杂物,并严格控制了钢中S、P、As、Sn、Sb、Bi等有害元素的含量。
2.4挤压
具体确定挤压工艺参数时,既要考虑挤压产品所需达到的力学性能,还要注意挤压工艺流程中各工序所起的作用和相互之间的影响因素。为此,合理地确定挤压比,严格控制挤压温度和挤压速度。其主要目的是尽可能少地产生变形热使筒体毛坯挤后温度过高影响钢的晶粒度组织。
挤压前的表面预处理非常重要,应给予足够的重视。要将加热的制坯表面上的氧化皮清理干净,随后均匀地喷涂玻璃润滑剂。整个预处理过程应紧凑,在最短的时间内处理完,以免得产生过多的温降。
2.5热处理
为保证筒体管坯所需的力学性能及金相组织要求,筒体管坯热处理采用了高温正火+淬火+回火工艺。运用深冷淬火工艺提高淬火效果,改善淬火组织,增加淬透能力,并限制最低回火温度,保持钢具有足够的强韧性。热处理设备采用井式淬火炉,垂直吊挂,既保证了管坯受热均匀、全长性能一致,又避免了管坯的变形。
3 研制结果
在挤压筒体两端壁厚1/2处取样按试验方法进行了各项性能检测,其结果均符合技术要求。将检测结果与锻造筒体进行了对比分析。化学成分检测结果见表5。常温力学性能检测结果见表6。高温力学性能检测结果见表7。金相检测结果见表8。

表5 筒体化学成分检测结果(质量分数,%)Table 5 Tested results of chemical composition for vessel shell ( mass fraction,%)
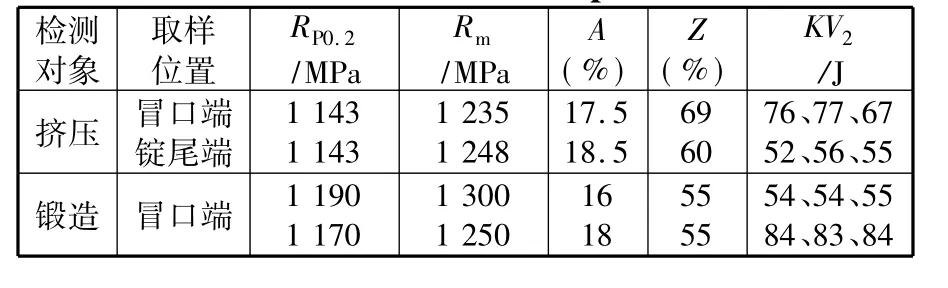
表6 筒体常温力学性能检测结果Table 6 Tested results of mechanical property for vessel shell at room temperature

表7 挤压筒体高温力学性能试验结果Table 7 Tested results of mechanical property for vessel shell at high temperature

表8 金相检测结果Table 8 Tested results of metallographic examination

图1 挤压筒体晶粒度( 500×)Figure 1 Grain size of vessel shell( 500×)
可以看出,筒体的实际化学成分不仅满足技术要求,而且P、S等杂质元素得到了有效控制。常温力学性能不仅满足技术要求,而且筒体两端拉伸性能几乎没有差别,表明整支筒体拉伸性能的均匀性好。冲击值在筒体两端截面上的差别不大,筒体的力学性能显示出良好的均匀性。高温力学性能、金相检验、超声检测结果均满足技术要求,硬度较均匀。
挤压时筒体坯料在三向压应力状态下变形更均匀,保证了厚壁超高压筒体产品获得较高的晶粒度( 8.0级),见图1。
将试制挤压高压釜筒体与锻造方式制造的筒体进行成本对比分析,分析表明:前者的材料利用率比后者提高约12%,大大节约了产品原材料成本。
4 结论
通过垂直挤压方式生产的超高压容器筒体,各项性能检测结果全部满足要求。而且与传统锻造方式相比,挤压得到的超高压容器筒体的整体力学性能均匀,晶粒均匀细小。同时还能显著提高生产效率,更为显著的优点是提高了材料利用率,从而能降低生产成本,提升产品技术含量和市场竞争力。
参考文献
[1]邵国华,魏兆灿,等.超高压容器[M].北京:化学工业出版社,2002,8.
[2]马怀宪.金属塑性加工学[M].北京:冶金工业出版社,1989,2.
编辑杜青泉
Development of Ultra High Pressure Vessel Shell by Vertical Extrusion Method
Ma Rongqing,Xu Ruibing,Bai Zhen
Abstract:By means of vertical extrusion,the ultra high pressure vessel shell has been manufactured,so as to improve the material utilization and the production efficiency.
Key words:ultra high pressure vessel shell; vertical extrusion; mechanical property
收稿日期:2015—04—23
文献标志码:B
中图分类号:TH49
猜你喜欢
材料与冶金学报(2022年2期)2022-08-10
工程与建设(2019年1期)2019-09-03
山东冶金(2019年3期)2019-07-10
中国铸造装备与技术(2017年3期)2017-06-21
中国塑料(2016年6期)2016-06-27
中国塑料(2016年6期)2016-06-27
西安工程大学学报(2016年2期)2016-06-05
中国塑料(2016年1期)2016-05-17
中国塑料(2015年12期)2015-10-16
中国塑料(2015年9期)2015-10-14
