
激光退火对1Cr5Mo钢焊接接头热拉伸性能的影响
2018-02-28 05:48孔德军
材料工程 2018年2期
郭 卫,孔德军,2
(1 常州大学 机械工程学院,江苏 常州 213164;2常州大学 常州市模具先进制造高技术重点实验室,江苏 常州 213164)
1Cr5Mo耐热钢具有良好的强度和高韧性,能够抵抗石油裂化过程中产生的腐蚀,主要用于石油裂解管、热蒸气管、锅炉等领域[1-4]。其制作过程一般采用焊接方法,属于局部加热熔化过程,容易产生焊接接头组织的缺陷,是影响管道安全的主要因素之一[5-6];因此,需要对其焊接接头进行表面改性处理,目前,主要采用喷丸强化、表面纳米化、超声冲击、碾压、热处理等方法[7-9]。国内学者对焊接接头的热处理工艺进行了大量研究,杨松等[10]分析了热处理对局部损伤的影响,获得热处理变形的控制方法;邹德宁等[11]研究了热处理后焊接接头的力学性能,揭示了焊接接头组织的演变特征;郝亚鑫等[12]对焊接接头进行热处理,分析了热处理对析出相尺寸及分布的影响。热处理工艺需要对管道进行退火,但由于管道结构的复杂性,上述的热处理工艺受到限制。与传统的热处理方法相比,激光热处理(Laser Heat Treatment,LHT)通过控制激光方向可以对材料表面任意局部进行处理,利用其高能量改变表面微观结构,产生残余压应力,提高其拉伸性能。叶存冬等[13]分析了激光热处理对焊接接头疲劳性能的影响,裴峻峰等[14]研究了激光热处理对应力腐蚀的影响,并对应力腐蚀开裂及其断裂机理进行了分析;师东生[15]分析了激光热处理工艺参数对微观组织与硬度的影响,获得了提高耐磨性能的机理;而有关激光退火对1Cr5Mo钢焊接接头热拉伸性能影响的文献报道甚少。本工作通过CO2激光对1Cr5Mo钢焊接接头进行退火,分析温度对激光退火后焊接接头热拉伸性能的影响。
1 实验
实验材料为退火状态的1Cr5Mo耐热钢,其化学成分(质量分数/%)为C 0.15,Si 0.50,Mn 0.60,Cr 4.0~6.0,Mo 0.45~0.60,Ni 0.60,P 0.03,S 0.02,其余为Fe。钢板厚度为10mm,采用X型坡口,双面焊接,如图1(a)所示。利用φ2.5mm的H11Cr5Mo焊丝氩弧焊打底和φ3.2mm的R507焊条手工焊盖面。激光退火处理在GLS-IB型CO2激光器上进行,采用氮气保护,双面处理,搭接率为50%,其工艺参数:光斑直径为4mm,功率为1.0kW,扫描速率为15mm/s。激光退火后,利用VHX-700FC型超景深三维显微系统分析焊接接头表面显微组织,并采用D/max 2500PC型X射线衍射仪分析激光退火前后焊接接头的物相组成。残余应力分析在X350-A型应力仪上进行,工艺参数:倾斜角Ψ分别为0°,25°,35°和45°,应力常数为-318MPa/(°),起始角度为161°~152°,步进速率为2.0(°)/min。热拉伸实验在AGS-10KNZ型拉伸试验机上进行,试样尺寸如图1(b)所示。在200℃和300℃时分别对原始试样和激光退火后试样进行热拉伸实验,拉断后,采用JSUPRA55型场发射扫描电镜观察断口形貌,分析激光退火后1Cr5Mo耐热钢焊接接头热拉伸断裂机理。

图1 焊接接头形状(a)与拉伸试样尺寸(b) Fig.1 Shape of welded joint (a) and dimension of stretching sample (b)
2 结果分析与讨论
2.1 热拉伸实验结果
图2为试样应力-应变拉伸曲线图。在弹性变形阶段,3组试样的拉伸曲线斜率相差不大,这表明在此阶段激光退火和温度对焊接接头弹性变形基本没有影响。3组试样均没有明显的屈服现象,直接进入均匀变形阶段。在均匀变形阶段,激光退火后试样抗拉强度明显大于原始试样,300℃时激光退火后试样屈服强度和抗拉强度有所下降,但仍大于200℃时原始试样屈服强度和抗拉强度,这说明激光退火后焊接接头能够满足更高的高温使用要求。在断裂阶段,200℃时激光退火后试样应变大于原始试样应变,塑性有所增强。在300℃时应变区间增大,激光退火后试样塑性随着温度升高而有所增加。

图2 试样应力-应变拉伸曲线Fig.2 Stretching stress-strain curves of samples
表1为图2中应力-应变曲线数据处理结果,200℃时激光退火后试样屈服强度、抗拉强度和伸长率比原始试样分别提高了32.5%,22.5%和4.6%。300℃时激光退火后试样屈服强度和抗拉强度与原始试样在200℃时相比差别不大,仅提高了6.6%和6.5%。随着温度升高,激光退火后试样屈服强度和抗拉强度有所下降。而伸长率由200℃时24.9%提高到300℃时25.6%,比原始试样提高了7.5%,这是由于温度升高缓解了晶粒间不均匀变形所引起的应力集中,从而塑性有所提高。

表1 试样拉伸实验结果Table 1 Results of sample tension tests
2.2 断口形貌分析
在200℃时原始试样断口全貌如图3(a)所示,其由纤维区、放射区和剪切唇区组成,为韧性断裂方式。纤维区由大量的等轴小韧窝组成,如图3(b)所示。放射区主要由尺寸比纤维区小的等轴韧窝组成,并伴有撕裂棱产生,如图3(c)所示。剪切唇区由尺寸更小的拉长韧窝组成,如图3(d)所示。

图3 200℃时原始试样拉伸断口形貌 (a)断口全貌;(b)纤维区;(c)放射区;(d)剪切唇区Fig.3 Fracture morphologies of original sample at 200℃ (a)overall morphology of fracture;(b)fiber zone;(c)radiation zone;(d)shear lip zone
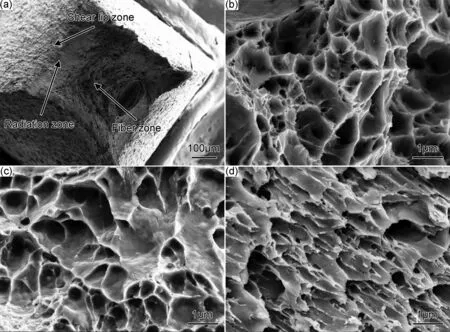
图4 200℃时激光退火后试样拉伸断口形貌 (a)宏观断口;(b)纤维区;(c)放射区;(d)剪切唇区Fig.4 Fracture morphologies of laser annealed sample at 200℃ (a)overall morphology of fracture;(b)fiber zone;(c)radiation zone;(d)shear lip zone
在200℃时激光退火后试样断口全貌如图4(a)所示,颈缩比原始试样严重,颈缩面较小,这是由于激光退火后试样裂纹扩展阻力增加,其塑性得到提高的结果。纤维区由大小均匀的等轴韧窝组成,尺寸和深度明显大于原始试样,如图4(b)所示。放射区主要由等轴韧窝和少量剪切拉长韧窝组成,尺寸小于纤维区,但大于原始试样,如图4(c)所示。剪切唇区由大量的拉长韧窝组成,尺寸和深度大于原始试样,如图4(d)所示。
图5为300℃时激光退火后试样断口形貌,颈缩明显,深度大于在200℃时激光退火的试样,剪切唇区面积有所减小,为典型的韧性断口,如图5(a)所示。纤维区断口由等轴韧窝组成,如图5(b)所示,其尺寸大于200℃时激光退火的试样,这是由于温度升高时,晶界切变抗力降低,韧窝成核率减小,引起韧窝尺寸增大。放射区由等轴韧窝组成,韧窝尺寸和深度明显大于200℃时激光退火的试样,如图5(c)所示。与200℃拉伸时相比,激光退火的试样剪切唇区是由少量等轴韧窝和大量的拉长韧窝组成,韧窝尺寸和深度有所增加,如图5(d)所示。
2.3 分层断裂分析

图5 300℃时激光退火后试样拉伸断口形貌 (a)宏观断口;(b)纤维区;(c)放射区;(d)剪切唇区Fig.5 Fracture morphologies of laser annealed sample at 300℃ (a)overall morphology of fracture;(b)fiber zone;(c)radiation zone;(d)shear lip zone
在拉伸过程中,3组试样都出现了不同程度的颈缩,受力由均匀分布的轴向应力作用转变为轴向应力、径向应力和切向应力的共同作用[16-17]。颈缩中心处纤维区为最大受力区域,裂纹扩展速率最快,形成分层断裂现象,如图6所示。在200℃时,原始试样分层断裂现象明显,呈台阶状,如图6(a)所示。激光退火的试样分层断裂现象有所缓解,其断裂方式得到改善,如图6(b)所示。当300℃时,激光退火的试样纤维区也存在“台阶状”分层断裂现象,但其高度低于200℃时激光退火的试样,如图6(c)所示。

图6 断口分层断裂形貌 (a)200℃时原始试样;(b)200℃时激光退火的试样;(c)300℃时激光退火的试样Fig.6 Morphologies of layered rupture on fractures(a)original sample at 200℃;(b)laser annealed sample at 200℃;(c)laser annealed sample at 300℃
2.4 机理分析
2.4.1 激光热影响层
原始试样截面存在一些微小的焊接孔洞和微裂纹,如图7(a)所示,易产生应力集中现象。经激光退火后焊接接头表面形成厚度约为65μm的热影响层,无明显的焊接缺陷,如图7(b)所示,微观缺陷有所减少,组织结构得到改善。
2.4.2 晶粒组织
原始试样表面显微组织比较粗大,如图8(a)所示,经激光退火后显微组织尺寸明显减小,分布均匀,如图8(b)所示。这是由于激光加热和冷却时间极短,形成较大的相变驱动力,加快了组织成核速率,产生晶粒细化。晶粒细化使变形量分散到其他晶粒,增加了位错运动的阻力,表现出较好的塑性和韧性。

图7 激光退火前(a)后(b)截面形貌Fig.7 Section morphologies of sample before (a) and after (b) laser annealing

图8 激光退火前(a)后(b)试样表面晶粒分布Fig.8 Grain size distribution of sample surface before (a) and after (b) laser annealing
2.4.3 XRD分析
原始试样的物相由α-Fe组成,而激光退火的试样物相主要由α-Fe,γ-Fe,MnO2,奥氏体和Fe3O4等组成,如图9所示。其中Fe3O4和MnO2分别为Fe和Mn原子的氧化物,而面心立方的γ-Fe可以转化为体心立方的α-Fe;因此,激光退火的试样表面没有出现新的物相,只是出现奥氏体相衍射峰,与原始试样相比,奥氏体含量有所增加。

图9 激光退火前后试样表面XRD分析Fig.9 XRD analysis of sample surfaces before and after laser annealing
2.4.4 残余应力
激光退火的试样表面残余应力由拉应力(106±6)MPa(图10(a))转变为压应力(-255±8)MPa(图10(b)),这是由于激光退火区域产生塑性变形,使焊接形成的残余拉应力得到释放。同时,激光退火区域外的材料抵抗该区域塑性变形,从而形成压应力。压应力可以抵消一部分外加载荷,对已形成的裂纹具有闭合效果[18],有利于提高试样的拉伸性能。
3 结论
(1)在200℃时,激光退火前后试样拉伸断口均为韧性断裂,激光退火后试样屈服强度、抗拉强度和伸长率比原始试样分别提高了32.5%,22.5%和4.6%。

图10 激光退火前(a)后(b)试样表面残余应力Fig.10 Residual stress of sample surface before (a) and after (b) laser annealing
(2)在300℃时,激光退火后试样屈服强度、抗拉强度和伸长率比原始试样分别提高了6.6%,6.5%和7.5%,断裂方式得到改善。
(3)激光退火后试样表面形成了晶粒细化和残余压应力层,是提高1Cr5Mo耐热钢焊接接头热拉伸性能的主要因素。
[1] 黄少军, 刘康林. 退火降温速率对1Cr5Mo钢组织及性能的影响[J]. 压力容器, 2014, 31(1): 15-19.
HUANG S J, LIU K L. Effects of cooling rate of annealing treatment on microstructure and properties of 1Cr5Mo steel [J]. Pressure Vessel Technology, 2014, 31(1): 15-19.
[2] 石晓霞, 郭兆成, 乔爱云. 1Cr5Mo合金钢管热处理工艺研究[J]. 包钢科技, 2010, 36(5): 13-15.
SHI X X, GUO Z C, QIAO A Y. Research on heat treatment technology for 1Cr5Mo alloy steel pipes [J]. Science and Technology of Baotou Steel, 2010, 36(5): 13-15.
[3] 郭卫, 孔德军. 激光热处理对1Cr5Mo钢焊接接头慢拉伸性能的影响[J]. 材料热处理学报, 2015, 36(8): 203-208.
GUO W, KONG D J. Effects of laser heat treatment on stress corrosion cracking behavior of 1Cr5Mo steel welded joint [J]. Transactions of Materials and Heat Treatment, 2015, 36(8): 203-208.
[4] 李秀程, 谢振家, 王学林, 等. 高强度低碳贝氏体钢拉伸断口分离现象及机理研究[J]. 金属学报, 2013, 49(2): 167-174.
LI X C, XIE Z J, WANG X L, et al. Split fracture phenomenon and mechanism in tensile tests of high strength low carbon bainitic steel [J]. Acta Metallurgica Sinica, 2013, 49(2): 167-174.
[5] 陈嵩. 1Cr5Mo 钢高温应力腐蚀及防护方法的研究现状[J]. 热加工工艺, 2013, 42(12): 29-31.
CHEN S. Research status of high temperature stress corrosion and protective methods for 1Cr5Mo steel [J]. Hot Working Technology, 2013, 42(12): 29-31.
[6] 宫鑫. 1Cr5Mo石油裂化用无缝钢管热处理工艺优化[J]. 包钢科技, 2015, 41(4): 63-64.
GONG X. Heat treatment process optimization for 1Cr5Mo seamless steel tube for petroleum cracking [J]. Science and Technology of Baotou Steel, 2015, 41(4): 63-64.
[7] 陈国宏, 潘家栋, 王家庆, 等. 650℃时效HR3C耐热钢的显微组织与高温拉伸性能[J]. 材料热处理学报, 2014, 35(2): 104-109.
CHEN G H, PAN J D, WANG J Q, et al. Microstructure and high-temperature tensile properties of HR3C heat-resistant steel after annealing at 650℃ [J]. Transactions of Materials and Heat Treatment, 2014, 35(2): 104-109.
[8] YANG B Q, CHEN G N, ZHANG K, et al. A mechanical model for the quantification of the effect of laser quenching on CTOD in steels [J]. Journal of Materials Processing Technology, 2009, 209(4): 2180-2185.
[9] ZHAO X H, WANG D P, HUO L X. Analysis of theS-Ncurves of welded joints enhanced by ultrasonic peening treatment [J]. Materials & Design, 2011, 32(1): 88-96.
[10] 杨松, 杨圆明. AP1000蒸汽发生器环焊缝局部热处理对U形管局部损伤的分析及预防[J]. 焊接学报, 2015, 36(6): 90-94.
YANG S, YANG Y M. U-tube local damage analysis and preventable method for AP1000 steam generator during local post weld heat treatment [J]. Transactions of the China Welding Institution, 2015, 36(6): 90-94.
[11] 邹德宁, 韩英, 李姣, 等. 热处理对2205双相不锈钢焊接接头力学性能的影响[J]. 机械工程学报, 2011, 47(2): 85-89.
ZOU D N, HAN Y, LI J, et al. Influence of heat treatment on mechanical properties of 2205 duplex stainless steel welds [J]. Journal of Mechanical Engineering, 2011, 47(2): 85-89.
[12] 郝亚鑫, 王文, 徐瑞琦,等. 焊后热处理对7A04铝合金水下搅拌摩擦焊接接头组织性能的影响[J]. 材料工程, 2016, 44(6): 70-75.
HAO Y X, WANG W, XU R Q, et al. Effects of post weld heat treatment on microstructures and mechanical properties of submerged friction stir welded 7A04 aluminum alloy [J]. Journal of Materials Engineering, 2016, 44(6): 70-75.
[13] 叶存冬, 孔德军. 激光热处理对X80管线钢焊接接头疲劳性能的影响[J]. 材料热处理学报, 2014, 35(10): 64-69.
YE C D, KONG D J. Effect of laser heat treatment on fatigue resistance of X80 pipeline steel welded joints [J]. Transactions of Materials and Heat Treatment, 2014, 35(10): 64-69.
[14] 裴峻峰,郭泽亮,殷舜时, 等. 激光热处理对1Cr13井口用钢抗硫化物应力腐蚀性能的影响[J]. 材料热处理学报, 2015, 36(5): 184-190.
PEI J F, GUO Z L, YIN S S, et al. Effects of laser heat treatment on sulfide stress corrosion resistance of 1Cr13 steel for wellhead equipment [J]. Transactions of Materials and Heat Treatment, 2015, 36(5): 184-190.
[15] 师东生. 激光热处理工艺对高速钢轧辊微观组织与硬度特性的影响[D]. 长春: 长春理工大学, 2014.
SHI D S. Effects of laser heat treatment on the microstructures and hardness characteristics of high speed steel rolls [D]. Changchun: Changchun University of Science and Technology, 2014.
[16] 彭胜, 彭其春, 范丹萍, 等. 耐候钢Q450NQR1拉伸试验断口分层原因分析[J]. 物理测试, 2014, 32(1): 36-39.
PENG S, PENG Q C, FAN D P, et al. Cause of layered fracture of weathering steel Q450NQR1 during tensile test [J]. Physics Examination and Testing, 2014, 32(1): 36-39.
[17] 刘会杰, 刘向前, 胡琰莹. 搅拌摩擦焊缝类型对接头拉伸性能及断裂特征的影响[J]. 机械工程学报, 2015, 51(22): 29-34.
LIU H J, LIU X Q, HU Y Y. Effects of weld characteristics on tensile properties and fracture morphologies of friction stir welded joints [J]. Journal of Mechanical Engineering, 2015, 51(22): 29-34.
[18] 吴永忠, 孔德军, 龙丹, 等. 激光冲击对X70管线钢焊缝盐雾腐蚀的影响[J]. 焊接学报, 2012, 33(12): 101-104.
WU Y Z, KONG D J, LONG D, et al. Effects of laser shock wave on salt spray corrosion of X70 pipeline steel welded lines [J]. Transactions of the China Welding Institution, 2012, 33(12): 101-104.
猜你喜欢
理化检验(物理分册)(2022年11期)2022-11-22
宁夏电力(2022年1期)2022-04-29
上海工程技术大学学报(2021年3期)2022-01-22
军民两用技术与产品(2021年8期)2021-11-24
齐鲁工业大学学报(2021年2期)2021-04-23
电焊机(2020年4期)2020-09-10
中国金属通报(2020年5期)2020-01-06
模具制造(2019年10期)2020-01-06
制造技术与机床(2019年4期)2019-04-04
金属加工(热加工)(2018年10期)2018-10-26
