
盘拉TP2铜管坯的“划伤”缺陷研究
2019-07-05 07:33徐华敏曾延琦
铜业工程 2019年3期
徐华敏,吴 礼,曾延琦
(1.江西铜业加工事业部,江西 南昌 330096;2. 江西铜业技术研究院有限公司,江西 南昌 330096)
1 引言
TP2铜管广泛应用于空调等制冷行业的蒸发器、冷凝器、连接管件[1-3],是空调的主要部件之一,质量好坏直接影响空调的使用质量、使用寿命。盘拉是内螺纹和光面铜盘管生产过程中的主要工序之一,生产是否顺行决定整个生产的稳定,盘拉生产过程中常见的产品缺陷主要包括尺寸不符、划伤、机械性能不良[4]。
“划伤”是连铸连轧法生产TP2铜管盘拉工序过程中的一种常见的产品缺陷,也是无法完全杜绝的一种缺陷,一直困扰铜管生产企业。“划伤”缺陷不仅仅影响了盘拉工序的产量、质量,对后工序也会造成不同程度的影响。根据铜管生产特点,越到后工序,铜管的管径越细,在盘拉工序产生的“划伤”逐渐变小、变长,轻微的“划伤”缺陷在成型工序减径拉伸过程中可以逐渐消除,但是严重的“划伤”缺陷在后道工序无法消除,在检验、精整涡流探伤可探出表面“划伤”缺陷,从而产生产品报废,若未探出或漏探时流转到两器生产流程中,会导致扩口开裂或内漏,给生产的正常运行带来严重的影响。因此,分析和控制盘拉“划伤”对于提升铜盘管的产品质量具有十分重要的意义。
2 “划伤”的特征分析
2.1 “划伤”形貌分析
连铸连轧法生产TP2圆盘精密铜管的主要生产流程为水平连铸→铣面→轧制→联拉→盘拉,根据产品的类别分别进入在线退火、内螺纹成型或直接水平缠绕、成品退火等,盘拉是TP2精密铜管生产的主要工序,也是承前启后的关键工序,成品的产量、质量均与之紧密相连。
由于盘拉工序属于多道次拉伸,依不同的盘拉铜管坯的尺寸,往往在盘拉工序要经过5道次甚至7道次不等的圆盘拉伸,但是每道次拉伸的原理均一样,如图1所示,均是根据需要拉拔的铜管外径、壁厚选择适当的外模和芯头,铜管坯的内外均分别通过内膜油和外膜油在内外摸的作用下实现减径减壁的目的。
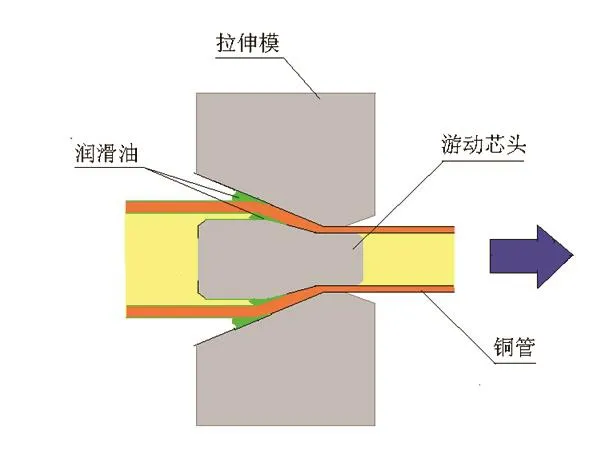
图1 盘拉拉伸示意图
盘拉TP2铜管坯在生产过程中,处于与芯头、外模接触性工作外,还与模具箱、导轮、卷筒等相接触加工,因表面磨损、润滑不良或工艺不当均可能产生表面划伤,通过对盘拉铜管坯表面划伤进行观察分析,盘拉铜管坯的“划伤”主要包含内壁划伤、外壁划伤、粗拉道等,如图2(a)(b)(c)所示。盘拉铜管坯的“划伤”主要成长条状。

图2 盘拉管坯“划伤”现象
2.2 “划伤”对后续加工的影响
根据以上对“划伤”的特征进行分析,盘拉管坯“划伤”在后道工序难以消除的情况下,将在后续“两器”加工扩口中因“划伤”受力不均匀而导致扩口开裂[5],如图3(a)(b)箭头所示。如果“划伤”不处于端口处,处于“两器”片的中间段,在充氮试压的过程中易造成泄漏,如图4(a)(b)所示。扩口开裂、中间内漏都将影响后工序加工,增加了铜管的报废。

图3 扩口开裂
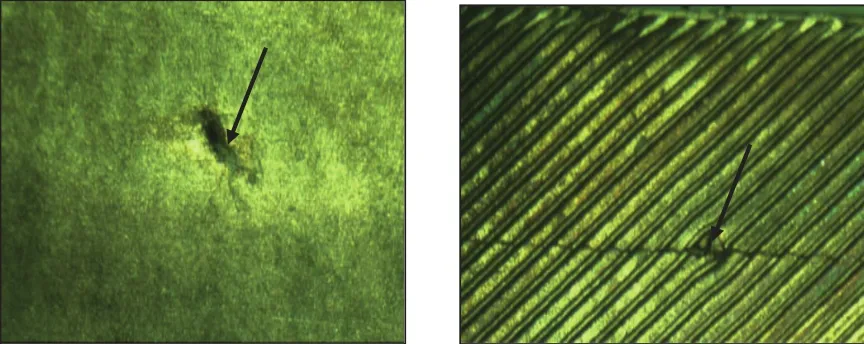
图4 内漏
3 “划伤”的原因分析
通过前面的分析得知,“划伤”呈细条状,是在高速拉伸过程中因铜管坯在拉伸过程中与受损的模具、工装等硬物件点接触而形成,尤其是在润滑条件不良的情况下较为明显。经观察、分析,盘拉管坯“划伤”的产生原因主要包括以下几个方面。
3.1 模具
盘拉TP2铜管坯主要采用游动芯头和拉伸外模组合成套的拉拔模具,目前使用较多的模具材质是YG6硬质合金。在盘拉拉伸过程中,模具要承受较高的压应力和摩擦力。另外,由于芯头与铜管内壁、铜管外壁与外模均存在剧烈的摩擦,而这种摩擦热使模具表面和铜管表面产生瞬间热,从而很容易使模具造成损伤[6]。常见的模具缺陷主要包括环沟、竖道、掉块,如图5(a)(b)(c)所示。

图5 盘拉拉伸模具缺陷
模具表面出现了环沟、竖道、掉块的时候,在生产过程中易造成铜管坯表面“划伤”,根据缺陷深浅,对其进行抛光处理,如果缺陷严重将报废。
另外,铜管拉伸模具包括入口区、润滑区、压缩区、定径区、出口区五个区域,当润滑区角度偏小、长度偏短,这都将导致铜管拉伸过程中润滑不良,从而导致盘拉表面“划伤”。
3.2 润滑
TP2铜管坯生产拉伸过程中,芯头、外模的工艺润滑对保证铜管坯表面质量、尺寸精度以及拉伸生产的稳定进行都具有非常重要的作用。孙建林等[7]认为,润滑油的粘度、油膜强度、浓度都将影响铜管拉伸过程中的效果。润滑油的粘度、油膜强度、浓度不够,将使铜管在盘拉拉伸过程中铜管与芯头、模具之间产生干拉,从而使瞬间热剧烈上升,从而造成盘拉铜管坯内外表面的“划伤”。
要确保润滑效果良好,另外一个方面要保证润滑油的洁净度。在盘拉拉伸过程中,内膜油一般是从整桶油中抽取,并采用注射器等装置注入铜管内,与外界接触,注入器、油枪、油桶等带有杂质而污染润滑油,带入铜管坯,产生内表面“划伤”。外膜油是整箱循环使用,拉伸过程中易产生微量铜粉,流入外膜油箱,污染外膜油,拉伸过程中,铜粉压入铜管坯与外模之间,从而造成铜管坯管外“划伤”。
3.3 工装
TP2铜管盘拉是接触式加工,除了与芯头、外模接触外,还与模具墙、导轮、压紧辊、卷筒、料框等工装接触,因TP2紫铜本身的物理性能,再加之拉伸速度、高速运转等因素,导致铜管坯与损伤或粘铜的工装(如图6(a)(b)(c)箭头所示)接触时,造成盘拉TP2铜管坯“划伤”。

图6 损伤/粘铜工装
4 解决措施
根据前面的分析,要避免盘拉铜管坯的“划伤”,要在模具、润滑、工装等方面进行管理,保证各环节都精准控制、稳定、完好,主要有以下几个方面:
(1)要确保芯头、模具表面无粘铜、无破损,应定期对芯头、模具进行维护保养,减小材料的疲劳,定期打磨、抛光芯头、模具。另外要确保芯头、模具润滑区的良好,保证有充足的内膜油、外膜油,对铜管内外面进行润滑,确保润滑的良好性。
(2)要确保内膜油、外膜油的粘度、油膜硬度、油脂浓度,定期将油品进行指标检测。根据油品的使用特性,定期更换油品,另外要确保油品不带入其他杂质,不被外界污染。
(3)要定期对导轮、压紧辊、卷筒等工装进行检查,表面轻微缺陷的要打磨、抛光,确保表面的光洁度,另外要确保工装的稳定性,使铜管坯在拉伸过程中平稳,减少振动。
5 结论
“划伤”是圆盘拉伸生产TP2铜管坯的一种常见缺陷,对成品铜管(光面铜管、内螺纹铜管)产品质量、综合合格率造成极大的影响,并严重影响铜管在空调中的质量,甚至影响空调的使用寿命,通过科学分析,找出其产生的原因。
(1)造成“划伤”的实质原因是铜管在盘拉拉伸过程中与异常模具、工装的摩擦、润滑不良、异物带入拉伸中与铜管坯接触等原因造成,通过日常观察在生产过程中产品检查是可以发现的。
(2)通过加强日常点检,润滑油的定期检验、更换,工装的打磨、抛光,模具的优化等,“划伤”是可以得到有效控制的。
猜你喜欢
山东冶金(2022年3期)2022-07-19
昆钢科技(2022年2期)2022-07-08
中国金属通报(2021年15期)2021-11-19
中国金属通报(2021年11期)2021-11-02
哈尔滨轴承(2021年1期)2021-07-21
石材(2020年4期)2020-05-25
家庭影院技术(2020年4期)2020-05-21
爆炸与冲击(2020年2期)2020-04-09
建材发展导向(2019年10期)2019-08-24
模具制造(2019年4期)2019-06-24
