
基于反射法的推力室激光扫描测量技术研究
2019-08-31 07:58王新永郭力振陈旭辉陈道勇
宇航计测技术 2019年4期
王新永 郭力振 陈旭辉 徐 亮 韩 军 宋 楠 陈道勇
(1.航天材料及工艺研究所,北京100076;2.北京航天计量测试技术研究所,北京100076)
1 引言
推力室身部是决定航天器发动机性能与助推矢量精度的重要部件,一般采用旋压工艺加工而成。此类薄壁结构件加工形位精度控制难度大,其中身部同轴度与垂直度是影响发动机工作的关键技术指标之一[1],该指标的测量问题一直未能得到很好的解决,一般的测量方法有非接触式与接触式两种。
影像式测量属于非接触式测量,一般采用工具显微镜,测量范围小且仅为二维平面测量[2],无法适应推力室身部零件尺寸较大、回转型结构的特点。三坐标测量机属于接触式测量设备,由于接触式测头而存在接触力[3],易对推力室身部此类薄壁结构造成表面形变,影响测量结果,同时由于零件回转腔体结构限制,通常以测量零件外表面代替内壁测量,因旋压工艺的壁厚不均匀性,以外表面代替内壁测量并不能如实反映内壁面形,同时推力室身部表面涂层易因接触式测量造成表面涂层划伤,对产品造成损坏。
为避免引入接触应力的测量方式,解决大尺寸结构件的测量遮挡问题,需要探索新的测量工艺原理。
本文提出基于反射法的激光扫描测量方法,即解决了接触式测量受力较大问题,又可解决内腔及遮挡类结构扫描测量中因“移站”带来的坐标转化误差问题。
2 测量原理
激光扫描测量为非接触测量方式,对被测物体表面没有破坏和影响[4]。为解决推力室身部尺寸较大、薄壁结构且存在内腔测量要求的测量难点,探索应用反射法激光扫描测量。
2.1 激光扫描测量
激光扫描测量方式通过接收照射在工件表面并反射回的调制激光信号实现测量,该方法不接触工件,可以设置扫描区域和测量点间距,测量的数据量大,形成由大量测量点组成的点的集合,即点云[5]。点云反映了物体被测形面的轮廓,可以用作形面的拟合或逆向。某形面的点云测量示意如图1所示。
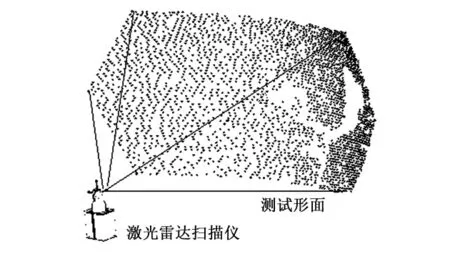
图1 激光扫描点云示意图Fig.1 A schematic diagram of a laser scan point cloud
2.2 反射法
反射法是在被测工件的另一侧放置一个反射镜,仪器通过反射镜可以观测到工件被遮挡部分在反射镜中的虚像。测量激光通过平面反射镜对光路的反射,来对被遮挡部分进行测量。
反射法测量原理如图2所示。反射法测量首先要确定反射镜的位置,利用一个测量球靶标放置于镜前,使其在平面镜内的成像也可被激光雷达扫描仪观测到,利用激光雷达扫描仪测量球靶标可得到测量球坐标P1={x1,y1,z1},然后再通过反射镜测量球靶标的虚像,可以得到该虚像的坐标P2={x2,y2,z2},求出两坐标中点坐标P0即为反射镜平面所在位置,两点坐标连线方向即表示反射镜的法向方向。这样就得到两个特征参量,在对工件测量测得被测工件虚像坐标A2后,虚像坐标点到对应工件坐标点连线方向平行于法向,而且两点连线的中点与P1P2中点连线方向垂直于法向,根据两个已知的特征参量和测得的虚像点坐标可求解出被测工件实际坐标值。

图2 反射法原理示意简图Fig.2 Illustrative diagram of reflectance principle
3 测量工艺步骤
3.1 基准面获取
采用基准面模拟法,用精度等级高的花岗岩平台台面来模拟燃烧室段端面。将推力室身部的燃烧室端面与平台贴合,激光雷达扫描仪测量花岗岩平台台面,进而模拟燃烧室段端面。
3.2 形面直接扫描
激光三维形貌测量仪通过激光绝对测距,配合俯仰角方位角测量,得到空间测点坐标,采用非接触、扫描测量的方式。在仪器的测量坐标系下,由激光三维形貌测量仪对仪器视野内形面进行扫描测量。
3.3 反射法测量
由于推力室身部为回转体,测试设备固定于一个测量工位无法测量整个工件的表面。对于此类工件的测试,常规方法一般采用“移站”测量方式。
利用仪器先测量工件可见的部分,然后移动仪器到工件的另一侧测量剩下的部分。当仪器移动后,其测量坐标系发生变化,那么“移站”前后测得数据不在相同坐标系下,必须进行坐标系转接,将两个位置的坐标系通过转换到相同坐标系下,实现对被遮挡目标在同一坐标系下的测量,然而坐标系的转接需要建立公共基准,此种方法优点是直接利用现有条件解决测量问题,缺点是效率较低,测量精度由于坐标系多次转换而降低[6]。
相比“移站”方法,采用反射法测量的所有测量工作是在同一坐标系下进行的,反射镜位置标定时间短于坐标系转接时间,效率高。一般被测目标较大时,平面反射镜也应随之增大,即可使镜像测量范围增大。
其测量工艺如图3所示。由于喷管延伸段为回转体,必然有一部分仪器无法直接观测到,采用反射镜辅助测量。通过参照物的测量设置,仪器可以确定反射镜的位置。
扫描激光经过反射镜反射可以扫描到推力室身部被遮挡的部分,相当于仪器通过扫描被遮挡形面的镜像进行直接测量。因此,用反射法就可以实现仪器单一工位的测量,有效提高测量效率和测量精度。
3.4 数据分析
按照推力室身部的形状理论方程对推力室身部的测量点云坐标进行数据拟合。
将拟和的数据进行分析计算,得出推力室身部轴线相对身部燃烧室段基准的同轴度和对端面的垂直度[7,8]。

图3 反射法测量工艺图Fig.3 Process diagram of reflectance measurement
3.5 测量结果
扫描点云数据及处理如图4所示。

图4 测量比对分析Fig.4 Measurement comparison analysis
将反射法激光扫描测量数据分析结果与三坐标测量结果进行对比,对比结果如表1所示。

表1 测量结果对比表Tab.1 Comparison of measurement results mm
反射法激光扫描测量方式的同轴度测量一致性优于三坐标测量机。初步分析,原因为非接触式测量方式与三坐标测量相比,无探头物理接触,对弱刚度部件不产生局部接触力,从而无零件变形引入的偏差。
由于数据处理方法为多截面选取,两种测量方式的垂直度测量结果相近。通过此项对比,也可说明反射法激光扫描测量方式的整体测量精度与三坐标测量机测量相当,本零件所采用的测量方法完全适用。
4 结束语
本文采用反射激光扫描法探索研究了推力室身部零件的形位尺寸测量方案。通过非接触式测量避免了弱刚度零件在测量中因外力导致变形而产生偏差。利用反射测量方法,实现了形面零件的形位尺寸的直接、快速测量,避免了传统“移站”法引入坐标系转换而降低精度的问题。
反射测量方法为零件尺寸光学扫描检测存在的遮挡问题提供了解决方法,后续可通过布局反射镜、设置镜面尺寸等设置,解决大量零件内腔的测量需求。该测量方法可推广应用于其他大尺寸、弱刚度、存在遮挡特征的类似产品的几何尺寸测量中。
猜你喜欢
新能源科技(2022年9期)2022-11-20
杭州电子科技大学学报(自然科学版)(2022年4期)2022-08-23
杭州电子科技大学学报(自然科学版)(2022年3期)2022-06-08
智能制造(2021年4期)2021-11-04
计算机与数字工程(2021年7期)2021-08-08
科学大众·小诺贝尔(2021年11期)2021-01-22
空间控制技术与应用(2019年6期)2020-01-09
学习周报·教与学(2019年47期)2019-09-10
航天返回与遥感(2019年2期)2019-05-17
中学生数理化·八年级物理人教版(2015年11期)2015-11-30
