
短沟距双沟道轴承心轴加工方法
2017-06-23 08:50邹友民
纺织器材 2017年3期
邹友民
(衡阳纺织机械有限公司,湖南 衡阳 421007)
短沟距双沟道轴承心轴加工方法
邹友民
(衡阳纺织机械有限公司,湖南 衡阳 421007)
为了提高短沟距双沟道轴承心轴的加工精度及生产效率,介绍该心轴的初始加工方案,分析其沟道加工难点以及传统单沟道翻转磨削方法加工精度差、报废率高、磨削效率低、产品装配困难等缺陷,提出短沟距双沟道轴承心轴改进加工方案及其工艺流程、尺寸控制标准。指出:改进方案通过两根心轴组合交错磨4沟道工艺,有效提高了零件的加工精度和磨削效率,满足大批量生产要求。
短沟距;单沟道翻转磨削;双沟道轴承;心轴;交错磨;加工精度
我公司主打产品HQF系列转杯轴承、HQ系列分梳辊轴承、DZLL系列锭子罗拉轴承和HQY系列压轮轴承,均采用双沟道双列滚珠设计,具有结构简单、运转平稳、承载力大、使用寿命长、易维护等优点,深受用户认可。这类双沟道轴承主要由心轴、外圈、滚珠、保持架及密封结构等组成。双沟道锭子罗拉轴承结构见图1。
双沟道轴承心轴两沟道的直径差、相互径向跳动、两沟道平行差、心轴与外圈的沟距差是影响轴承精度、安装、承载能力和使用寿命的重要因素,因此,采用全自动心轴双沟道磨床一次成型磨削心轴双沟道。轴承双沟道一次成型磨削是指采用两片砂轮同轴安装,修整器修整砂轮成型后,对工件双沟道同时进行切入磨削。

1—心轴;2—保持架;3—滚珠;4—外圈;5—防尘圈。图1 双沟道锭子罗拉轴承示意
1 短沟距双沟道轴承心轴初始加工方案
由于市场需要,公司研发出多种较短沟距的轴承,图2即锭子罗拉轴承短沟距心轴结构图[1]。其沟距l3受制于全自动心轴双沟道磨床加工沟距的限制,因为修整器在修整砂轮时,受到修整器旋转角度和位置的影响,当心轴沟距太短,会导致修整器修整第一块砂轮旋转时碰伤第二块砂轮,无法正常一次成型磨削双沟道。因此,只能采用传统单沟道翻转磨削的加工方法[2],即先统一磨好一条沟道,调整工件拖板位置后,再统一磨削另一条沟道,但受机床精度、装夹工装精度、机床进给精度等影响,传统单沟道翻转磨削方式很难保证加工精度,导致心轴双沟道沟径差和沟距差很大,报废率很高;同时,该方法磨削效率低,劳动强度高,产品装配困难。
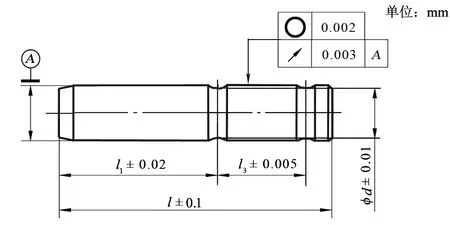
图2 双沟道锭子罗拉轴承短沟距心轴结构
2 短沟距双沟道轴承心轴改进加工方案
通过理论分析与实践相结合,对加工工艺进行创新改进。从落料开始,就将两根心轴组合起来进行加工。两心轴组合毛坯示意如图3所示。心轴毛坯由两根心轴相向连接而成,总长按(2l+1.5) mm控制,其中l代表单根心轴总长,1.5 mm为成品割断时所用砂轮的宽度。
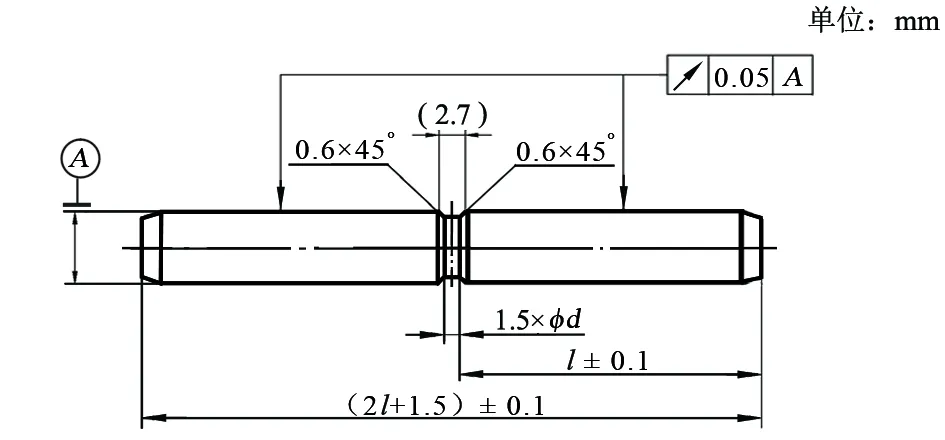
图3 两心轴组合毛坯
改进后加工工艺过程如下:按毛坯图落料→淬火处理→粗磨外圆→磨两端面→精磨外圆→磨a,b两沟道→磨c,d两沟道→割断成两个心轴→超精磨沟道→检验、入库。
笔者在此主要介绍最关键的磨a,b两沟道和磨c,d两沟道这两道工序。两心轴交错磨4沟道加工工艺[3],如图4所示。
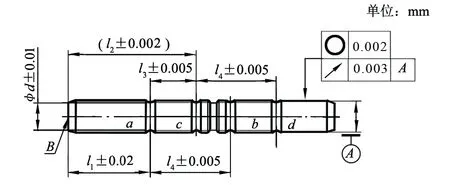
图4 两心轴交错磨四沟道
加工采用全自动心轴双沟道磨床一次成型磨削。利用履式夹具,以组合心轴的外圆A和端面B为基准,按(l1±0.02) mm和(l4±0.005) mm位置尺寸调整机床磨削a,b两沟道,在组合心轴a,b沟道加工完成后,同样以组合心轴的外圆A和端面B为基准(注:基准必须统一[4]),调整工件拖板位置,使a,c间沟距与单根成品心轴沟距(l3±0.005) mm相同,c,d间沟距与a,b间沟距(l4±0.005) mm相同。此外,l2=l1+l3。经过调整加工,a,c间沟距和b,d间沟距都是单根成品心轴沟距(l3±0.005) mm,沟距差很小。只需要控制好机床进给速度和进给量,就可以同时快速磨出沟距差和沟径差均很小的两根心轴(4条沟)。磨沟完毕后,沿图3所示的两心轴组合毛坯示意中(1.5×φd) mm的中槽位置,用锯片砂轮切割一分为二,加工成两根合格的短沟距心轴。
3 结语
通过对短沟距双沟道轴承心轴加工工艺的创新改进,圆满解决了短沟距双沟道轴承心轴传统单沟道翻转磨削方法加工精度差、报废率高、磨削效率低、产品装配困难等缺陷。通过两根心轴组合交错磨4沟道工艺,有效提高了零件的加工精度和磨削效率,满足大批量生产要求;同时为其他类似产品的制造提供了一种可行思路。
[1] 成大先.机械设计手册[M].北京:化学工业出版社,2002.
[2] 姚穆.纺织材料学[M].2版.北京:中国纺织出版社,2004.
[3] 孟少农.机械加工工艺手册[M].北京:机械工业出版社,1992.
[4] 中国机械工程学会,第一机械工业部.机修手册[M].北京:机械工业出版社,1977.
The Processing Method of the Mandrel of Double Raceways Bearing with Short Channel Spacing
ZOU Youmin
(Hengyang Textile Machinery Co.,Ltd.,Hengyang 421007,China)
In order to improve the machining precision and production efficiency of the mandrel of double raceways bearing with short channel spacing.Introduction is made to the initial processing scheme of mandrel,analysis is done to the difficulties of channel processing and the defects of the traditional processing method of single channel roll-over grinding,such as poor machining precision,high scrap rate,low grinding efficiency,product assembly difficulties and such.The improvement of processing scheme,process flow,size control standard is done to the mandrel of double raceways bearing with short channel spacing.It is pointed out that the improvement scheme through two mandrel combination staggered grinding four channel,it can effectively improve the machining precision and grinding efficiency,and meet the requirements of mass production.
short channel spacing;single channel roll-over grinding;double raceways bearing;mandrel;staggered grinding;machining precision
2016-10-06
邹友民(1979—),男,湖南衡阳人,高级工程师,主要负责公司现场生产服务方面的工作。
TS103.8
B
1001-9634(2017)03-0021-02
猜你喜欢
小哥白尼·野生动物画报(2021年6期)2021-07-14
湖北农机化(2020年17期)2020-11-02
数学大王·趣味逻辑(2019年10期)2019-11-06
制造技术与机床(2018年10期)2018-10-13
广州文艺(2017年8期)2017-09-13
临床超声医学杂志(2017年3期)2017-04-08
工业设计(2016年1期)2016-05-04
河北传媒研究(2015年6期)2015-07-12
吉林医学(2013年3期)2013-11-15
断块油气田(2012年6期)2012-03-25
