
静液挤压及普通挤压过程数值模拟对比研究(上)
2016-06-21 15:05张润辉杜晟强昝祥合肥工业大学材料科学与工程学院
锻造与冲压 2016年7期
文/张润辉,杜晟强,昝祥·合肥工业大学材料科学与工程学院
静液挤压及普通挤压过程数值模拟对比研究(上)
文/张润辉,杜晟强,昝祥·合肥工业大学材料科学与工程学院
本文基于大变形弹塑性有限元法,采用ANSYS/LS-DYNA软件对T42态2024铝合金普通挤压及静液挤压成形过程进行数值模拟研究,得到不同模角及挤压比对两种不同变形工艺下应力、应变分布和挤压压力的影响规律。模拟结果表明,静液挤压工艺因坯料与模具之间的摩擦因数的显著降低而有助于降低挤压压力及减少裂纹,最佳模角下所需挤压压力和裂纹产生概率最低。
随着科技不断发展,为满足人们对优异性能材料的需求,越来越多的新工艺被不断开发及广泛应用起来。静液挤压工艺由英国人Robertson首先提出,其原理是利用高压液体介质使金属坯料不与挤压筒内表面直接接触,并通过高压介质来传递压力,使坯料处于极高的三向静水压应力状态,从而实现工件被挤压变形的新工艺。许多研究表明,静液挤压工艺是提高材料性能的有效途径,本文通过对钨合金及铜-铌复合材料建立合理有限元模型,分析了静液挤压过程不同工艺参数对坯料变形的影响。
本文采用ANSYS/LS-DYNA软件,通过建立合理的有限元模型,对不同挤压参数下(挤压比、凹模模角)2024铝合金静液挤压及普通挤压过程进行数值模拟,得到不同挤压参数对应力应变分布及挤压压力的影响规律。
两种不同挤压工艺数值模拟过程
图1 为静液挤压与普通挤压工艺原理示意对比图,从图1可看出静液挤压工艺与普通常见的柱塞挤压方法不同,由于坯料和挤压筒、挤压轴之间均充满着高压介质,挤压轴上的压力通过高压介质传递给坯料完成挤压过程,从而获得性能优异的材料。静液挤压与普通挤压相比最大的优点在于坯料与挤压筒之间存在高压润滑介质使得模具与坯料之间的摩擦力大大减少,从而显著减少坯料挤压力,提高变形均匀程度,同时该工艺也十分适合难变形材料的塑性成形。
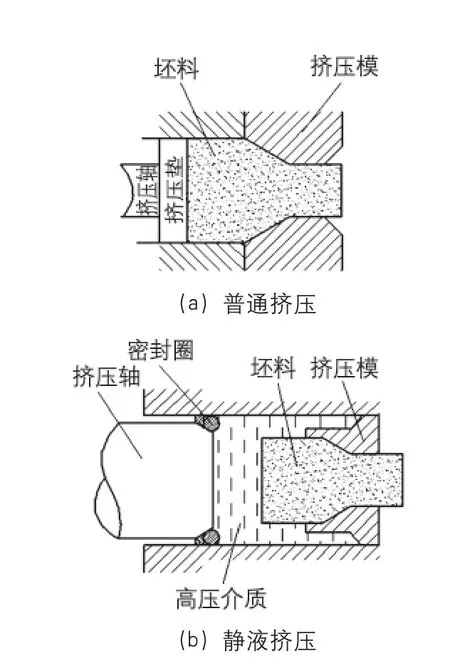
图1 不同挤压工艺原理图
挤压参数选取
两种挤压工艺均选取T42状态2024铝合金作为原始坯料,材料在室温下物理参数取杨氏模量E=71.7GPa,泊松比ν=0.3,屈服强度σ=315MPa。
由于静液挤压过程中坯料与筒壁不直接接触,坯料所受摩擦几乎为0,且在高压介质的动力润滑作用下,坯料与凹模之间的摩擦因数要比普通挤压过程小得多,因而可将静液挤压模拟过程中坯料与筒壁、凹模间摩擦因数分别定为μ筒壁=0和μ凹模=0.05;普通挤压模拟过程中坯料与筒壁、凹模的摩擦因数分别定为μ筒壁=0.2和μ凹模=0.1。
几何模型建立
挤压模型中坯料和模具的几何形状、物理性质、载荷条件及约束条件都是轴对称的,因而其应力、应变和位移等也是轴对称的,可将模拟问题简化为平面问题来处理,以节省运算时间。根据不同凹模角度(2α=20°,40°,60°)、挤压比(λ=4,6,9,λ= D2/d2, D为坯料直径,d为挤压制品直径)分别建立不同挤压工艺下的两组模型。坯料运动时,与模具接触面的部分满足库伦摩擦定律,设置摩擦因数为常数并采用轴对称变形方式的八节点四边形单元划分,静液挤压坯料网格划分、受力情况及边界情况如图2所示,坯料末端形状与凹模锥角吻合。

图2 静液挤压有限元模型
结果及分析
凹模角度对静液挤压和普通挤压应力应变场影响
当挤压比(λ=4)及摩擦因数(μ筒壁=0,μ凹模=0.05)不变时,对不同模角(2α=20°,40°,60°)下静液挤压过程进行数值模拟,得出挤压过程中应力应变影响规律如图3所示。从图3可以看出,三种不同模角情况下,轴向应力、径向应力、周向应力均从凹模入口处负值转变为出口处正值,这是因为静液挤压过程中凹模与坯料之间的摩擦力作用使得金属流动不均匀,在金属外层产生了不利于塑性变形的附加拉应力,在拉应力值增大到一定数值时压应力逐渐转变为拉应力。
从图3轴向应力图中可看出,最大拉应力均出现在坯料出口外表面处且该拉应力区随着模角的增大呈现出先减小后增大的趋势。当模角2α=20°时,由于模角较小,压应力梯度变化较为均匀,压应力值也较小,而拉应力区较大,易滋生裂纹;当模角2α=60°时,制品表面拉应力区同样较大且凹模拐角处入口压应力变化较为剧烈;当模角2α=40°时拉应力区最小,此时表面不易产生裂纹。从径向应力图中可看出,压应力梯度随着模角增大逐渐变大,坯料在出口端面处均出现拉应力区,同样在模角2α=40°时拉应力区较小,可知40°为此工艺参数下最佳模角。从周向应力图中可看出,坯料出口端面出现拉应力区,与径向应力分布情况较为相似。从等效应变图中可看出,等效应变梯度变化随着模角增大而增大,且在凹模入口、出口处梯度变化更为明显。

图3 不同模角对静液挤压过程应力应变影响
当挤压比(λ =4)及摩擦因数(μ筒壁=0.2,μ凹模=0.1)不变时,对不同模角(2α=20°,40°,60°)下普通挤压过程进行数值模拟,得出挤压过程中应力应变影响规律如图4所示。由图4可知,与静液挤压应力状态相似,坯料从凹模入口到出口处所受三向应力均从压应力逐渐变为拉应力,三向应力在模角2α=20°时,凹模入口区域梯度变化最为均匀,随着模角增大梯度变化也增大。由轴向、径向、周向应力图可看出,模角2α=20°、40°时拉应力区域大小相差不大,而模角2α=60°时,出口端面拉应力区变大,尤其是在周向应力图中表现出较为明显的增大现象,由此可知模角较大会促使普通挤压制品表面滋生裂纹。此外,等效应变梯度变化也随着模角增大而增大。
由图3、图4对比可看出,由于普通挤压过程筒壁与坯料之间摩擦力较大,导致坯料与筒壁接触部分的等效应变梯度变化及坯料出口处拉应力分布区域均明显大于静液挤压过程。此外,普通挤压过程中压应力值明显提高必会导致应力在坯料出口处沿半径方向分布不均匀,最终将会在卸载后转变为残余应力存在在制品中。由此可知,静液挤压过程摩擦力显著降低有助于提高挤压过程稳定性,降低表面裂纹产生的概率。
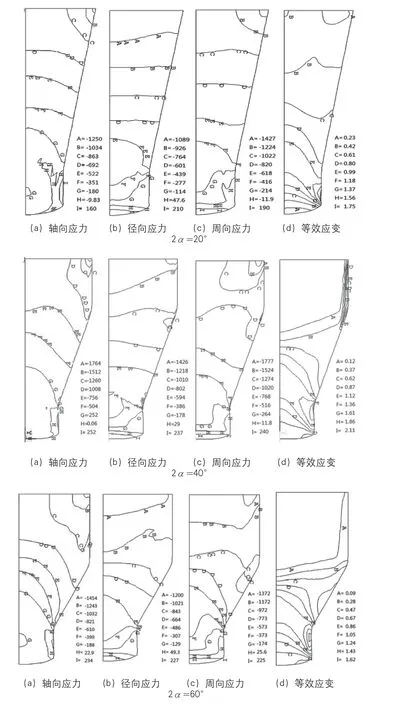
图4 不同模角对普通挤压过程应力应变影响
《静液挤压及普通挤压过程数值模拟对比研究(下)》见2016年第9期
猜你喜欢
云南冶金(2022年2期)2022-07-26
轴承(2022年5期)2022-06-08
模具制造(2022年2期)2022-03-25
河南工学院学报(2021年3期)2021-09-27
建筑机械化(2020年6期)2020-07-30
价值工程(2019年21期)2019-09-08
文化交流(2019年3期)2019-03-18
设备管理与维修(2019年1期)2019-02-22
科技与创新(2018年23期)2018-12-18
制造技术与机床(2018年11期)2018-11-23
