
关于圆弧半径直接测量法的应用与研究
2018-03-06 02:17杜劭峰
新技术新工艺 2018年2期
岳 锋,杜劭峰,满 达,赵 晶
(内蒙古第一机械集团有限公司 工艺研究所,内蒙古 包头 014032)
在机械行业中,目前国内生产的圆弧零部件,尤其是<180°的圆弧工件,要测量圆弧半径,对于尺寸较小工件,需设计专用量具在平台上测量或间接测量,并计算得到圆弧的半径;对形状较大,不易设计量具的,只能采用坐标测量机实现。而设计专用量具费用投入大、周期长;采用间接测量法并计算圆弧半径,误差大且效率低,不能满足批生产需要;用坐标机测量,不能实现在线检测,不利于控制工序间产品质量。
针对上述问题研究设计一种直接测量圆弧半径的量具,来代替传统专用测量工具和间接测量计算法,以解决<180°的圆弧,特别是<30°的圆弧工件的半径直接测量的问题。
1 坐标测量机的特点
采用坐标测量机(如三坐标检测仪)测空间点的精度高,一般精确度达到0.003以上。但是在三点测圆弧半径时,是用每两点连线的中垂线相交来找中心点位置,并计算圆弧半径,当三点中心角越小,尤其是<30°时,各点的精度对2条中垂线相交的中心点位置影响就越大;另外,利用三坐标检测仪测圆弧半径,是用数学方法通过计算产生的,圆弧半径一般基于空间几何尺寸运算得到,存在较大测量误差。
2 圆弧半径测量误差分析


图1 不同圆心角时半径对测点的敏感系数

图3 不同圆心角时y坐标对测点的敏感系数
从图1~图3分析可知,当圆心角α<30°时,圆弧半径及其中心位置对取点的敏感系数急剧增大,相应的标准偏差也无限变大。假设半径和中心位置的偏差系数约为100时,三坐标的取点误差为0.002,可计算出圆心位置和半径值扩大100倍,即0.002×100=0.2,显然不能满足精度较高产品的要求。所以,对圆心角<180°,特别是<30°的圆弧的半径进行测量时,一定要控制取点位置,将取点的圆心角控制在>105°,以减少测量误差。
3 设计圆弧半径测量尺
根据几何原理[2],研究设计了圆弧半径测量尺(专利号为ZL2014 2 0312792.1)。该测量尺可用于直接检测圆弧(含整圆)的半径,特别是对<180°圆弧的半径。其测量原理如图4所示,结构图如图5所示。
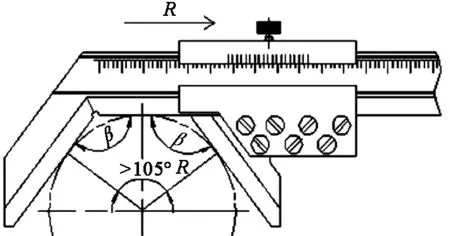
图4 圆弧半径测量尺原理

图5 圆弧半径测量尺的结构
该圆弧半径测量尺由主尺、副尺和校尺标件组成,其特征是:主尺有供副尺滑动的导轨,主尺和副尺有与被测圆弧接触的量爪和基面,量爪和基面制成定值夹角β,确保取点的中心角>105°,在主尺和副尺体上标有对应的刻度线,副尺相对于主尺移动的距离即为圆弧半径的测量值R[3]。
副尺相对于主尺用螺钉和限位板径向固定,用压紧旋钮和弹性压条实现滑动的精确定位。
4 结语
采用圆弧半径测量尺直接测量的方法适用于机械加工行业,满足了圆弧工件半径的直接测量要求[4],对<180°的圆弧,特别是<30°的圆弧的半径可直接精确测量,测量范围为5~1 500 mm(可制成不同规格),测量精度达0.02 mm以上。采用该方法测量,操作简单、方便,测量数据准确,可靠性高,检测成本低,节约了测量时间,较三坐标测量提高检测效率5倍以上;同时可实现在线检测、工序间检测,有利于加强过程质量控制。
[1] 海克斯康测量技术公司. 实用坐标测量技术[M]. 北京:化学工业出版社,2008.
[2] 王先逵. 机械制造工艺学[M]. 北京:机械工业出版社,2006.
[3] 徐学林. 互换性与测量技术基础[M]. 长沙:湖南大学出版社,2007.
[4] 陈宏钧. 实用机械加工工艺手册[M]. 北京:机械工业出版社,2009.
猜你喜欢
科学与生活(2022年2期)2022-03-27
内燃机与配件(2022年2期)2022-01-17
小学生学习指导(高年级)(2021年11期)2021-11-30
物流技术与应用(2020年3期)2020-03-27
制造技术与机床(2019年8期)2019-09-03
制造技术与机床(2019年6期)2019-06-25
科技视界(2018年8期)2018-06-08
新商务周刊(2017年6期)2017-12-27
农机使用与维修(2017年11期)2017-11-21
中国设备工程(2017年10期)2017-01-20
