
火焰喷涂NiCrBSi涂层的纳米力学性能
2018-02-28 05:47于鹤龙王红美尹艳丽吉小超徐滨士
材料工程 2018年2期
于鹤龙,张 伟,王红美,尹艳丽,吉小超,徐滨士
(1 陆军装甲兵学院 装备再制造技术国防科技重点实验室,北京 100072;2 北京睿曼科技有限公司,北京 100043;3 河北京津冀再制造产业技术研究院,北河 河间 062450)
热喷涂技术可显著改善材料的耐磨、耐蚀和热防护性能,并可根据工业需求赋予材料表面其他光、电、磁等不同功能,在机械零件表面防护和再制造领域应用广泛[1-2]。而喷涂层具有层状结构,同时内部存在大量孔隙、微裂纹和未熔颗粒,从而使涂层力学性能呈现尺寸效应[3-4],即低载荷测试反映涂层单个晶粒或薄层的性能,而增加载荷则使更大体积的涂层结构单元参与到测试中,体现涂层的“复合”性能[5]。在耐磨涂层领域,涂层硬度通常是衡量涂层质量和性能的重要指标之一。为降低基体材料的影响,通常采用涂层截面显微硬度测试方法评价涂层的力学性能,但这种传统的测试方法忽略了涂层的非均质性,仅能获得涂层的“复合”性能。为更好理解涂层沉积参数与涂层功能之间的关系,必须获得涂层在不同尺度下的力学性能,这就要求涂层力学性能的测试方法要对涂层结构单元的尺寸非常敏感[6]。另外,由于喷涂过程中喷涂粒子束流正向冲击基体材料形成涂层,因此在涂层表面与截面方向上显微结构不同,容易造成其力学性能在不同方向上的差异。但目前关于热喷涂涂层在不同尺度下的力学性能,特别是涂层表/截面力学性能上的差异很少得到关注。热喷涂Ni基合金涂层在恢复表面失效零件的几何尺寸和性能方面应用广泛[7-9]。其中,NiCrBSi合金由于B,Si等合金元素的加入而具有良好的耐磨、抗氧化和耐蚀性能,特别是火焰喷涂NiCrBSi涂层制备工艺简单、成本低,广泛应用于机械零件的表面防护与再制造修复[10-12]。基于此,本工作采用纳米压痕测试技术研究了火焰喷涂NiCrBSi涂层表/截面不同结构单元的微/纳米力学性能、弹塑性和压痕变形行为。
1 实验材料与方法
1.1 NiCrBSi涂层制备
喷涂粉末为Ni60合金粉末,呈球形,粒度为55~100μm,熔点1040~1080℃。基体采用未经任何热处理的45钢。喷涂前对基体进行喷砂处理,采用PB7-G METCO火焰喷涂枪沉积涂层,使用优化后的喷涂工艺参数进行涂层制备,在此工艺下涂层具有较小的孔隙率、较高的结合强度和显微硬度,具体喷涂工艺参数:氧气和乙炔气体压力分别为0.17,0.10MPa,喷涂距离为150mm,送粉速率9kg/h,最终获得厚度为700~750μm的NiCrBSi涂层。
1.2 涂层结构表征与显微硬度测试
火焰喷涂NiCrBSi涂层试样经切割、镶样和磨抛后,获得截面抛光分析样品。利用扫描电镜(SEM)分析涂层抛光后截面和表面微观组织结构。采用Buehler Micromet 6030型显微硬度计测试NiCrBSi涂层截面显微硬度,施加载荷与保压时间分别为1.96N和5s。
1.3 涂层显微硬度与纳米压痕测试
采用Agilent Nano Indenter G200型纳米压痕仪测试涂层表/截面纳米力学性能,使用三棱锥形金刚石压头。对于表面压痕,压头位移方向与喷涂过程中喷涂粒子束流方向一致。对于截面压痕,压头位移方向与喷涂过程中喷涂粒子束流方向垂直。测试包含两部分内容:(1)涂层表/截面不同尺度条件下的纳米力学性能测试 利用连续刚度测试(CSM)模式测试涂层表/截面纳米硬度和弹性模量随压痕深度的连续变化,CSM测试设定最大压痕深度为3000nm或最大压痕载荷680~700mN;(2)涂层表/截面弹塑性行为表征 利用常规测试模式,通过控制最大压痕深度对涂层表/截面进行压痕测试,测试深度分别为200,500,1000,1500,2000nm。计算不同压痕深度下获得的加载/卸载曲线对压痕深度的积分面积,得到不同压痕深度下弹性功、塑性功和总压痕功,并用弹性功与总压痕功的比值ηIT评价涂层弹塑性行为。测试过程中采用光学显微镜及智能压痕定位模式预先选择压痕点,尽量选择在涂层薄层结构上进行测试,避开孔隙及薄层的边界,以便尽可能实现涂层测试结果的均匀性。为增加测试结果的可靠性,每个选定压痕深度进行10次测试,以降低孔隙和涂层不均匀性对测试结果的影响。
2 结果与分析
2.1 涂层微观结构与显微硬度
图1为火焰喷涂NiCrBSi涂层表面与截面微观形貌的SEM照片。由图1(a)所示的涂层截面微观结构可见,涂层由熔化颗粒冲击而成的长薄层、熔化不良的扁平形颗粒和未熔的圆形颗粒等不同涂层结构单元构成,而不同结构单元相互叠加、交错造成了涂层内部存在大量孔隙和少量微裂纹。图1(b)为经磨抛处理后的涂层表面微观照片。对比涂层截面形貌可以看出涂层表面对应的未熔颗粒、薄层、孔隙、裂纹等典型结构单元的差异。涂层在表面和截面方向上表现出的结构、微单元尺寸及其边界分布的差异,造成了涂层材料结构的非均匀性。

图1 火焰喷涂涂层的截面和表面形貌的SEM照片 (a)截面;(b)表面Fig.1 SEM images of cross-sectional and surface morphologies of flame spray coating (a)cross-section;(b)surface
图2所示为涂层显微硬度随涂层深度变化的关系曲线。涂层的非均质结构造成涂层沿深度方向的显微硬度分布不均匀,硬度平均值约为600HV0.2,45钢基体的显微硬度约为220HV0.2,由基体向涂层方向显微硬度迅速升高至涂层平均硬度值,涂层硬度值在基体/涂层界面处发生较大范围的突变,这可能与涂层/基体的结合方式为机械结合,涂层和基体元素没有发生相互扩散有关。

图2 火焰喷涂NiCrBSi涂层显微硬度沿涂层深度方向的分布Fig.2 Microhardness distribution along the depth of flame spray NiCrBSi coating
2.2 纳米力学性能
采用CSM压痕测试技术研究了NiCrBSi涂层表/截面纳米力学性能随压痕深度的变化情况。图3为涂层表/截面CSM纳米压痕测试结果。由图3(a)可以看出,在相同的最大压痕载荷下涂层表面压痕最大深度大于涂层截面压痕最大深度,表明在700mN的最大压痕载荷下,涂层截面的硬度高于涂层表面。由图3(b)可知,涂层表/截面纳米硬度值在0~150nm深度内随压痕深度增加迅速升高,在150nm深度后逐渐降低,在超过1800nm后逐渐趋于平稳。在较小的涂层深度范围内(近涂层表面),涂层表面与涂层截面的纳米硬度值随涂层深度变化相近,特别是在200~700nm深度内,二者纳米硬度曲线基本重合,涂层截面硬度略高于表面硬度。当压痕深度超过700nm后,涂层表面纳米硬度明显低于涂层截面硬度。涂层弹性模量的变化趋势与硬度相同(见图3(c)),特别是在100~400nm范围内,涂层表面和截面的弹性模量值接近,在压痕深度超过400nm后,涂层表面弹性模量逐渐低于相同深度下的涂层截面,当压痕深度超过2000nm深度后,涂层表面和截面弹性模量均趋于稳定。
火焰喷涂层的扁平薄层厚度通常为几微米到十几微米,而其长度或宽度通常为几十甚至几百微米(见图1)。因此,涂层表面方向压痕的测试过程与均质薄膜材料测试类似,硬度和弹性模量受压入深度和相邻下一薄层性能综合影响,即随着压入深度增加,基材性能对薄膜力学性能的影响逐渐增大;而涂层截面压痕测试过程由于与薄层结构的长度方向一致,而该方向尺寸通常远大于薄层结构厚度方向,因此涂层截面压痕测试可以认为与非均质块体材料测试相近,涂层截面方向的力学性能更多地受到相邻薄层、孔隙、裂纹和未熔颗粒等涂层微观结构的影响,即压入深度增加使更多体积的涂层结构单元参与到测试中,体现多个薄层的“复合”性能。涂层表/截面硬度和模量测量值随最大压入深度的增加而降低,这种降低趋势可视为压痕过程中受影响的薄层、孔隙等缺陷的体积和数量随载荷增大而增加的结果。
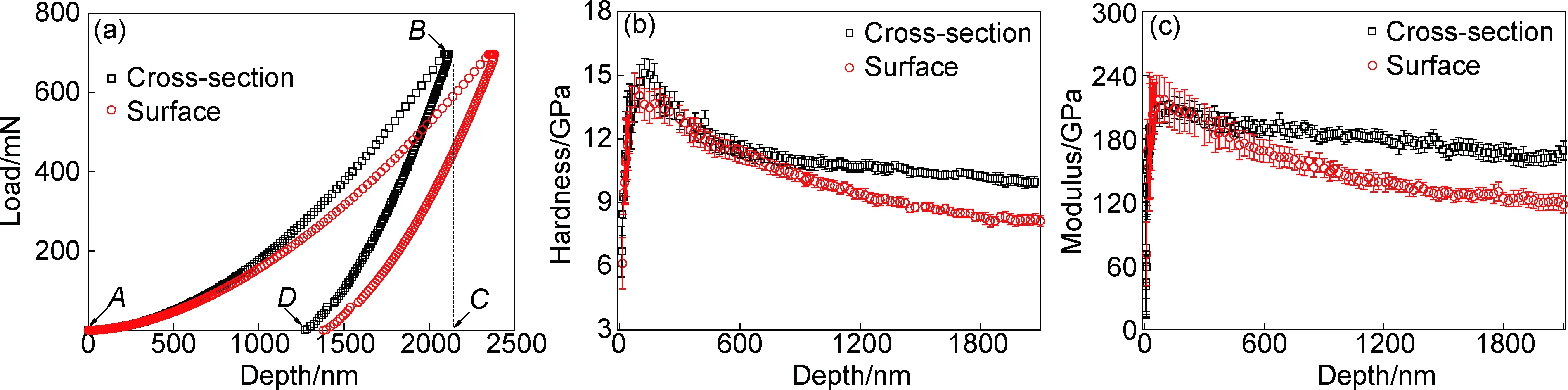
图3 涂层表/截面CSM纳米压痕测试结果(a)载荷-位移曲线;(b)纳米硬度分布;(c)弹性模量分布Fig.3 Results of CSM nanoindentations on coating surface and cross-section (a)load-depth curve;(b)nano hardness profile;(c)modulus profile
图3给出的涂层表/截面纳米压痕结果表明,涂层表/截面纳米力学性能在200~700nm深度内较为接近,特别是纳米硬度变化曲线基本重合。对于涂层表面压痕而言,由于本工作中火焰喷涂NiCrBSi涂层单一薄层的厚度范围为十几微米到几十微米,而200~700nm的压入深度显然不足薄层厚度的1/10,参考薄膜材料纳米压入深度相关要求[10],相邻下一薄层对其力学性能测试结果的影响可以忽略不计。对于涂层截面压痕,根据纳米压痕使用的金刚石压头几何尺寸可以计算得到:200~700nm的压入深度对应的三角形压痕轮廓尺寸不足4μm,没有超过单一薄层结构体积,因此可以认为在截面压痕过程中,在较小的压痕载荷条件下,相邻薄层、孔隙和裂纹等缺陷对压痕过程的影响很小,甚至可以忽略。以上结果说明,200~700nm压入深度内获得的涂层力学性能基本反映了单一薄层本身的力学性能,而涂层单一薄层结构的力学性能在表面和截面方向上基本一致。而随着压入深度增加,涂层表面的硬度和模量逐渐低于相同测试条件下的涂层截面性能,这可能是由于压入深度逐渐超过薄层厚度的1/10,相邻下一薄层,特别是孔隙、裂纹等缺陷对涂层性能的影响逐渐显现,造成了涂层纳米硬度和模量的快速降低。而涂层截面压痕随压入深度增大,使更多体积的薄层参与到测试中,尽管孔隙和缺陷同样造成涂层性能下降,但由于更多地体现了涂层的“复合”性能。随着压入深度的进一步增大,截面压痕获得的测试结果逐渐接近涂层最终的“复合”性能。而涂层表面测试过程中“基材”的影响逐渐趋于平稳,造成了1800nm深度后涂层表/截面性能逐渐稳定。总体上,涂层截面的“复合”硬度高于表面“复合”硬度。在喷涂过程中,熔化状态的喷涂粒子以高速撞击基体表面形成扁平的薄层结构,在后续高速粒子不断冲击的作用下,薄层结构得到类似“喷丸”的强化作用,在厚度方向上薄层结构被不断夯实,从而在一定程度上使其抵御压痕穿透的能力增强,这可能是造成700~1800nm深度范围内涂层截面整体性能高于表面压痕性能的主要原因。同时,显微硬度测试过程中获得的涂层截面平均显微硬度约为630HV0.2,而涂层表面显微硬度平均值约为600HV0.2,这与纳米压痕获得的实验结果相一致。
2.3 涂层弹塑性行为
通过计算压痕载荷-位移曲线对压入深度坐标轴的积分面积,可以获得压头压入材料表面过程中弹性变形功we、塑性变形功wP与总压痕功w。加载曲线对压入深度坐标轴的积分体现压头在载荷作用下达到最大压入深度过程中的总压痕功;卸载曲线对压入深度坐标轴的积分可反映压痕弹性功的大小,体现了材料的弹性恢复性能;而压痕塑性功可由总压痕功与弹性功的差值获得,体现材料的塑性行为。弹性功与总压痕功的比值ηIT由ISO14577标准定义,体现材料的弹塑性行为,可通过图3(a)所示的不同图形面积和下式计算获得:
ηIT=we/w=SDBCD/SABCA
(1)
其中,SDBCD为卸载曲线对压入深度坐标轴的积分,即曲线DB、虚直线BC和直线CD包含封闭图形的面积;SABCA为加载曲线对压入深度坐标轴的积分,即曲线AB、虚直线BC和直线CA包含封闭图形的面积。
图4给出了不同压痕深度下涂层表/截面的弹性功占总压痕功的比值ηIT。可见,涂层表/截面ηIT值随压入深度增加逐渐降低。在较小压入深度下,涂层在压头作用下产生的压痕变形区域仅扩展到预先选定的单个薄层表面或截面,涂层表现出较高的ηIT值;随压入深度增大,压头包含的涂层体积增大,相邻薄层,特别是孔隙、裂纹等缺陷对涂层性能的影响逐渐增强,同时由于加载载荷增大,造成了晶间和层间裂纹的形成,导致压痕功的耗散,表现为弹性功所占比例降低,ηIT值减小。在500nm至2000nm压入深度范围内,涂层表面ηIT值均高于同一压痕深度下的涂层截面,在压入深度达到2500nm时,涂层表/截面的ηIT值接近35%。由于ηIT表征的是材料在受到外部载荷时的弹塑性响应,因此可将其用于评价材料的耐磨性及抗磨粒损伤性能[5]。涂层弹塑性研究结果表明,在一定深度范围内,涂层表面具有较高的弹性。在不考虑涂层内层间结合力的情况下,可通过进一步的摩擦学测试验证涂层表面同截面相比是否具有更优异的抗损伤性能。

图4 不同压痕深度下涂层表/截面的弹性功占总压痕功的比值ηITFig.4 Ratio of elastic to total work of indentation(ηIT) of coating surface and cross-section under different indentation depth
2.4 涂层纳米压痕变形行为
涂层表/截面在压头作用下产生了相似的变形行为。图5给出了火焰喷涂NiCrBSi涂层表纳米压痕的几种典型形貌照片。在多数情况下,涂层压痕呈现如图5(a)所示的等边三角形特征轮廓,表现了理想塑性接触条件下金属材料的压入变形行为[13];在部分涂层区域,压痕变形表现出凹陷、凸起和裂纹等特征。图5(b)所示为凹陷变形,可见压痕周围材料位置低于初始样品表面,压痕三角形轮廓线表现为向内凹陷,通常情况下凹陷变形产生于具有软基体、硬覆层的薄膜或涂层材料表面,其形成原因可能是压头作用下薄层的相邻下一薄层(可视为“基体”)较软,或薄层间存在较多孔隙和缺陷,使涂层在压头载荷作用下易于向下变形,并在卸载后形成向下凹陷的残余压痕特征形貌[14]。图5(c)所示为凸起变形,可以看出压痕周围材料位置高于初始样品表面,压痕三角形轮廓线表现为向外凸出,其形成原因可能为压头作用下薄层的相邻下一薄层较硬,或层间孔隙等缺陷较少、存在硬质点,薄层在压头作用下向下变形受限,压头周围材料只能沿压头锥面向上流动,导致压痕周围产生大量凸起,且通常以环形剪切带的形式堆积在压痕边界周围[15]。在个别情况下,涂层表面压痕过程会产生如图5(d)所示的微裂纹。微裂纹多发生在未熔颗粒或融化不良颗粒表面,这可能与未熔颗粒在喷涂过程中合金成分烧蚀损失较少,颗粒硬度较高,易产生裂纹有关。

图5 火焰喷涂NiCrBSi涂层表面CSM纳米压痕SEM形貌(a)理想塑性接触压痕;(b)凹陷变形压痕;(c)凸起变形压痕;(d)压痕裂纹Fig.5 SEM images of CSM nano indentations on flame spray NiCrBSi coating surface(a)ideal plastic contact deformation;(b)sink-in deformation;(c)pile-up deformation;(d)indentation crack
3 结论
(1)在较小压入深度下,火焰喷涂NiCrBSi涂层在压头作用下产生的压痕变形区域仅扩展到预先选定的单个薄层表面或截面,涂层表现出较高的硬度、模量和弹性压痕功占总压痕功比ηIT,涂层在200~700nm内表/截面纳米硬度接近,在100~400nm内模量接近,表明单一薄层在不同方向具有相同的力学性能。
(2)随压入深度增大,压头包含的涂层体积增大,相邻薄层,特别是孔隙、裂纹等缺陷对涂层性能的影响逐渐增强,压痕测试体现了涂层的“复合”性能,同时由于加载载荷增大,造成了晶间和层间裂纹的形成,导致压痕功的耗散,涂层表/截面硬度、模量和弹性功占总压痕功的比例均降低,并在达到一定压入深度后趋于平稳。
(3)涂层表/截面纳米力学性能在一定压入深度范围内存在较大差异,涂层表面具有更高的弹性,而涂层截面具有更高的硬度和模量。多数情况下,涂层纳米压痕体现了理想塑性接触条件下金属材料的压入变形行为,在部分涂层区域,涂层表面压痕变形表现出凹陷、凸起和裂纹等变形特征。
[1] 刘名涛, 钟喜春, 刘仲武, 等. 等离子喷涂制备MoSi2-CoNiCrAlY纳米复合涂层的结构与性能[J].材料工程,2014(5):17-22.
LIU M T, ZHONG X C, LIU Z W, et al.Structure and properties of MoSi2-CoNiCrAlY nano-composite coating by plasma spraying [J]. Journal of Materials Engineering, 2014(5): 17-22.
[2] 易德亮, 冶银平, 刘光, 等. 等离子喷涂Al2O3-30%TiO2微米/纳米复合涂层的结构与耐磨性能[J]. 材料工程, 2012(5): 24-29.
YI D L, YE Y P, LIU G, et al. Structure and wear properties of plasma-sprayed Al2O3-30%TiO2micro/nano-composite coatings [J]. Journal of Materials Engineering, 2012(5): 24-29.
[3] MARGADANT N, NEUENSCKWANDER J, STAUSS S, et al. Impact of probing volume from different mechanical measurement methods on elastic properties of thermally sprayed Ni-based coatings on a mesoscopic scale [J]. Surface and Coatings Technology, 2006, 200(8): 2805-2820.
[4] MUSALEK R, VILEMOVA M, MATEJICEK J. Expanding thermal spray performance to new markets and applications[C]//MARPLE BR, HYLAND M M, LAU Y C, et al (Eds.), Proceedings of the International Thermal Spray Conference 2009, ASM International, Materlas Park, OH, USA, 2009:621.
[5] NOHAVA J. Characterization of thermal spray coatings by instrumented indentation and scratch testing: part I[EB/OL](2009-04-28)[2017-04-21]http://www.anton-paar.com/cn-cn/services-support/document-finder/
[6] NOHAVA J, BONFERRONI B, BOLELLI G, et al. Interesting aspects of indentation and scratch methods for characterization of thermally-sprayed coatings [J]. Surface and Coatings Technology,2010,205: 1127-1131.
[7] 张志强, 李国禄, 王海斗. 基于统计分析的等离子喷涂层接触疲劳寿命和失效模式[J]. 材料工程, 2015,43(8): 77-83.
ZHANG Z Q, LI G L, WANG H D. Contact fatigue life and failure mode of plasma sprayed coating based on statistical analysis[J]. Journal of Materials Engineering, 2015,43(8): 77-83.
[8] 杨效田,李霞, 杨晓伟,等. Ni60/高铝青铜多元多相复合涂层制备及其微观结构特征[J].哈尔滨工业大学学报, 2016, 37(3): 461-467.
YANG X T, LI X, YANG X W, et al. Preparation of multiphase composite coatings of Ni60/high aluminum bronze and its microstructure characteristics [J]. Journal of Harbin Engineering University, 2016,37(3): 461-467.
[9] 杨秀从, 李国禄, 王海斗. 热喷涂Ni基复合涂层重熔处理的研究现状[J]. 表面技术, 2016,45(3): 64-71, 140.
YANG X C, LI G L, WANG H D. Research status on remelting of thermal sprayed Ni-based composite coatings [J]. Surface Technology, 2016,45(3): 64-71, 140.
[10] ZHOU S F, DAI X Q. Laser induction hybrid rapid cladding of WC particles reinforced NiCrBSi composite coatings [J]. Applied Surface Science, 2010,256(14): 4708-4714.
[12] CHALIAMPALIAS D, VOURLIAS G, PAVLIDOU E, et al. Comparative examination of the microstructure and high temperature oxidation performance of NiCrBSi flame sprayed and pack cementation coatings [J]. Applied Surface Science, 2009, 255 (6): 3605-3612.
[13] WEN S P, ZENG F, PAN F, et al.The influence of grain morphology on indentation deformation characteristic of metallic nano-multilayers [J]. Materials Science and Engineering: A, 2009,526(1/2): 166-170.
[14] LI M, PALCIOM L, CARTERC B, et al.Indentation deformation and fracture of thin polystyrene films [J]. Thin Solid Films, 2002,416(1/2): 174-183.
[15] DENG X, CHAWLAN, CHAWLAKK, et al. Deformation behavior of (Cu, Ag)-Sn intermetallics by nanoindentation [J].Acta Materialia, 2004,52(14): 4291-4303.
猜你喜欢
武汉理工大学学报(交通科学与工程版)(2022年6期)2023-01-18
西北工业大学学报(2022年6期)2023-01-11
宝钢技术(2022年4期)2022-12-23
上海涂料(2021年5期)2022-01-15
纤维复合材料(2018年3期)2018-04-25
柴油机设计与制造(2017年2期)2017-07-01
临床医药文献杂志(电子版)(2017年11期)2017-05-17
材料科学与工程学报(2016年4期)2017-01-15
材料科学与工程学报(2016年1期)2017-01-15
海峡科技与产业(2016年3期)2016-05-17
