
延长底吹炉氧枪区使用寿命的生产实践
2017-05-12 07:51张江龙
中国有色冶金 2017年2期
张江龙
(北方铜业垣曲冶炼厂, 山西 垣曲 043700)
延长底吹炉氧枪区使用寿命的生产实践
张江龙
(北方铜业垣曲冶炼厂, 山西 垣曲 043700)
从炉体设计、耐火材料选择、砌筑、烘炉以及工艺控制等方面加强氧枪区的维护,从而有效延长底吹炉氧枪区的使用寿命。
底吹炉; 氧枪区; 使用寿命; 耐火材料; 冰铜; 炉衬; 炉渣
0 引言
富氧底吹熔炼近几年已发展成为铜火法冶炼成熟工艺,该工艺占地少,投资省,工艺规模可选性范围宽,被越来越多的厂家采用。底吹炉的氧枪区作为熔炼过程中损耗最快和最关键的部位,其使用寿命决定了底吹炉的大修周期,多数厂家都是一年左右进行大修。有效地延长底吹炉的生产周期,获得更合理的大修周期,进而与后序的回转式阳极炉维修周期相匹配,对各个厂家具有现实的意义。
1 底吹炉熔炼原理
富氧底吹熔炼炉是一座可以转动的卧式圆筒形炉子,熔池下部的氧枪将富氧空气吹入熔池,使熔池处于强烈的搅拌状态。炉料从炉子加料口加入到熔池表面,被迅速卷入搅拌的熔料中,气、液、固三相发生反应,连续不断地生成铜锍、炉渣和烟气。铜锍由放铜口放出送吹炼,炉渣由放渣口排出,烟气由上部的排烟口排出,进入余热锅炉冷却除尘后送制酸系统。
2 氧枪布置及炉体直径
目前国内底吹炉炼铜厂家氧枪设置的角度有0°、7°、15°和22°四种,同时有单排氧枪和双排氧枪两种布置形式。
采用单排氧枪布置时,小角度比大角度对氧枪区的冲刷力度小。如果采用7°和22°角的双排氧枪布置,两种角度氧枪喷射出的富氧空气所带动的熔体,部分产生碰撞而相互抵消一部分力[1],同时使波动叠加,炉内搅拌更均匀,减弱了单排氧枪喷吹形成的回流对氧枪区产生的冲刷,有利于保护氧枪区炉衬。
枪距对氧枪区炉衬的使用寿命也有影响,枪距过小,两枪间的炉衬损耗加剧。根据冷态实验给出的回归方程,有效搅拌直径Deff/W随修正的弗劳德准数Fr′、液位深度H及氧枪直径的增加而增大,随炉子内径Db、氧枪间距W的增加而减小。为了消除熔池底部的死区和氧气的吸收,试验者认为Deff/W=1.2~1.5 m为合理间距[2]。
从实际生产使用效果看,使用双排氧枪布置,在满足炉体长径比的前提下,底吹炉的炉体直径越大,氧枪喷射搅动熔体对氧枪区的冲刷就越小,因此, 宜选择大直径的炉体。
3 耐火材料选择与砌筑
为了延长氧枪区的使用周期,建议使用奥镁公司的奥镁砖及配套耐火泥浆,至少应当保证氧枪砖为奥镁砖,原因是目前奥镁公司的氧枪砖仍具有无可替代性,虽然也有一些厂家推出了氧枪砖,但生产实践中并未获得理想的使用效果。
目前多数厂家氧枪区砖的长度为380 mm,个别厂家使用长度460 mm的砖型,以增加氧枪区砖长,延长其使用寿命。
底吹炉如果整体砌筑,应严格按施工图纸要求,保证砌筑质量;若是小面积局部挖补,考虑到新旧砖的膨胀系数不同,应适当增加膨胀缝;砌筑中尽量减小新旧砖之间的高差,建议最大不超过40 mm,可用切短新砖的方法呈阶梯过渡砌筑,使用砖长度均为380 mm,旧砖长度亦不宜小于300 mm,否则应扩大挖补面积,确保氧枪区包括渣线以下部分的砖长满足长周期使用要求。
4 烘炉
要保证底吹炉使用寿命,烘炉是重要的一环。一般耐火材料生产厂家都会提供所生产的耐火砖的升降温曲线图,因此应严格按此图进行控制。烘炉升温中最重要的是800 ℃的恒温控制24 h,使耐火材料的热震稳定性好,从而达到理想的使用效果。垣曲冶炼厂生产中曾对氧枪砖进行过局部更换,由于未进行烘烤,投入使用9 d后枪砖头部开始成片状脱落。砌筑时砖长310 mm,周边区域厚度为240 mm,仅使用了3个月就已损耗到100 mm,具体变化如图1所示(图中测量数据受“蘑茹头”影响有差异),而同期的其它氧枪砖正常损耗为30~35 mm,可见,从某种意义上讲,烘炉质量直接决定着氧枪区的使用寿命。
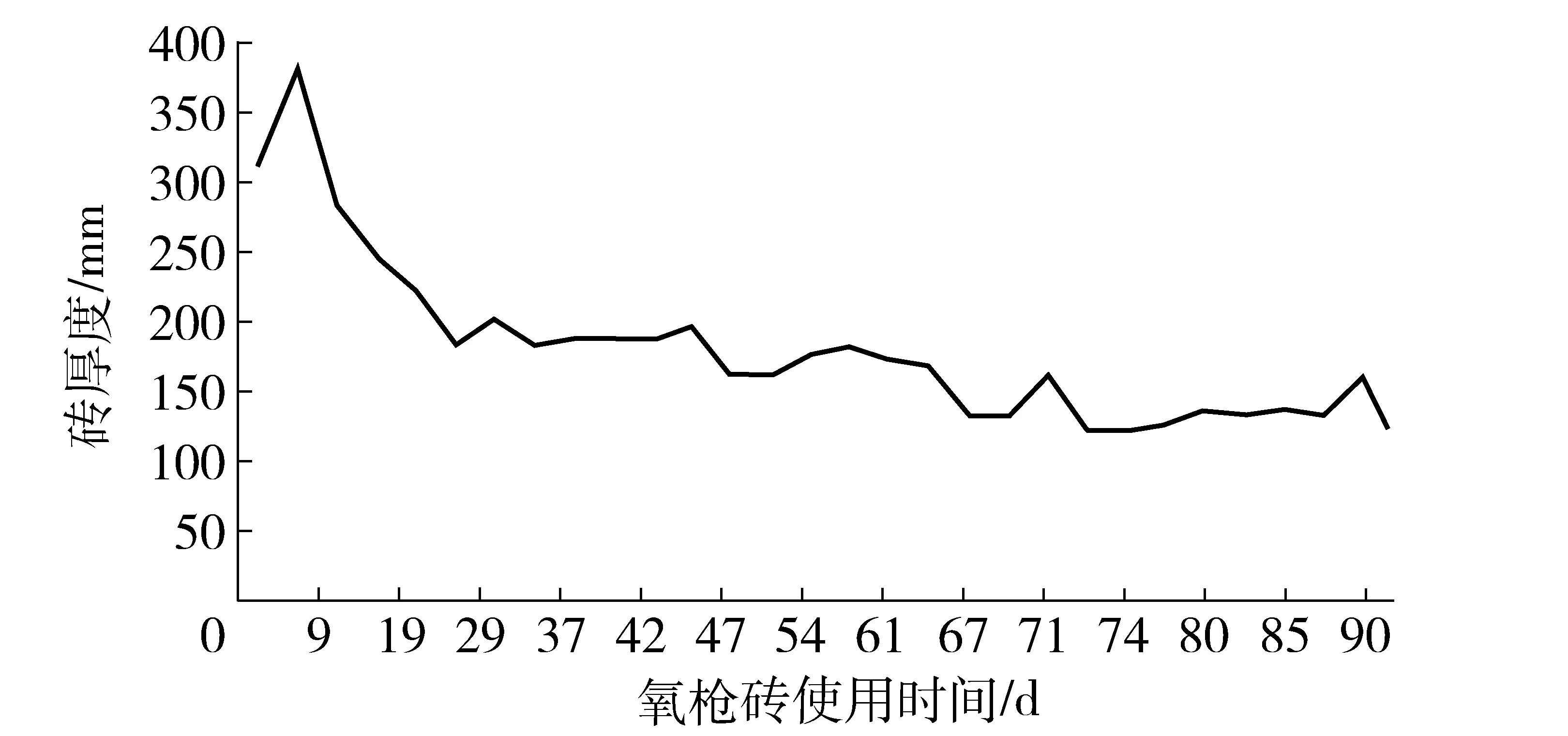
图1 某氧枪砖厚度测量记录
5 生产操作
5.1 氧浓的控制
底吹炉的富氧浓度一般约70%,若吹炼高品位冰铜,氧浓可控制在72%~73%,但不宜超过75%。
合适的富氧浓度,有利于在氧枪头部形成 “蘑茹头”,从而达到保护氧枪及枪砖的效果。若氧浓过高,产生的“蘑茹头”会全部烧掉,进而烧损氧枪及枪砖。氧浓过低,会造成“蘑茹头”疯长,较长的“蘑茹头”随着熔体的搅动而出现转弯现象,直接喷吹在氧枪区炉衬上,造成炉衬的损坏。
5.2 氧压和风压的控制
底吹炉正常生产中,氧压和风压均适宜保持在5~5.5 MPa。压力过低,虽可减弱对氧枪区的影响,但炉子的安全性能差;压力过高,达到7 MPa以上,导致炉内熔体翻滚剧烈,加速对氧枪区炉衬的冲刷,缩短氧枪区使用寿命,同时也会加速渣线部位炉砖的损耗。
5.3 冰铜品位的控制
生产70%~73%高品位冰铜的底吹炉,在控制中会由于其它因素导致品位失控,产出75%~83%的高品位,冰铜品位超过75%或者冰铜中的铁含量低于3%,底吹炉内的熔炼会有部分转化为冰铜吹炼,这种状态下氧枪极易被铜液滴堵塞,导致进风进氧极差,造成氧枪被烧损,进而烧损枪砖。
5.4 炉温和渣型的控制
炉温控制是底吹炉生产控制中的关键。从操作上看,只要能满足正常排渣作业,渣含铜在可控范围内,炉温越低越好。建议控制渣温不超过1 180 ℃,在较低的操作温度下,有利于维持氧枪区炉砖的体积稳定性。
底吹炉炉渣选用的是FeO—SiO2二元系渣[3],主要考虑炉渣的酸碱度。由于氧枪区炉砖为铬镁砖,主要由Cr2O3和MgO组成,呈一定的碱性,因此宜造中性渣或碱性炉渣。生产中FeO/SiO2可控制在1.7~2.0之间,让生成的磁性铁很好的挂在炉衬上,从而达到保护氧枪区的作用。
以上两项措施,可有效减小炉渣对氧枪区炉衬的化学侵蚀。生产中也应用红外测温枪对每支氧枪对应在炉壳上关键部位的温度进行定期测量记录,加强预防。在高温的夏季,用大功率轴流风扇对氧枪区外部炉壳强制降温,可延缓氧枪区炉衬损耗。
5.5 炉子转动频次的选择
为了有效提高底吹炉利用率,各生产厂家都尽量减少炉子转动次数。由于底吹炉的氧枪支管测量流量装置多为转子流量计,计量精度不高,因此在保证空气流量的前提下,即使氧浓正常,建议最长不超过一周转一次炉,全面检查各氧枪情况和氧枪区炉衬情况。
5.6 氧枪的检查与更换
底吹炉转出检查时,应检查“蘑茹头”和氧枪烧损情况,若“蘑茹头”不规则,一般情况为枪皮过短造成,应将整个氧枪向炉内适当打入,使氧枪在炉内露出约1 cm,保证不烧炉砖,延长氧枪区使用寿命。若氧枪头部烧损严重,可用切割机将头部切平,若氧枪不能满足使用要求,则进行更换。
更换氧枪时,先通空气冷却,使枪皮与炉砖因温差而易于分离,再用工具将枪皮打掉,若枪皮难打,可用烧氧的方式将其烧掉,再清理炉砖上的挂渣。不要强力击打,以防损坏枪砖头部。
即使在氧枪正常的情况下,也要定期将整个氧枪向炉内适当打入,这是日常维护氧枪区的有效手段,可充分利用“蘑茹头”和枪头作为保护氧枪砖的首道“屏障”。
6 其它情况
6.1 故障停炉或小修
生产中由于故障或小修造成的停炉,如果时间长,为防止氧枪区温差变化大,造成枪砖的内应力过大炉砖自然断裂,炉内砖体温度应不低于800 ℃。一般炉子转出超过4 h以上,就应当开启烧嘴进行保温作业。
6.2 热换氧枪砖
生产中若某支氧枪砖烧损严重,如果不影响生产,建议封枪;若仅是氧枪砖烧损,周边炉衬还较厚,至少超过氧枪砖长一半以上,可以考虑热态下更换氧枪砖。更换时要将氧枪砖外侧的填料捣打好,以防新砖热腹胀后开缝而造成漏铜。
6.3 封堵氧枪的条件
将氧枪区所砌炉砖充分利用,是各厂家关心的问题。垣曲冶炼厂底吹炉的规格为Φ4.8 m×20 m,在控制冰铜品位58%~62%、冰铜温度1 135~1 150 ℃、炉渣温度1 180±20 ℃的条件下,10#氧枪砖在70 mm厚度的情况下20 d烧漏。考虑到测量误差和冰铜品位的影响,作者认为氧枪区炉砖可用到厚度100 mm。2016年本厂在高品位冰铜条件下将氧枪砖用到100 mm封枪未发生问题。
7 结语
通过炉体设计改进,加强工艺控制,完善相关的操作,消除使铬镁砖损坏的热应力、机械力和化学侵蚀的因素[4],可有效延长底吹炉氧枪区的使用寿命,将大修周期延长到18个月甚至更长。
[1] 陈全坤. 延长底吹炉炉衬寿命的初步讨论[A].云南省有色金属学会第七届冶炼技术论文发布会论文集[C],2015:719-724.
[2] 崔志祥. 富氧底吹熔池炼铜新工艺[J].有色金属(冶炼部分),2010,(3):17-20.
[3] 黄兴无. 有色冶金原理[M].北京:冶金工业出版社,1993.10.
[4] 万学武. 延长炼铜转炉寿命的实践[J].中国有色冶金,2013,42(4):27-28.
Production practice to extend oxygen lance zone service life for the bottom-blowing furnace
ZHANG Jiang-long
The paper introduces the extension of the oxygen lance zone service life by enhancing maintenance of the zone from perspectives of furnace body design, refractory selection, furnace construction, furnace heating-up and process control.
bottom-blowing furnace; oxygen lance zone; service life; refractory; copper matte; furnace lining; furnace slag
张江龙(1974—), 男, 山西阳城人, 本科学历, 冶炼工程师。
2016-- 07-- 22
TF811
B
1672-- 6103(2017)02-- 0011-- 03
猜你喜欢
时代汽车(2022年16期)2022-08-09
山东冶金(2022年2期)2022-08-08
华北理工大学学报(自然科学版)(2022年3期)2022-05-11
天津冶金(2021年6期)2021-12-22
鞍钢技术(2021年6期)2021-12-10
中国金属通报(2021年5期)2021-05-21
玻璃(2020年2期)2020-12-11
Plasma Science and Technology(2020年11期)2020-11-10
矿产综合利用(2020年1期)2020-07-24
山东工业技术(2016年15期)2016-12-01
