
浅析TRMTRM型辊磨磨辊轴承的润滑
2017-10-16 06:02郑倩
水泥技术 2017年5期
郑倩
浅析TRMTRM型辊磨磨辊轴承的润滑
Analysis of Lubrication of TRM Roller Grinding Roller Bearing
Analysis of
郑倩
磨辊轴承是辊磨的核心部件,磨辊轴承的润滑、密封等是轴承使用和维护的关键。本文主要就磨辊润滑展开论述。
辊磨;轴承;油池润滑;稀油润滑
1 前言
磨辊是辊磨的主要部件之一。TRM型辊磨安装后,辊轴与磨盘水平面的夹角为15°,磨辊与磨盘衬板之间有原始间隙。磨辊主要包括辊套、轮毂、辊轴、轴承、密封架、胀套、润滑油管、轴承密封等。辊套呈圆锥形,轮毂是一个大型铸件,其上的圆锥面和圆柱面支撑着辊套,端部由压圈通过大直径螺栓使辊套与轮毂紧密结合。
轮毂装在辊轴上,二者之间装有两个大型滚动轴承,端部为圆锥滚子轴承,另一个为圆柱滚子轴承。磨辊轴承是保证磨辊正常运转的关键性元件之一。TRM型辊磨采用了国内外著名品牌的轴承,能够保证承受磨辊操作的压力。轴承的寿命是经过计算的,但实际的使用寿命还是会受到磨机的操作方式、润滑效果以及磨机的操作温度等因素的影响,用户应当高度重视磨辊轴承的正确使用和维护。本文针对磨辊轴承的润滑方式做一简要介绍。
2 磨辊轴承润滑
目前TRM型磨辊轴承采用的滚动轴承具有以下特点:
滚动轴承既有滚动摩擦也有滑动摩擦。滑动摩擦是由于滚动轴承在表面曲线上的偏差和负载下变形造成的。随着速度和负荷的增加,滚动轴承的滑动摩擦增大。为了减少摩擦、磨损,降低温升、噪声,防止轴承和部件生锈,采用合理的润滑方式、正确地选用润滑剂以及适宜地控制润滑剂数量对提高轴承寿命非常重要。
在传统的辊磨磨辊轴承润滑中,采用润滑油循环润滑的比较多。但是随着技术的进步,目前在一些小型辊磨中采用油脂润滑或油池润滑的,占有相当大的比例。
润滑的目的是在机械设备摩擦副相对运动的表面间加入润滑剂,以降低摩擦阻力和能量消耗,减少表面磨损,延长使用寿命,保证设备正常运转。润滑的作用主要有降低摩擦、减少磨损、冷却防止胶合以及防止腐蚀。
此外,润滑剂在某些场合可以起阻尼、减振或缓冲作用。润滑剂的流动可将摩擦表面上的污染物、磨屑等冲洗带走,起到清洁作用。有些场合,润滑剂还可起到密封作用,减少冷凝水、灰尘及其他杂质的侵入。
3 润滑方式
3.1 油池润滑原理
中材装备的TRM型小规格辊磨的磨辊轴承采用油池润滑,轴承浸在油池中,磨辊工作时处于倾斜状态(见图1),轴承一侧全部浸入油中。在高温、冲击、重载、低速的应用环境下,轴承的良好润滑条件很难形成,恶劣的粉尘环境及冲击更是恶化了润滑状况,因此选择适量的润滑油和采取正确的润滑方法,对于轴承的稳定运行至关重要。

图1 磨辊油池润滑示意图
3.2 稀油润滑原理
TRM系列中大型辊磨,包括生料磨、水泥矿渣磨、煤磨等的磨辊轴承均采用稀油润滑方式,此方式通过强制润滑对磨辊轴承进行润滑、降温和清洗等。润滑系统装置包括稀油润滑站、润滑管路和磨辊内部润滑油管(见图2)。润滑站采用单泵结构,以保证供油与回油之间的匹配;油泵启动前,先调节好节流阀使之满足油泵润滑需要的油量;供油管路上配置了滤油器、压力表、油冷却器、溢流阀和压力变送器等元件,回油管路上装有油流指示器。
4 润滑油的选择
轴承润滑油具有分离接触表面减少摩擦、散热、防止腐蚀三个主要功能。滚动轴承使用润滑油润滑,润滑油和润滑脂相比,其优点主要有:
(1)在一定的操作规范下,使用润滑油比使用润滑脂润滑的启动力矩和摩擦损失明显要小。
(2)由于润滑油可在循环中带走热量,起到冷却作用,故能使轴承达到相对高的转动速度。
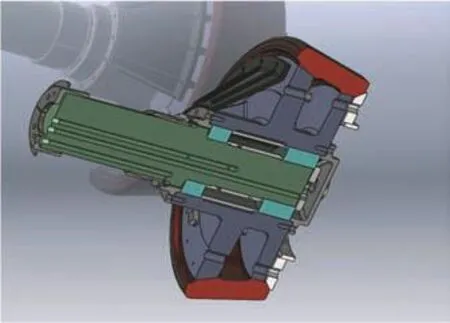
图2 磨辊稀油润滑示意图
(3)使用温度相对较高。
(4)使用润滑脂润滑时,在轴承中润滑脂逐步被产品磨损的产物、磨料、从外经密封装置渗透的和自身老化的产物所污染,如不及时更换,会引起轴承加速磨损。而用润滑油时,可经过过滤而保证轴承正常运转。
4.1 油池润滑油
在润滑油的型号选择上,需要根据磨辊的工作温度和具体工作载荷的大小来选择粘度合适的润滑油。因为磨辊轴承工作时的载荷偏大,所以要选用粘度相对高的润滑油来提高轴承性能,润滑油粘度必须满足100℃下油品粘度>90cSt(ISO VG680合成油),这样的润滑油可以形成足够厚的润滑油膜,可延长轴承的使用寿命。
4.2 稀油润滑油
由于稀油润滑是由磨辊润滑站提供润滑,所以采用VG 460合成油。首次换油时间300~600h,每3 500h检查一次油品质量。必须严格遵照执行已定的润滑剂更换、检查周期。现场调试生产期间必须严格遵照执行已定的润滑剂更换、检查周期。
5 稀油润滑常见问题分析(表1)
稀油润滑常见问题分析见表1。
6 润滑站的维护与保养
(1)对油箱内的油液应经常进行过滤检查,若发现油液不能满足系统工作要求时,应及时更换,每次注油时需通过过滤设备(如滤油小车,过滤设备的滤油精度≮80μm),经空气滤清器注入油箱。
(2)经常检查管接头及螺钉等易损件。结合面处渗漏油时应及时查找原因,更换密封。

表1 稀油润滑常见问题分析
(3)设备大修时,一般情况下不允许拆开泵、阀等主要液压元件。有条件的情况下,可根据情况拆装检查,但组装后一定要上试验台试验,确认满足设计要求后才能使用,否则需更换元件。
(4)油温未达到30℃时,不许启泵。
(5)不准许任意调整电控系统的互锁装置。
(6)各种元件未经主管部门同意,任何人不准私自调节或拆换。
(7)当润滑系统出现故障时,应立即通知维修部门分析原因并排除。
(8)要经常巡检设备上的各种检测仪表,发现异常及时处理。
(9)油箱上的磁棒应1~2个月拆下一次,将表面的脏物除去,擦拭干净后重新装上。
(10)JET泵上部的磁过滤器应1~2个月拆下一次,将表面的脏物除去,擦拭干净后重新装上。
(11)经常注意泵出口的双桶过滤器是否堵塞,如发现堵塞报警,应切换到另一工作桶,将堵塞的一腔打开,清洗滤片和磁性元件。
(12)要求工作4 000h换一次油。
7 结语
轴承的储存不当、磨机过载、粉尘侵入、磨机运行振动过大、密封圈老化等都是影响磨辊轴承寿命的原因。现场维护人员要密切关注磨辊轴承的运行情况,无论采用油池润滑或者稀油润滑,都应定时监控油位、轴承温度等,保证磨机的正常运行。
[1]张一夫,高有良.浅析辊磨磨辊润滑的问题及解决办法[J].现代冶金,2015,(6).
[2]余生.辊磨磨辊润滑常见故障[J].中国水泥,2004,(5).■
TQ172.632.5
A
1001-6171(2017)05-0041-03
2017-03-26; 编辑:吕 光
猜你喜欢
工程建设与设计(2022年19期)2022-11-03
摩擦学学报(2022年5期)2022-10-11
武汉理工大学学报(信息与管理工程版)(2021年5期)2021-12-15
化工管理(2020年35期)2020-01-14
石油地质与工程(2019年3期)2019-09-10
水泥技术(2019年4期)2019-08-17
石油钻探技术(2018年6期)2018-12-25
通信电源技术(2018年3期)2018-06-26
能源研究与信息(2017年4期)2018-02-26
山东工业技术(2016年3期)2016-04-21
