
焊锡膏印刷工艺新技术研究
2019-01-15 12:18李霄
现代工业经济和信息化 2018年17期
李 霄
(四川九洲电器集团有限责任公司,四川 绵阳 621000)
引言
为了适应军用电子产品短、小、轻、薄化的发展趋势,印制板密度越来高,片式元件0603、0402、0201、QFP、BGA、CSP等元件使用愈来愈广泛,传统工艺采用的局部回流焊(主要是FPGA、BGA器件)+手工焊接(其他器件)工艺路线已不能完全适应高可靠性电子产品的质量要求。目前,大部分的电子产品印制板主要采用全板SMT工艺进行组装。在SMT生产过程中,焊锡膏印刷是一个非常重要的过程,印刷时所使用的模板是影响印刷效果的关键工艺设备,有关模板的设计、材料选择、制造工艺以及发展动向历来都被广大SMT工作者所关注。本文将就整个焊膏印刷新的焊膏印刷技术以及焊膏印刷后的检测等进行综合介绍。
1 新型焊膏模板与焊膏印刷技术
1.1 封闭式印刷
在传统的焊锡膏印刷工艺中,锡膏松散地淌在钢板上,靠刮刀推动而进入钢板窗口,由于网板上的焊膏黏度不是相对稳定,因而采用这种办法一般容易造成工艺波动。在进行印刷的过程当中,焊膏呈现越来越差的印刷适应性,这主要是因为金属焊料球裸露在空气中会发生氧化,而焊膏中参杂的低沸点溶剂会慢慢挥发。甚至,在实际操作工程当中,部分印刷机的操作人员通过放置超量焊膏在网板上而达到节省时间的目的,但是这样操作极易使焊膏性能下降,浪费焊膏。焊膏的性能变化主要有两点影响:一是会影响到印刷过程当中的工艺参数,二是容易引起印刷的缺陷,主要表现在由于网板开口无法完全填满而造成的焊盘印膏缺失,同时也有网板、摄像头以及支撑物上沾有过多焊膏的现象出现,这是一种对焊膏的浪费[1]。
而今传统的挂印技术被焊膏分配技术所取代,这种技术被叫做封闭式焊膏印刷技术。封闭挤压式印刷头中的焊膏被装在密封的印刷头中,只有在开孔处焊锡膏才与网板接触。这一技术从根本上消除了影响焊膏印刷的最大变量因素,使用过程中无需考虑印刷时间歇或机器工作时间等情况,从而得到满意的印刷效果。在相同的生产环境参数条件下,封闭式印刷技术相较与传统刮印技术有较大的优势,详见表1所示。

表1 传统刮印技术与封闭式印刷技术比较
目前市面上比较常见的封闭式印刷头(见下页图1)有:DEK公司推出的捷流(ProFlow)封闭挤压式印刷头,如图1-1所示;MPM公司推出的Rheopump封闭挤压式印刷头,如图1-2所示。
封闭式印刷头和传统刮刀相比,差别很大。封闭式印刷头能够充分保证印刷时焊膏能够吸收水分或接触空气。不仅如此,由于转印头当中添置了集成式温控器。因而当一些焊膏对温度范围要求比较特殊时,ITC(集成式温控器)能够保证温度控制在所需范围之内,从而提高印刷质量。

图1 封闭挤压式印刷头
1.2 焊膏喷印
焊膏喷印技术是SMT设备领域中最具革命性的新技术,它一改传统的丝网印刷模式,而是使用了与以往不同的喷射方式,实现了焊锡膏的高速涂覆。这种技术根据PCB的设计,通过喷印头结构,将焊膏管中的焊膏以极微小的点喷射到PCB的焊盘位置上。焊膏自动喷印机由瑞典MYDATA公司于2007年开发成功,如图2所示MY500型焊膏自动喷印机的外形和其中一个喷印头。

图2 MY500型焊膏自动喷印机和其中一个喷印头
与普通喷墨打印机一样,MY500焊膏喷印系统分为三部分:喷印机本身、离线编程软件以及喷印头和焊膏盒,其工作的原理如图3所示,焊膏通过一个螺旋杆进入到一个密封的压力舱内,然后由一个压杆压出,通过特殊的喷嘴喷射到PCB焊盘上。

图3 焊膏喷印工作原理图
该系统具有以下几点优点:焊膏盒更换方便,就如同喷墨打印机更换墨盒一样容易;焊膏装在密封容器内,几乎没有损耗,实际用量非常节省;采用Aegis公司的Circuitcam离线数据准备软件,可以直接从多种格式CAD文件中转化并生成喷印程序,编程效率大幅度提升,因为采用软件控制,可根据需要随时调整焊膏量,也可以控制每个元件或个别焊盘的焊膏量;对清洗剂、钢板清洗机、擦拭纸、焊膏模板、储放空间以及锡膏搅拌机等没有要求,在机种多样及试产任务繁重的压力下,焊膏喷印系统能帮助节约焊膏印刷环节印刷模板的制造成本,还能减少对环境造成污染;操作平台相对简单,对空间要求不大,具有相对较低的设备维护成本。同时为防止无用焊锡膏,可以选配条形码器。
一般而言,传统的模板印刷设计时倾向于根据重要的元件需要来确定焊膏模板的厚度;同时有必要保证PCB板上每一个焊盘都充分淀积焊膏,以避免焊料不足或开路等问题;也就是说采用模板加工方式,印制板上淀积的焊膏量必然多于其必需的量。而采用焊膏喷印技术可以对加工的每一个焊盘进行个性化淀积量设定,每一个元件上的焊膏印刷都会优化,而不需要再去印刷超过必需量的焊膏。有研究表明,对于同一块印制板,焊膏喷印技术所使用的焊膏量仅为模板印刷所需焊膏量的65%。
2 焊膏检测技术
焊膏印刷是一个工艺性很强的过程,其涉及到的工艺参数非常多,每个参数调整不当都会对后续贴装质量、回流质量、乃至于对产品的最终质量造成非常大的影响。这也就决定了印刷检测技术至关重要,整版自动在线检测技术是当下最新的焊膏检测技术。
整版自动检测技术,主要是通过激光束逐行扫描SMT当中的整块PCB对各个焊盘焊膏所印刷的测量数据进行收集,然后比较系统预置的合格极限值和实际的测量值。整版自动检测设备能够对不同种类的印记进行测试,这当中也包含了偶然的缺陷。偶然缺陷如由于模板的开口堵塞而产生的焊膏漏印现象,以及能够显示一些如焊膏偏移、隆起、凹陷、坍塌、拉尖以及印刷模糊等缺陷问题。同时,这类设备报错功能详细,能够指明相应的缺陷名称、缺陷所处的位置以及缺陷存在的危害程度,不仅如此,设备还能对PCB上的全部焊膏印刷信息进行收集。整版自动在线检测设备十分适用于一些潜在成本相对较高的缺陷上面,如在军工、医疗、航天航空以及汽车等方面的PCB往往需要100%检测,以满足高可靠性的要求。SPI(焊膏检测系统)以及AOI(自动光学检测系统)是当下较为普遍的用来实现焊膏印刷当中整版自动在线检测的检测设备[2]。
2.1 自动光学检测
AOI(自动光学检测系统)能够减小相应的劳动强度,增加判断的准确性以及客观性。设备采用了高速的图像处理和识别技术以及计算机技术,从而具备了高速化、自动化以及分辨率高的检测特点。这也能够减少相应的专用夹具,实时提供给生产系统相应的检测信息。SMT生产线当中,贴片、焊膏印刷以及回流这三个工序会较为频繁地用到自动光学检测。对于焊膏印刷进行检测的原理是:确定焊膏已经固化后,通过2-D系统、多照明角度以及多级摄像工艺技术,对焊接掩膜、PCB以及焊膏外观颜色的改变进行快速、精确、灵敏的捕捉,并比较检测数据与标准样板,以此来判断印刷质量能否满足最初需求。通过自动光学检测对印刷过程当中出现的缺陷及时发现及时弥补,从而降低焊接缺陷产生的概率。
2.2 焊膏检测系统(SPI)
标准的2D检测适用于一些相对较大的元器件和焊盘,主要是由于元器件或焊盘较大时,具有相对稳定的工艺,因为对焊膏厚度的要求不需要太过精确。但是自动光学检测系统并不适用于所有情况,当元器件关联到01005、CSP、0201、细间距技术等时,普通的自动光学系统是难以满足相应的质量要求的。越小的元器件就会对应越小的模板窗口的尺寸,同时也与模板厚度相关联。这就使得任何微小的变化都有可能成为印刷缺陷的原因。与此同时,对于具有很多引脚的元器件,其各引脚间的共面差与引脚虽对用的焊盘上的焊膏厚度的关系就显得尤为重要。如果二者关系处理不好,很可能就会使焊点无法达到可靠性的要求,或者出现开路的现象。因而,需要提供更为精确的3D检测。
SPI,即焊膏检测系统,是基于自动光学检测系统而形成的,同样是近些年发展态势良好的检测技术。焊膏检测系统主要包括结构光栅测量技术和激光三角测量技术两种,其中,结构光栅测量技术主要基于相位调制轮廓测量技术。焊膏检测系统测量较为全面,能够做到针对高度、面积、体积、形状、桥接等的全自动检测。微米级检测精度的相位轮廓调制测量技术现在已经逐步代替激光扫描的检测方式成为主流。焊膏检测系统具备两个最基本的功能[3]:对印刷质量缺陷能够做到及时发现。焊膏检测系统能够直观及时地反应出焊膏的印刷情况,以辅助使用者及时发现问题,解决问题;对品质变化的趋势进行把握。焊膏检测系统通过焊点检测而反应品质趋势变化。趋势变化的造成原因往往有一种或一种往上的潜在因素,因而,通过趋势变化,可以对潜在因素进行分析。
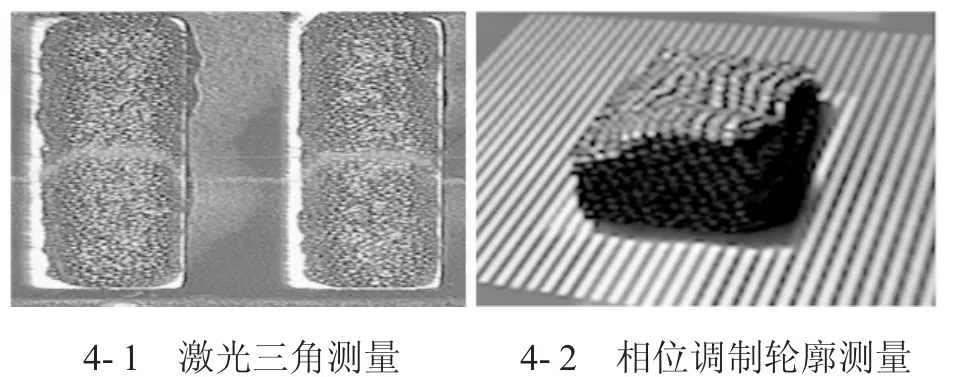
图4 焊膏印刷质量SPI检测图像
焊膏检测系统通过此种办法找出相应的潜在因素,诸如人为因素、焊膏变化因素以及印刷机的调控参数等。从而对相应问题及时调整,遏制不良趋势。图4所示为焊膏印刷质量焊膏检测系统的图像。
3 结语
近年来,用户对于电子设备的可靠性要求越来越高,生产厂家对于印制板组装的质量也越来越重视,然而,作为SMT工艺工作者,不能仅仅将注意力聚焦在回流之后,应该对整个SMT生产环节进行监控,将影响焊接质量的各种缺陷控制在各前工序。本文介绍的都是焊膏印刷领域中近几年新出现的一些典型技术,只有不断学习先进的工艺控制思想,引进更为先进的工艺设备,才能持续提升SMT工艺水平,才能使产品的实物质量迈上新台阶。
猜你喜欢
建材发展导向(2022年23期)2022-12-22
建材发展导向(2022年12期)2022-08-19
印刷工业(2020年4期)2020-10-27
印刷工业(2020年4期)2020-10-27
学生天地(2020年5期)2020-08-25
印刷工业(2020年5期)2020-03-29
儿童故事画报·自然探秘(2017年1期)2017-06-12
小天使·一年级语数英综合(2017年3期)2017-04-25
莫愁(2017年9期)2017-04-07
汽车博览(2016年9期)2016-10-18
