
压力机上顶料机构
2017-08-11 11:01陈贺静姚宏亮北京机电研究所
锻造与冲压 2017年15期
文/陈贺静,姚宏亮·北京机电研究所
压力机上顶料机构
文/陈贺静,姚宏亮·北京机电研究所
上顶料机构是压力机的辅助装置,其功能是为锻模模腔顶出锻件,所以要求上顶料机构要有足够的顶出力和一定的顶出行程,顶出时机要准确并与滑块回程速度匹配。目前压力机的上顶料机构的结构种类较多,本文将介绍几种不同的上顶料机构并分别阐述其结构和特点。
上顶料机构是压力机的辅助装置,功能是从锻模模腔顶出锻件,所以上顶料机构在设计时应满足以下要求:要有足够的顶出力以克服脱模力,保证将锻件顺利顶出模腔,但不影响锻件形状;应有一定的顶出行程,并且可调,以保证锻件能够被平稳的顶出模腔,一般对于机械式顶料机构,上顶料行程为12%~15%的滑块行程,而对于气动式、液压式顶料机构,行程可以取长些;顶出时机准确并与滑块回程速度匹配,上顶料机构在开模后应立即进行顶料,以免损伤锻件。
目前压力机的上顶料机构的结构很多,主要有氮气弹簧或压缩弹簧结构、液压结构、机械结构等,下面将综合几种结构的上顶料机构在实际中的应用情况对其结构和特点分别加以阐述。
氮气弹簧或压缩弹簧结构
氮气弹簧上顶料结构如图1所示,主要由氮气弹簧、横梁和顶料杆组成。模锻结束滑块回程时,由氮气弹簧驱动横梁,横梁将顶料杆压下从而完成顶件动作。此结构是靠弹簧的预压缩力将锻件顶出模腔,一般没有复位机构,上顶杆常顶出。在锻造作业时,必须依靠工件将顶料杆和顶出机构压缩回去,然后在滑块回程时,弹簧的压缩力释放,顶出工件。其特点是结构简单,且顶出时机准确,但由于弹簧顶出力的限制,在脱模力比较大时顶不动模腔内的工件,造成粘上模,顶出可靠性低;而且弹簧容易失效,影响其使用寿命。

图1 氮气弹簧式上顶料机构
图2是压力机在产品试生产过程中锻出的工件废品。压力机采用的是氮气弹簧上顶料结构,由于顶料杆常顶出,在锻造时,依靠工件的成形力将顶料杆压缩回位,试模时,工件在向上缩口时,由于顶料杆给工件施加了约10t反作用力,影响了工件成形,造成局部镦粗,产生废品。

图2 工件成形失效对比图
液压式结构
在机械压力机上,上顶料机构也经常采用液压缸结构,如图3所示,用液压缸驱动横梁及顶料杆运动。其结构简单,与氮气弹簧结构相比较,顶出工件动作过程相类似,但其顶料杆依靠液压力回缩复位而不是依靠工件成形力,不会给工件施加反作用力。由于压力机结构限制,液压系统压力和顶出油缸内径一般不能做得很大,顶出力也不会很大,如果脱模力过大,会造成工件卡在模腔内。再者,液压油具有可压缩性,在克服脱模力时,不可避免的会有冲击,从而造成上顶料机构顶出工件的不稳定性,因此,液压顶出系统的可靠性较低,而且液压系统还会有泄漏问题,维修不方便。

图3 液压式上顶料机构
另外,液压缸的运动速度一般不超过500mm/s,国内一般控制在300mm/s内,对于滑块回程速度较快的压力机来说,顶杆运动速度会比滑块运动速度慢,从而造成滑块回程时,顶出动作滞后,可能造成工件顶出不稳定。
机械凸轮式结构
图4所示是热模锻压力机上用的一种机械式上顶料机构。这种结构是将导板紧固在连杆上,固定板固定在滑块上,摆动凸轮安装在销轴上,横梁安装在滑块内,导轨在横梁两端,当横梁在滑块内上下运动时起导向作用。弹簧缓冲器使横梁保持在上部位置。当偏心轴转动时,连杆围绕其与滑块的连接销摆动,驱动摆动凸轮围绕销轴摆动,从而推动滚轮并带动横梁和顶料杆上下运动。
当滑块下降时,摆动凸轮绕销轴向左摆动,下滚轮与摆动凸轮接触的部分是凸轮等径圆周面,所以横梁并不改变其位置。滑块回程时,摆动凸轮向右摆动,凸轮的凸出曲面将横梁向下推动,从而完成顶料动作,与此同时,弹簧缓冲器的弹簧被压缩,当滑块到达上死点时,弹簧缓冲器将横梁抬起,使整个机构复位。
该上顶料机构冲击小,顶出工件稳定可靠,但结构较为复杂,且由于凸轮摆动角度仅有约±15°,摆动速度完全靠偏心轴及连杆控制,其顶出行程一般不超过50mm。
机械摆杆式结构
图5为机械摆杆式上顶料机构,由导板、摆杆一、摆杆二、滚轮、横梁、顶料杆、导向柱等主要部件组成,两组对称安装在压力机左右两侧。其中摆杆一通过铰接点①与滑块连接,摆杆二通过铰接点②与横梁连接,导板固定在机身两侧。在滑块回程时,滚轮沿着导板的导向凸轮曲线运动,借助于摆杆一和摆杆二,使横梁压下,实现顶料。为了保证横梁在实际工作中运行平稳,增加导向柱。
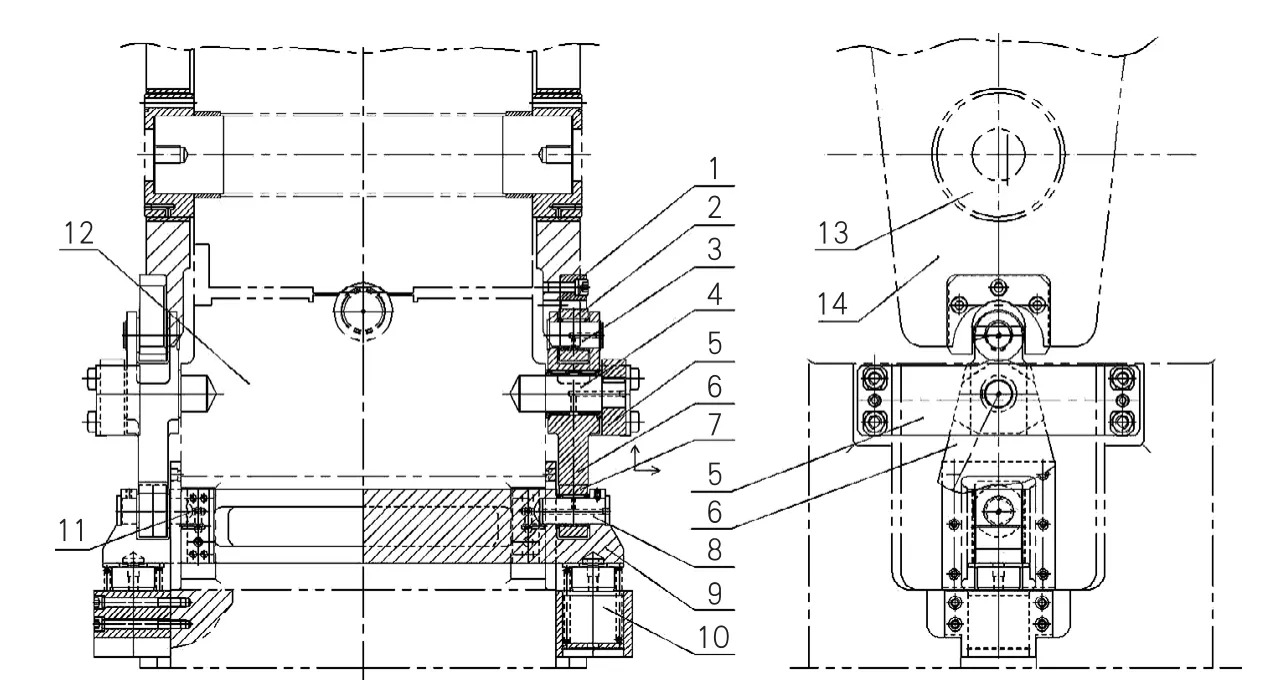
图4 机械凸轮式上顶料机构

图5 机械摆杆式上顶料机构

图6 多连杆式上顶料机构
这种上顶料机构结构简单,可以根据压力机的特点通过改变各摆杆的相对长度和导板的凸轮曲线的形状,经过不断的优化使上顶出机构的运动速度和滑块回程速度匹配,从而保证工件被平稳顶出,不影响工件成形,缺点是拆装不方便。
多连杆式结构
德国舒勒的冷锻压力机上,采用如图6所示的多连杆上顶料机构,即在肘杆上增加一个上连杆,再通过一个三角连杆和下连杆,推动压板从而带动顶料杆运动实现顶料。这是一个比较复杂的8杆机构,三角连杆铰接在滑块上,上连杆通过销轴连接在肘杆上,下连杆与压板相连接,肘杆为原动件。此冷锻压力机采用的是广义肘杆机构,广义肘杆机构具有工作区滑块运动速度低、波动小、回程快、公称力行程大、最大输入扭矩小等特点。为了能够与冷锻压力机的成形特点相匹配,此多连杆上顶料机构根据肘杆的运动曲线,优化多连杆结构各参数,利用多连杆机构放大速度和行程,能够保证顶料杆的运动曲线与滑块的运动曲线完美拟合,满足压力机在成形区滑块运动速度慢且平稳、滑块回程速度较快的特点,从而保证工件被平稳顶出且不影响工件成形。
结束语
上顶料机构是压力机必不可少的辅助装置,它能够扩大压力机的工艺性能,提高锻件的精度,提高模具使用寿命。在锻造机械自动化的时代,锻件顶出的稳定性,是实现自动化锻造的关键要素。综合以上几种上顶料机构的特点,机械式上顶料机构,特别是肘杆结构和多连杆结构,能够更加灵活可靠的满足压力机的成形特点,顶出及时平稳可靠,并且通过修改优化结构参数,可以适用不同的压力机,但是其设计过程较为复杂。在压力机的设计开发过程中,要根据压力机的成形特点、结构要求和工件的锻造工艺,综合经济性,选用平稳、可靠的上顶料机构。
猜你喜欢
石油矿场机械(2022年3期)2022-06-17
装备制造技术(2020年2期)2020-12-14
重型机械(2020年3期)2020-08-24
制造技术与机床(2019年8期)2019-09-03
精密制造与自动化(2018年1期)2018-04-12
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年6期)2018-01-19
汽车实用技术(2017年16期)2017-09-21
制造技术与机床(2017年3期)2017-06-23
锻压装备与制造技术(2016年3期)2016-06-05
