
双相不锈钢/奥氏体不锈钢异种接头CMT焊接工艺研究
2019-09-10 21:05汪瑞李朋
E动时尚·科学工程技术 2019年19期
汪瑞 李朋




摘 要:奥氏体不锈钢和双相不锈钢由于具有塑性、韧性、耐高温和耐腐蚀的性能,在实际生产中得到了广泛的应用。本课题采用CMT焊对2205双相不锈钢与304奥氏体不锈钢进行异种接头焊接研究,经过试验,结果表明,焊接接头的抗拉强度不低于304母材,且塑性良好。
关键词:2205双相不锈钢;304奥氏体不锈钢;焊接工艺;接头性能
1 试验材料
1.1 焊接试验母料
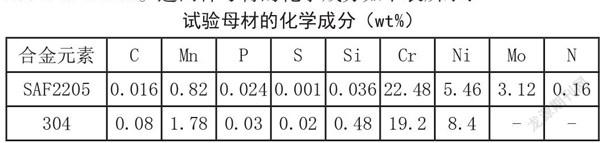
这次试验所用的母材为00Cr22Ni5Mo3N双相不锈钢(SAF2205)与0Cr18Ni9奥氏体不锈钢(304),规格均为200×15×4mm。这两种母材的化学成分如下表所示:
试验母材的化学成分(wt%)
合金元素 C Mn P S Si Cr Ni Mo N
SAF2205 0.016 0.82 0.024 0.001 0.036 22.48 5.46 3.12 0.16
304 0.08 1.78 0.03 0.02 0.48 19.2 8.4 - -
1.2 保护气体及填充材料
该试验中所用的保护气体是纯Ar。根据测试条件,使用合理的气流来确保最佳的保护效果。试验用填料为ER2205(φ1.2mm)。焊丝根据不锈钢气体保护焊焊丝选择原则,在焊接用的不锈钢焊丝,它的化学成分与母材的是相差不多,只是不锈钢焊丝化学成分中Cr和Ni的含量要稍微高于母材,但含它的碳量就要母体的要低一些。
试验焊丝的化学成分(wt%)
合金元素 C Mn P S Si Cr Ni Mo N
ER2205 0.013 1.54 0.018 0.007 0.49 22.92 8.61 3.18 0.17
2 焊接工艺
2.1焊接方法及设备
此次试验所采用的焊接方法为CMT(Cold Metal Transfer)冷金属过渡技术焊接方法。冷金属过渡(Cold Metal Transfer,CMT)技术是一种新型GMA焊工艺技术,它是在短路过渡的基础上发展而成的。
焊接设备为自动CMT焊机,其焊机为Fronius公司生产和它的型号为FX 4000-R,如图2.1所示。焊接设备如图2.2所示。
2.2 坡口形式
坡口选用机械方法来加工,加工的坡口型式为V型。在加工完了后对坡口做检查,若有影响焊接质量的那些凹凸不平处得要做修平后用丙铜进行擦洗就能拿去焊接了。
2.3 焊接过前后的保护措施
DSS和304奥氏体不锈钢都是耐腐蚀材料。焊接过程当中,母材的保护是很有必要的,所以要尽量地避免碳、石墨和其它杂质等去污染不锈钢。在材料表面上的起弧和弧击是一个瞬间的高温过程和它的冷却的速度非常快,同时在表面显微组织中的铁素体含量过高就会使这类结构对裂纹和侵蚀都相对敏感,因此需要尽最大的可能去避免这种的发生。还有在焊接过程当中,工具得要保持清洁。
2.4 试验所用的焊接工艺参数
本试验对DSS与304奥氏体不锈钢异种接头CMT焊接进行了焊接工艺方案设计,以此得到的更好焊接接头,让它的的双相比例铁素体和奥氏体各占一半左右,还有降低碳元素的移动。在焊接工艺参数试的验结果中,挑选出更加适合的焊接工艺参数,让焊接接头变得更加良好。焊接工艺的参数如下表所示。
3 焊接接头力学性能试验
3.1 焊接接头拉伸试验
对母材焊接完成后,再进行试样的制备,这就需要在整个焊缝上选取焊接最好的一段,然后将所选取的拉伸材料进行拉伸。按照GB2651- 89《焊接接头拉伸试验方法》进行取样。在取样时,需要严格地按照国家标准规定的尺寸进行取样,试验在WDW-50微机控制电子萬能试验机上进行。
焊接接头的拉伸试样应包括母材、热影响区和焊缝这三个部分
3.2 焊接接头弯曲试验
弯曲试验是用来评价焊接接头的塑性变形能力和显示受拉面的焊接缺陷。按照GB2653-89《焊接接头弯曲及压扁试验方法》,采用横向正面弯曲(收拉面为焊缝正面)的试验方法。
3.3 焊接接头硬度试验
焊接完成后,需要在整个焊缝上选取焊接较好的一段再对焊接接头附近进行取样,然后用砂纸将把试样给磨平,直到磨成平坦光滑的表面时才能完成对试样打磨。按照GB2654-89《焊接接头和堆焊金属硬度试验方法》,对MV-VK型显微硬度镜进行焊接接头硬度试验。
3.4 拉伸及弯曲试验
根据GB2651-89、GB2653-89,用WDW-50微机控制电子万能试验机进行接头拉伸和弯曲试验。拉伸和弯曲的结果:
拉伸与弯曲试验结果
试样 抗拉强度σb/MPa 延伸率δ/% 断裂位置 弯曲(a=180)
正弯 背弯
接头A 651.2 38.2 304母材 合格 合格
接头B 637.3 38 304母材 合格 合格
接头C 655.8 38.2 304母材 合格 合格
由上表可知,焊接接头的抗拉强度值在637.3-655.8之间,断裂位置是在304奥氏体不锈钢母材这一边,它体现了焊接接头的抗拉性能是很好的。假如断裂位置是在焊缝或者热影响区,那只能说明得到的焊接接头不合格。
焊接接头弯曲试验,正弯和背弯180度,接头都没有断裂,说明了焊接接头有很好的弯曲性能。
3.5 硬度试验
根据GB2654-89,用MH-VK显微硬度镜载荷500g,在焊接接头焊缝、热影响区、母材进行硬度测试。硬度测试结果:
硬度试验结果
试样 熔合线附近硬度/HV 母材
2205钢 304钢 2205钢 304钢
接头A 256.4 203.4 241.3 183.9
接头B 264.1 196.6 247.2 188.7
接头C 249.8 207.2 242.5 181.6
由上表可知,在2205双相不锈钢一则熔合线附近和中心焊缝的硬度要比2205双相不锈钢2205双相不锈钢母材高;同样304奥氏体不锈钢一侧和中心焊缝的硬度也比304母材高。这是因为在焊接过程当中,接头组织中的一部分奥氏体转变为铁素体,因此接头中的热影响区中的铁素体的含量相对较高使它的的硬度要大于比奥氏体的。
结 论
本课题针对双相不锈钢与奥氏体不锈钢异种接头CMT焊接展开了一些基础的研究,得到了以下几个主要的结论:
(1)DSS与奥氏体不锈钢连接的焊接方法选用CMT焊接,在使用纯氩气的保护下,可以获得稳定的电弧与优良的接头焊缝成形。
(2)选用CMT焊最佳的工艺参数,并对焊接工艺的接头性能进行测试。主要分析了焊接接头的焊接方式、填充材料、焊接参数等因素对焊接接头的组织、力学性能等的影响。对焊接接头的力学性能进行测试,得出拉伸试样在强度相对较低的304母材侧断裂;在硬度试验结果中得出2005钢侧的热影响区中的显微硬度要比母材和焊缝要高,304钢侧的热影响区的硬度也高于304母材。
参考文献
[1]张其枢,堵耀庭.不锈钢焊接.北京:机械工业出版社,2003.
[2]李燕.SAF2205双相不锈钢与异种金属的焊接性研究[D].南京,南京航天航空大学,2011.
[3]吴玖.双相不锈钢[M].北京:冶金工业出版社,1999:8-50,200-280.
[4]许鸿吉,赵雯雯.1.4003不锈钢与0Cr18Ni9不锈钢焊接接头组织和力学性能[J].焊接技术,2008,37(6):12-15.
[5]傅积和,孙玉和主编.焊接数据资料手册[M].北京机械工业出版社,1997.
[6]杨春利,林三宝.电弧焊基础.哈尔滨工业大学出版社,2010.9.
猜你喜欢
电焊机(2021年12期)2021-01-03
理论与创新(2020年11期)2020-07-26
西部论丛(2018年7期)2018-08-31
科学与财富(2018年7期)2018-05-21
科技创新导报(2017年10期)2017-06-19
科学家(2017年4期)2017-05-25
东方教育(2016年21期)2017-01-17
科学与财富(2016年28期)2016-10-14
