
工业离心式风机振动原因及处理措施探讨
2018-11-20 08:17黄宾
装备制造技术 2018年9期
黄 宾
(广西鹿寨县科力建设工程监理有限责任公司,广西 鹿寨545600)
工业生产中的风机特别是离心式风机应用很广泛,在一些生产装置中甚至属关键设备。风机的安全、可靠运行是实现稳定高效生产的重要保证。但由于种种原因,造成风机超过允许范围的振动的现象并不少见,严重的剧烈振动会造成风机本体及其关联设备破坏的设备事故,甚至还会造成人身安全事故。因此,必须高度重视风机的维护检查工作。企业的设备技术人员及其操作人员和维修人员在工作中必须对风机的运行状况进行监测、巡查,及时发现故障隐患并及时排除,防患于未然。本文研究的目的在于针对工业生产中常用的离心式风机运行中易于发生的振动现象进行研究和可采取的处理措施,应该能对生产一线中从事此类设备管理和维修的人员提供借鉴意义。
1 风机振动的原因
离心式风机绝大多是由电动机驱动工作的,其结构图如图1所示[1],主要由叶轮、蜗壳、轴和轴承座及一些控制附件组成,属动设备。动设备完全不振动是不可能的,只是振动的允许范围不同而已。一般来讲,大型高速风机轴承采用轴瓦,润滑采用润滑油强制喷射润滑,高速旋转的主轴悬浮于油膜上,正常工况时振动很低。中小型的中低速风机轴承采用滚动轴承,常采用润滑脂润滑或润滑油浸泡飞溅润滑,正常工况时振动稍大。振动无论大小,只要符合相关技术要求即可,但是异常的、超标的振动必须及时处理,否则振动会恶化,最后造成事故和经济损失。经过多年的工作实践和总结,作者认为此类风机产生异常振动的主要原因有:基础因素、安装精度不达标、风机叶轮不平衡、管道共振等。有时,振动是多个原因共同作用的,在实际工作中,应认真综合分析,才能找到解决问题的办法。

图1 风机组成
下面,作者就上文所列的振动因素及其处理措施进行分析和探讨。
1.1 基础因素及其检查处理措施
风机基础因素如基础设计、施工不规范等造成风机振动往往被忽视。其实,基础因素造成风机振动故障的事例并不少见,且其危害性很大。作为工程技术人员,首先要了解风机基础的作用。风机基础的作用有三个方面:
一是,根据生产工艺条件和设备安装要求将风机牢固地固定在一定位置上;
二是,承受风机的全部重力以及工作时由于作用力产生的载荷,并将载荷均匀地传布到地基;
三是,吸收和隔离因旋转动力作用产生的振动,防止发生共振。
因此,当风机产生振动故障现象时,首先必须从基础查找原因。基础因素主要是:
(1)混凝土基座结构设计有缺陷,基座强度和刚度不够;
(2)基础地质差,风机运行一段时间后,造成基础沉降或松动;
(3)混凝土基座材料不合格,浇筑不符合规范要求;
(4)地脚螺栓及垫铁的安装不当。实际中,常采用二次灌浆的方法将地脚螺栓进行固定定位,其施工、安装应严格执行规范要求,以确保质量。
根据上述分析,基础因素引起风机振动的表征主要有:基础周围地坪有明显振动;基础与地坪或二次灌浆产生的结合面存在明显裂缝,垫铁或地脚螺栓松动,应注意,此类振动往往比较剧烈,严重时发生地脚螺栓断裂,轴承座螺栓孔崩裂,直接造成轴承座报废;基础产生不均匀沉降,产生基座倾斜。
处理措施:一是验算基础的质量是否符合要求,对于风机等旋转式设备,由于回转而产生的惯性力作用在基础上,为确保安全运行,则基础质量应等于10倍的风机机组质量[2],不符合要求应采用加固加重措施;二是有松动的二次灌浆地脚螺栓应破除拔出,孔壁凿毛后重新浇筑混凝土固定地脚螺栓。二次灌浆应保湿养护7天以上,混凝土强度达到设计强度后才能进行下一步的安装。二次灌浆的混凝土强度可提高一级,固定效果更佳。
广西鹿化公司复合肥厂一车间冷却风机至2016年止已运行近8年,振动一直偏大,已困扰生产多年。即使是更新了叶轮总成,并在联轴器对中性符合允差的情况下,运行时前后两轴承位壳振实测振动速度有效值分别达到了3.0 mm/s和3.6 mm/s左右,这是属于“可容忍”的范围,但不宜长期运行工作。经我设备人员分析,认为振动大的原因有:一是混凝土基础过于单薄,重量不足,且运行时基础周围地板有明显的颤动;二是预埋地脚螺栓有松动迹象。经上级研究,决定趁当年大修时间充足的机会,对上述存在问题全面整改,破除旧基础后,按本文前述处理措施重新设计、施工新的混凝土基础和预埋地脚螺栓。开机正常生产后,该风机轴承位壳振实测振动速度有效值分别降到了0.45 mm/s和0.52 mm/s,属“良好”级别。
1.2 安装精度不达标及其检查处理措施
安装精度主要是指风机轴与驱动电机轴的同心度,即对中性。由表1可知[3],离心式风机联轴器的同心度要求很高。如果联轴器没有找正,或是找正达不到要求,引起风机振动将不可避免。应注意的是,即使原来同心度已经符合要求了,但是风机运行一段时间后,由于各种原因,同心度会也会发生变化,所以应注意定期检查同心度,如发现同心度超过允许偏差了,要立即重新找正。因此,当风机发生异常的振动故障时,检查联轴器的对中情况是必不可少的。
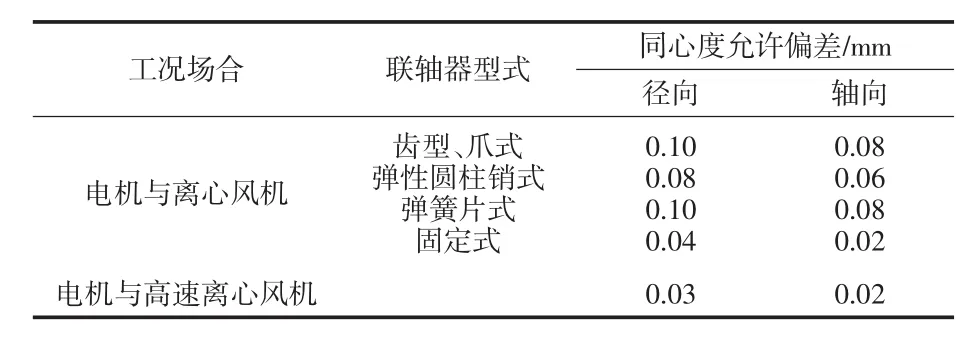
表1 电机与离心式风机联轴器的同心度允许偏差值(mm)
处理措施就是联轴器的重新找正,确保同心度在偏差允许值内。联轴器对中找正应注意的是:
一是,应以风机的联轴器为基准,测定和调整电机来保证电机与风机两轴线同轴;
二是,电机的四个地脚螺栓必须对角均匀紧固后才能读数;
三是,盘动联轴器时转向应与风机运转方向一致。
调整的顺序应是;首先,使两联轴器轴线平行,即先保证轴向百分表的四个读数相差值符合本文表1的允许值;其次,使两联轴器轴线同高,即先调整左右径向偏差,最后调整上下高差,直至符合本文表1的允许值。在实际工作中,常用的打表工具——磁性表座虽然使用简便,但却存在着刚性不足和适用条件受限的不良情况。对于重要和安装要求高的风机,有必要设计和制作一个专用表架配合百分表进行测量。此专用表架样式如图2所示,主要由抱箍、角钢表架等组成。
作为技术员,受单位委派支援广西鹿化公司硫酸厂的停机检修任务,主要是U102除尘风机振动偏大需重新校正联轴器对中。现场检修人员反映,在打表过程中,径向百分表下方读数不时出现异常情况:电机垫高已经很明显,但读数却不变或变小(当时百分表探头打在风机端半联轴器上,此情况下,如电机垫高,径向百分表在下方读数应增大)。异常读数的出现,严重干扰了检修正常进行。凭多年经验并仔细观察后发现,当联轴器转到最下方时,百分表探头已脱离半联器近0.5 mm,即此时百分表探头已不起作用,百分表出现假读数。产生的原因是此次打表所用的磁性表座固定百分表的方式刚性和可靠性欠佳,当联轴器转到最下方时,由于磁性表座、连接杆、紧固件和百分表的自重,造成百分表下坠,探头脱离测点,结果就是产生上文所述的异常读数。当检修人员按作者建议制作如本文图2样式的表架后,在检修过程中,不再出现异常读数,检修任务按时圆满完成。

图2 自制专用表架测联轴器同心度
1.3 风机转子不平衡和检查处理措施
造成风机转子不平衡的原因主要有:叶轮出现不均匀的磨损或腐蚀;叶轮表面存在不均匀的积灰或附着物;叶片连接处存在裂纹或叶轮与轮毂、轮毂与轴颈的连接配合松动等。用测振仪测得数据,如果显示振动值径向较大而轴向较小或者振动值随转速上升而增大,都是转子不平衡引起振动的特征。预防处理措施主要有:
一是,根据风机的运行工况,在进风机前工序上采取除尘措施,控制减少进入风机的粉尘等含量;
二是,定期清理风机叶轮,顺便仔细检查叶轮是否存在裂缝以及叶轮与主轴的配合情况。一般来说,转子不平衡引起的振动都是叶轮表面存在不均匀的积灰或附着物产生的。对于难于清洗的叶轮转子可采用化学法清洗,如硫酸生产中二硫化硫主风机叶轮,可采用氢氧化钙稀水,再用高压喷射机喷射清洗叶轮,速度快效果佳。
1.4 管道共振和检查处理措施
风机的进出口管段风速很高,高速穿行的风会扰动管道,使管道发生共振。一般情况下,风机进出口管是靠法兰和叶轮壳体刚性连接的,管道的振动必然传到壳体上,而壳体通常和轴承座相连,壳体振动又引起轴承座振动,最终导致致整台风机发生振动。此类振动的预防处理措施为:
(1)检查风机壳体,如壳体存在裂纹的或磨损及其腐蚀严重的,应加固或整体更换;
(2)在振动比较明显的管段上加装管道减震器,使管道与风机壳体呈柔性连接,减小或缓冲振动。常用的管道减震器,如KTX可曲绕橡胶接头,即管道减震器,一般安装于靠近风机出口端,减震效果比较明显。另外,有些管道补偿器如填料式补偿器、波形补偿器也可以起到减震作用;
(3)在条件允许下可优化出口管道,一般来说,弯头处更容易发生扰动管道而造成振动的现象,所以风机出口段宜有不小于5 m的直段,以减少出口阻力损失,达到顺畅输送介质的目的;
(4)进口调节阀宜优先选用叶片阀,它在工作时能实现管道内输送介质的均匀分布,防止产生剧烈涡流而发生振动。
2 结束语
上文阐述的引起风机振动的因素只是本人原所在企业常见的,当然不排除其他类型的风机会有其他的因素。在实际工作中,不能孤立、片面地把振动的原因归结于某一项因素,也有可能是这四种因素共同作用的结果。因此,在分析风机振动故障时,应该根据振动特征具体分析,事实求是地综合考虑,只有这样,才能准确、快捷地找出振动原因,消除振动故障。
猜你喜欢
潍坊学院学报(2021年2期)2021-07-22
上海大中型电机(2020年1期)2020-03-27
兵器装备工程学报(2019年3期)2019-04-11
中国公路(2017年19期)2018-01-23
中国科技纵横(2017年22期)2018-01-04
中国公路(2017年15期)2017-10-16
中国公路(2017年9期)2017-07-25
中国公路(2017年7期)2017-07-24
职业·下旬(2016年11期)2017-02-21
职业·下旬(2016年11期)2017-02-21
