
基于乙醇-己烷共沸物提取回收铅膏脱硫母液中硫酸钠
2017-12-15 05:44张俊丰
石油化工 2017年11期
蔡 英,张俊丰,曹 靖,黄 妍
基于乙醇-己烷共沸物提取回收铅膏脱硫母液中硫酸钠
蔡 英1,张俊丰1,曹 靖2,黄 妍1
(1.湘潭大学 环境与资源学院,湖南 湘潭 411105;2.湘潭大学 化学学院,湖南 湘潭 411105)
采用乙酸钠对铅膏进行预脱硫处理,通过加入适量乙醇-己烷共沸物提取乙酸钠铅膏脱硫母液中的硫酸钠。优化了乙醇-己烷添加量、溶液初始浓度、结晶温度、结晶时间等反应条件对硫酸钠回收率及纯度的影响。实验结果表明,乙醇的添加可促进铅膏脱硫母液中硫酸钠的结晶析出;回收硫酸钠及乙醇的最佳工艺条件为:温度18~22 ℃,V(己烷)∶V(乙醇)=3∶1(此时的共沸温度为59 ℃左右),双组分添加量与母液体积比为0.5,结晶时间为5 h,母液中硫酸钠浓度为0.14 g/mL,乙酸钠浓度为0.3 g/mL;在该条件下的硫酸钠平均析出率为93.24%,纯度为98.23%;己烷的添加会少量减少硫酸钠的析出率,但对硫酸钠的纯度影响很小。
铅膏;硫酸钠;回收;乙醇;己烷
以乙酸钠溶液作为脱硫剂,能高效地浸出废铅膏中的硫酸铅,实现废铅酸电池铅膏资源的高效率回收,大大减少二次污染,铅膏脱硫滤液为脱硫剂乙酸钠与所生成的副产物硫酸钠的混合溶液[1-6]。在铅膏脱硫母液中加入乙醇,可促进硫酸钠的回收。然而乙醇作为添加剂并无消耗,乙醇的回收是降低工艺成本的重要环节,向乙醇提取液中添加共沸物是有效降低沸点的一个有效手段,可在一定程度上降低回收乙醇的能耗[7-9]。
本工作采用乙酸钠对铅膏进行预脱硫处理,通过加入适量乙醇-己烷共沸物提取乙酸钠铅膏脱硫母液中的硫酸钠。优化了乙醇-己烷添加量、溶液初始浓度、结晶温度、结晶时间等反应条件对硫酸钠回收率及纯度的影响。
1 实验部分
1.1 实验原料
废铅膏:浙江某电源材料公司,主要成分见表1。母液:以乙酸钠为脱硫剂时的铅膏脱硫母液,其中含0.14 g/mL硫酸钠、0.3 g/mL乙酸钠及少量重金属元素。

表1 铅膏主要化学成分质量含量Table 1 The main chemical composition content of paste
1.2 实验方法
在硫酸钠结晶反应器中添加乙醇,进行结晶反应,将结晶后的滤液进行乙醇回收。在回收乙醇时加入固定比的共沸物己烷,回收乙醇后的母液中主要成分为乙酸钠与剩余的乙醇及己烷,将母液回流至铅膏脱硫反应器循环使用。重点研究硫酸钠与乙酸钠的析出结晶现象,析出硫酸钠晶体的杂质主要为乙酸钠晶体。
1.3 分析方法
采用离子色谱仪(CIC100型,广东晓分实验室设备有限公司)分析乙酸钠铅膏脱硫母液中硫酸根离子的量,以此分析母液中硫酸钠的量,用硫酸钠的析出率表征硫酸钠的回收效率;结晶所得晶体中硫酸钠的含量用硫酸钠的纯度表示(主要杂质为乙酸钠,可通过二级处理提高硫酸钠纯度);采用气相色谱仪(7890b型,安捷伦有限公司)分析回收溶液中乙醇的量,计算乙醇的回收率。
2 结果与讨论
2.1 结晶温度的影响
对于溶解度随温度变化有较大波动的物质,改变温度可改变溶液的过饱和度,从而影响结晶析出效率[10-13]。图1为结晶温度对硫酸钠析出率及纯度的影响。由图1可知,随着温度的升高,硫酸钠的析出率呈下降趋势,而硫酸钠的纯度却呈升高趋势,主要原因在于杂质乙酸钠的析出率也降低了,从而提高了硫酸钠的纯度。因此,在结晶温度为18~22 ℃区间内,硫酸钠析出率较大,且纯度最高。

图1 结晶温度对硫酸钠析出率及纯度的影响Fig.1 Effect of crystallization temperature on the precipitation rate of sodium sulfate(X) and purity of sodium sulfate(P).■ X;● P
2.2 单组分乙醇添加量及硫酸钠初始浓度的影响
在乙酸钠脱硫母液中加入乙醇,乙醇与水结合改变了溶液的极性,从而促使溶液再一次达到过饱和状态[14-17],溶液中溶质再次结晶,增大了溶质的析出率。图2为乙醇加入量及硫酸钠初始浓度对硫酸钠析出率的影响。由图2可知,随着乙醇添加量的增加,硫酸钠初始浓度增大,硫酸钠的析出率提高,最高可达99.73%。随着溶液硫酸钠初始浓度增大,硫酸钠的析出率增大,但波动范围较小。因此,增大硫酸钠初始浓度或乙醇添加量,可促进硫酸钠的结晶析出,且乙醇加入量越大,溶液硫酸钠初始浓度对硫酸钠析出率的影响越小。当V(乙醇)∶V(母液)= 0.3时,硫酸钠的析出率较大,而V(乙醇)∶V(母液)>0.3时,随着乙醇添加量的增多,硫酸钠的析出率增大趋势减缓。
图3为乙醇加入量及硫酸钠初始浓度对硫酸钠纯度的影响。由图3可知,当乙醇添加量增大时,硫酸钠初始浓度越小,硫酸钠的纯度越低,但变化趋势较缓。结合图2与图3分析可知,乙醇添加量及硫酸钠初始浓度越大,越有利于硫酸钠的结晶析出,但不利于得到纯度高的硫酸钠。因此,当V(乙醇)∶V(母液)= 0.3时最适宜结晶,初始浓度则根据乙酸钠脱硫母液实际浓度而确定,当硫酸钠浓度越高时,硫酸钠回收率及纯度也越高。

图2 乙醇加入量及硫酸钠初始浓度对硫酸钠析出率的影响Fig.2 Effect of adding amount of ethanol and initial concentration of sodium sulfate(c0) on X.c0/(g·mL-1):■ 10.0;● 14.0;▲ 16.0;▼ 19.8
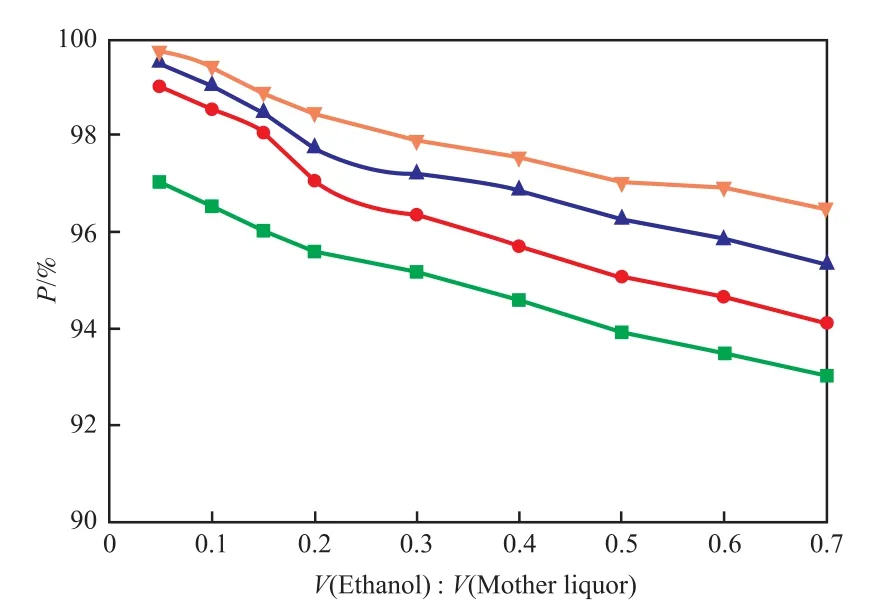
图3 乙醇加入量及硫酸钠初始浓度对硫酸钠纯度的影响Fig.3 Effect of adding amount of ethanol and c0 on P.c0/(g·mL-1):■ 10.0;● 14.0;▲ 16.0;▼ 19.8
2.3 双组分中己烷与乙醇体积比的影响
共沸物与乙醇共沸需要组成一定的共沸比,乙醇含量越高,沸点会越高。当m(己烷)∶m(乙醇)= 79∶21时,共沸点为58.7 ℃,但该配比不利于硫酸钠的结晶析出。根据己烷与乙醇的不同体积比配制双组分溶液。图4为己烷与乙醇体积比对硫酸钠结晶析出的影响。由图4可知,V(己烷)∶V(乙醇)越小,硫酸钠析出率越大,纯度越低。当V(己烷)∶V(乙醇)= 3∶1时,硫酸钠的析出率与纯度都相对较高,此时己烷与乙醇的共沸点也接近于59 ℃,共沸点并未影响。
2.4 双组分添加量
图5为双组分添加量与母液体积比对硫酸钠晶体析出的影响。由图5可知,添加双组分的量越多,硫酸钠析出率越大,纯度略有下降。对比图2可知,相同乙醇添加量下,己烷的加入对硫酸钠结晶有较小的影响,使硫酸钠析出率略有降低,但对纯度无明显影响。

图4 己烷与乙醇体积比对硫酸钠结晶析出的影响Fig.4 Effect of volume ratio of hexane to ethanol on X and P.Conditions:V(hexane + ethanol)∶V(mother liquor) = 0.5,V(hexane + ethanol) = 5 mL,V(mother liquor) = 10 mL,crystallization temperature 18 ℃.■ X;● P

图5 双组分添加量与母液体积比对硫酸钠晶体析出的影响Fig.5 Effect of bi-component addition on X and P.Conditions:mother liquor(sodium sulfate concentration 0.14 g/mL,sodium acetate concentration 0.3 g/mL),V(hexane)∶V(ethanol) =1∶1,V(hexane + ethanol) = 5 mL,V(mother liquor) = 10 mL,crystallization temperature 18 ℃.■ X;● P
2.5 结晶时间的影响
图6为结晶时间对硫酸钠结晶析出的影响。由图6可知,结晶时间对硫酸钠析出率及纯度无较大的影响。结晶时间为7 h时,硫酸钠具有最佳析出率和纯度。随着结晶时间的延长,硫酸钠析出率及纯度均有下降的趋势。这是因为结晶时间较长时,乙醇会因挥发而有一定的损失,因此导致硫酸钠析出率下降。少量的乙醇对乙酸钠结晶基本无影响,而随反应时间延长,乙酸钠析出率会增大,乙酸钠的析出会影响硫酸钠的纯度,导致硫酸钠的纯度下降。

图6 结晶时间对硫酸钠结晶析出的影响Fig.6 Effect of crystallization time on crystallization of sodium sulfate.Conditions:mother liquor(sodium sulfate concentration 0.14 g/mL,sodium acetate concentration 0.3 g/mL),V(hexane)∶V(ethanol) = 1∶1,V(hexane + ethanol)∶V(mother liquor) =0.5,V(hexane + ethanol) = 5 mL,V(mother liquor) = 10 mL,crystallization temperature 18 ℃.■ X;● P
3 结论
1)回收硫酸钠及乙醇的最佳工艺条件为:温度18~22 ℃,V(己烷)∶V(乙醇)= 3∶1(此时的共沸温度为59 ℃左右),双组分添加量与母液体积比为0.5(实验选用双组分溶液添加量为5 mL,母液体积为10 mL),结晶时间为5 h,母液中硫酸钠浓度为0.14 g/mL,乙酸钠浓度为0.3 g/mL。
2)根据多次平行实验可得,在该条件下的硫酸钠平均析出率为93.24%,纯度为98.23%。
[1] 龙虎. 蓄电池铅膏预脱硫母液净化及副产品回收新技术实验研究[D].湘潭:湘潭大学,2015.
[2] 刘洁. 柠檬酸法铅膏脱硫及滤液中硫酸钠的分离结晶研究[D].武汉:华中科技大学,2012.
[3] 王洪海,边娟娟,梁建成,等. 分离丙酮-乙醇-水物系的隔壁塔设计与优化[J].石油化工,2017,46(2):217-221.
[4] 边文璟,易亮,周文芳,等. 基于表面更新的废铅膏脱硫实验[J].化工进展,2016,35(5):1539-1543.
[5] 汪振忠,柯昌美,王茜. 废铅酸蓄电池铅膏脱硫工艺的研究进展[J].无机盐工业,2013,45(1):60-62.
[6] 王树东,阎承伟. 以乙醇为溶剂的结晶法精制萘的研究[J].煤炭转化,1995,18(4):90-95.
[7] 钟禄平,刘家祺,贾彦雷. 萃取精馏分离甲醇和丙酮共沸物[J].化学工业与工程,2005,22(3):211-215.
[8] 王华军,杨伯伦,吴江,等. 反应法去除近共沸浓度乙醇-水混合物中水的宏观动力学研究[J].催化学报,2006,27(3):237-244.
[9] 陈立峰,张志刚,李文秀,等. 间歇塔釜回流共沸精馏塔的研究[J].石油化工,2009,38(8):875-878.
[10] 岳国君,董红星,蒋秋黎. 共沸精馏制取无水乙醇的实验研究[J].化学工程师,2009,22(9):53-54.
[11] 李汶军. 晶体的微观生长机理及其应用[J].人工晶体学报,2000,4(1):1-4.
[12] 郝保红,黄俊华. 晶体生长机理的研究综述[J].北京石油化工学院学报,2006,14(2):58-64.
[13] Kobayashi R. Modeling and numerical simulations of dendritic crystal growth[J].J Phys D:Appl Phys,1993,63(3/4):410-423.
[14] Hu X,Dawson S J,Mandal P K,et al. Optimizing side chains for crystal growth from water:A case study of aromatic amide foldamers[J].Chem Sci,2017,8(5):3741-3749.
[15] 郭雨,潘守华,陈君华,等. 乙醇溶析结晶法从白炭黑废母液中回收硫酸钠[J].化工环保,2014,34(2):145-149.
[16] 傅小伟,金益英,周石磊,等. 蛋白质分离纯化技术研究进展[J].广东化工,2011,38(4):35-36.
[17] 叶龙刚,林文荣,陈永明,等. 含铅废渣料还原造锍熔炼回收铅和银工艺[J].工程科学学报,2016,38(10):1404-1409.
(编辑 杨天予)
Recovery sodium sulfate of paste desulphurization product by ethanol and its azeotrope
Cai Ying1,Zhang Junfeng1,Cao Jing2,Huang Yan1
(1. College of Environment and Resources,Xiangtan University,Xiangtan Hunan 411105,China;2. College of Chemistry,Xiangtan University,Xiangtan Hunan 411105,China)
With acetic acid salt predesulfurization of paste,high purity by-product sulphates was extracted from lead paste desulfurization solution by adding ethanol and its azeotrope hexane.The separation and purification conditions of sodium sulfate such as the solution of ethanol-hexane addition,initial concentration of solution,crystallization temperature and crystallization time were optimized. The results showed that the addition of ethanol can greatly promote the crystallization of sulfate in paste desulphurization solution. The optimum process conditions for recovery of sodium sulfate and ethanol are 18-22 ℃,V(hexane)∶V(ethanol) 3∶1 (the azeotropic temperature is about 59 ℃),bi-component add volume and liquor ratio 0.5,the crystallization time 5 h,the concentration of sodium sulfate 0.14 g/mL in the mother liquor,and acetic acid sodium concentration 0.3 g/mL. Under these conditions,the rate of sodium sulfate precipitation was up to 93.24%,and the purity of sodium sulfate is 98.23%. The addition of hexane can reduce the precipitation rate of sodium sulfate in a small amount,but it has little influence on the purity of sodium sulfate.
lead paste;sodium sulfate;recycle;ethanol;hexane
1000-8144(2017)11-1399-04
TQ 028.13
A
10.3969/j.issn.1000-8144.2017.11.009
2017-05-27;[修改稿日期]2017-08-07。
蔡英(1992—),女,湖南省长沙市人,硕士生,电邮 caiying_zj@126.com。联系人:张俊丰,电话 0731-58292231,电邮xtuzhjf@163.com。
国家自然科学基金项目(51574204);湖南省科技重大专项(2015SK1002)。
猜你喜欢
化学工业与工程(2022年1期)2022-03-29
纺织科技进展(2021年4期)2021-07-22
蓄电池(2021年2期)2021-05-08
中国油脂(2020年7期)2020-07-14
无机盐工业(2020年4期)2020-04-15
蓄电池(2018年5期)2018-10-19
蓄电池(2018年2期)2018-04-12
中国粮油学报(2017年5期)2017-07-19
橡胶工业(2016年9期)2016-02-24
华东理工大学学报(自然科学版)(2015年4期)2015-12-01
