
多产汽油的催化裂化催化剂LPC-70的工业应用
2018-09-10 12:00武兆东熊晓云马明亮高万山
石油炼制与化工 2018年9期
武兆东,熊晓云,马明亮,高万山
(1.中国石油兰州石化分公司,兰州 730060;2.兰州大学化学化工学院,3.中国石油兰州化工研究中心)
随着我国燃油结构的变化,柴油消费量自2013年首次出现负增长[1],且供大于求的局面愈加明显,而我国的汽车保有量仍在快速增长,汽油的需求量不断上升[2]。而国内的炼油厂柴汽比普遍偏高,已无法满足消费市场对柴汽比的需求。通过开发新工艺、新催化剂、优化生产方案等方式来降低柴汽比,成为炼化企业实现优效发展的必经之路。催化裂化装置是重油轻质化的核心装置,我国约有70%汽油来自催化裂化装置[3],提高催化裂化装置的汽油收率,降低柴油收率,对降低炼油厂的柴汽比有较大贡献。
1 新型多产汽油剂LPC-70的特点
催化裂化反应属于平行-顺序反应,重油大分子首先裂化为次级分子,次级分子再进一步裂化为小分子,即重质石油馏分→中间馏分→汽油→气体。要增加汽油收率首先要提高重质石油馏分的裂化程度,而重油大分子的裂化主要发生在催化剂载体上,其直径在1~6 nm,由于扩散限制,载体的理想孔径为重油分子直径的6~10倍,对应的孔径范围为6~60 nm。然而,传统的催化裂化催化剂载体孔径小于5 nm,为强化重油转化应改善催化裂化载体的孔结构[4]。多产汽油还应减少汽油分子向液化气、干气的进一步转化,催化剂应具有良好的扩散性能,这同样需要催化剂具有丰富的中大孔结构。而从催化裂化的反应类型来看,催化裂化反应主要有两种反应机理,分别为正碳离子机理和自由基机理。正碳离子反应的汽油及焦炭选择性好,而自由基反应易产生焦炭及干气[5]。一般来说,催化裂化正碳离子反应主要发生在B酸中心,中国石油兰州化工研究中心开发了新一代的催化裂化基质材料富B酸型多级孔材料APM-7,该材料孔体积大于1.0 cm3g,最可几孔径大于40 nm,BL酸量比大于1.5,与传统基质材料对比,该材料具有更高的重油转化能力及汽油选择性。
2 工业试验过程及标定
工业试验前装置使用中国石油兰州化工研究中心研发的LDO-70催化剂,空白标定期间催化剂平均单耗为1.65 kgt。LPC-70催化剂的工业试验于2017年4月24日开始在兰州石化炼油厂3.0 M ta重油催化裂化装置上进行,分别在2017年4月19—21日、6月5—7日、7月18—20日进行LPC-70催化剂工业试验空白标定、藏量达50%的中期标定(50%标定)和藏量达80%的末期标定(80%标定)。标定期间控制平衡剂活性在66%~69%之间,主要操作参数如加工量、反应温度、再生温度、剂油比等基本维持不变。工业试验期间催化剂单耗为1.45 kgt,日平均加注量为12.71 t。与空白标定相比,催化剂单耗下降0.20 kgt。
3 结果与讨论
3.1 原料油的性质

表1 原料油性质
3.2 主要操作参数
标定期间的主要操作参数见表2。从表2可以看出,与空白标定相比,50%标定、80%标定时,平均处理量及主要操作参数变化不大。
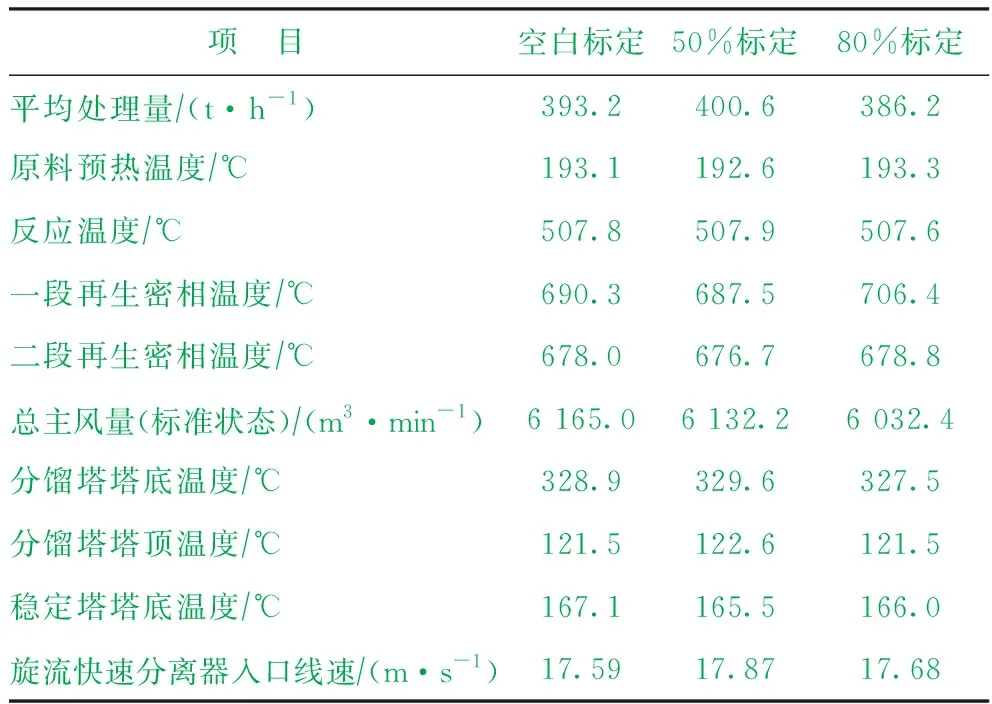
表2 主要操作参数
3.3 催化剂的性质
表3为新鲜催化剂LPC-70和LDO-70的主要性质对比。由表3可以看出:与对比剂LDO-70相比,LPC-70催化剂的孔体积增大了0.05 mLg,至0.41 mLg,大的孔体积可提高重油大分子与催化剂活性中心的可接近性,有利于提高重油转化能力[6];两种催化剂的稀土含量相近;LPC-70与LDO-70相比,比表面积有所下降,从257 m2g下降到237 m2g,但催化剂微反活性(800 ℃、17 h老化)从64%升高到68%。

表3 催化剂的主要性质对比
平衡剂的理化性质见表4。从表4可以看出:50%标定、80%标定时平衡剂的比表面积和孔体积均高于空白标定时,而新鲜催化剂LPC-70的比表面积低于新鲜催化剂LDO-70,说明LPC-70催化剂具有更高的比表面积保留率;80%标定时平衡剂的微反活性为69%,高于空白标定的66%,这与新鲜催化剂LPC-70微反活性高有关。但值得注意的是,工业标定期间LPC-70催化剂的平均剂耗比空白标定时低0.2 kgt,低的剂耗降低了重金属的置换速率,不利于降低平衡剂上重金属含量,同时,工业标定期间原料中Fe,V,Ca含量均有不同程度升高,但从平衡剂中重金属含量来看,与空白标定相比,仅V和Ca含量略有升高,而原料中大幅升高的Fe含量,在平衡剂上反而出现了下降,这可能与LPC-70催化剂大的孔体积有关,大的孔体积有利于减少Fe在催化剂上的沉积,提高催化剂的抗Fe性能。
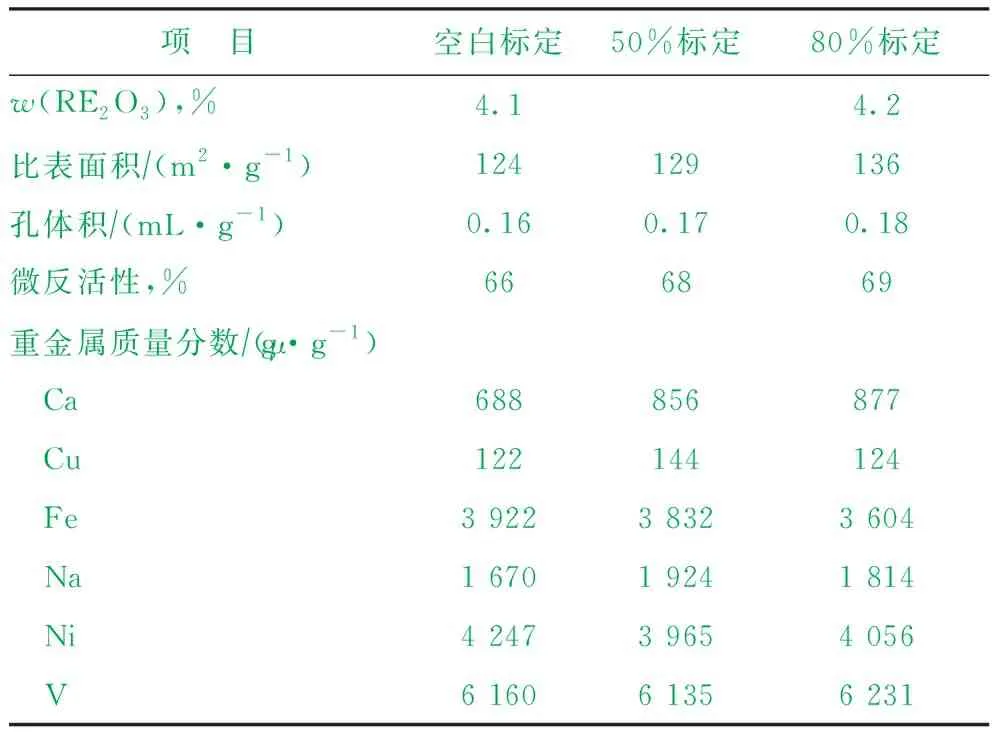
表4 平衡剂性质
3.4 产品分布
工业标定期间产品分布见表5。由表5可知:80%标定与空白标定相比,在原料性质劣质化和催化剂单耗有所下降的情况下,油浆收率仍下降0.71百分点,总转化率升高3.48百分点,表明该催化剂具有较好的抗重金属能力和重油转化能力;液化气收率升高0.36百分点,汽油收率升高2.53百分点,柴油收率下降2.77百分点,总液体收率基本持平,焦炭产率升高0.55百分点,柴汽质量比由0.4降至0.39。50%标定与80%标定结果的规律相近,但由于50%标定期间原料掺渣率增幅较多,导致焦炭产率较高,总液体收率有所下降。

表5 标定期间产品分布
产品收率的变化主要受到催化剂的影响。与LDO-70相比,LPC-70最主要的调整是引入了新开发的富B酸型多级孔基质材料APM-7。采用该材料制备的催化剂可改善重油大分子与活性中心的可接近性,强化重油转化,同时其富B酸的特点,增加了基质裂化的汽油选择性。装置焦炭产率的增加与转化率增加、汽油收率增加有关,催化裂化反应是碳、氢再平衡过程[7],一般而言,液化气、汽油中氢含量大于柴油中氢含量,当液化气、汽油产量增加时,需要生成更多具有更低氢含量的焦炭以实现氢平衡。
3.5 汽油和液化气性质
为了研究汽油组成的变化,对空白标定、50%和80%标定期间的汽油产品进行多点采样,采用单柱色谱分析法分析其族组成,结果见表6。由表6可知,应用LPC-70催化剂后,汽油烯烃含量略有下降,但变化幅度不大,汽油辛烷值也基本与空白标定持平。
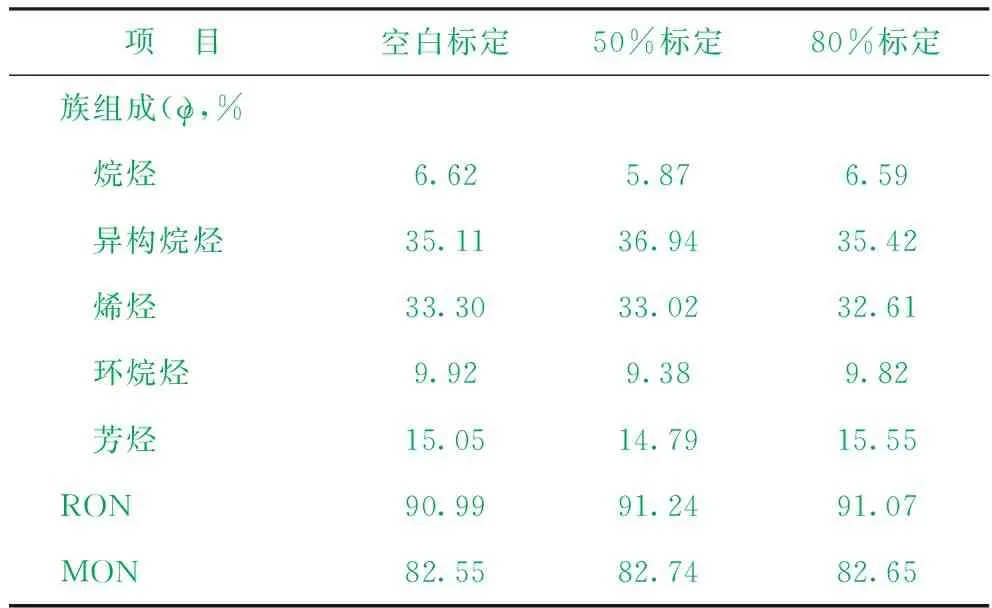
表6 汽油族组成及辛烷值
标定期间的液化气组成见表7。由表7可知,与空白标定相比,50%标定、80%标定期间液化气中C4含量下降,C3含量增加,尤其是80%标定时丙烯体积分数从37.29%增加到43.39%,增加了6.10百分点。丙烯含量增加的原因仍有待进一步研究,笔者初步认为原因有两方面:其一是引入APM-7后在基质中引入了B酸中心,相对于常规催化剂仅含L酸中心的基质,强化了正碳离子反应,也具有更高的丙烯选择性;其二是催化剂孔体积增加,有利于丙烯分子的快速扩散,降低其发生氢转移、聚合等二次反应的几率,减少了丙烯的消耗,丙烯选择性相应增加[8]。

表7 液化气组成 φ,%
4 结 论
针对炼油厂降低柴汽比需求,通过引入新型富B酸多级孔基质材料APM-7开发了催化裂化催化剂LPC-70,该催化剂重油转化能力强、汽油收率高、液化气中丙烯浓度高。LPC-70在兰州石化3.0 Mta重油催化裂化装置工业应用的结果表明:与空白标定相比,在原料劣质化和催化剂单耗降低0.2 kgt的条件下,油浆产率下降0.71百分点,液化气收率增加0.36百分点,汽油收率增加2.53百分点,柴油收率下降2.77百分点,柴汽质量比由0.46下降至0.39,同时液化气中丙烯体积分数提高6.10百分点。
猜你喜欢
电子乐园·下旬刊(2022年5期)2022-05-13
能源化工(2021年6期)2021-12-30
能源工程(2021年1期)2021-04-13
中国化肥信息(2020年12期)2020-07-22
船舶标准化工程师(2020年1期)2020-06-12
石油石化绿色低碳(2019年6期)2019-01-14
石油石化绿色低碳(2019年6期)2019-01-14
石油石化绿色低碳(2019年6期)2019-01-14
能源(2018年8期)2018-09-21
当代化工研究(2016年7期)2016-03-20
